















































Die Definitiewe Gids tot CNC Turret Punch Presses0
In hierdie Ultimate Gids tot Cnc turret punch press , deel ek graag my inligting en kennis met jou oor hierdie essensiële stuk uitrusting. Of jy nuut is by die wêreld van CNC-machinering of soek om jou huidige prosesse te verbeter, sal hierdie gids jou wegberei met alomvattende kennis oor beste praktyke, optimaliseringstegnieke en programmeringsstrategieë. Vanaf die basiese beginsels van bedrywing tot tipes vir die maksimalisering van doeltreffendheid, poog ek om 'n alomvattende begrip te verskaf wat jou sal help om deurwroghte besluite te neem. Trek saam met my op as ons insig kry in die kenmerke, voordele en beste praktyke vir die doeltreffende gebruik van CNC turret punch presses.
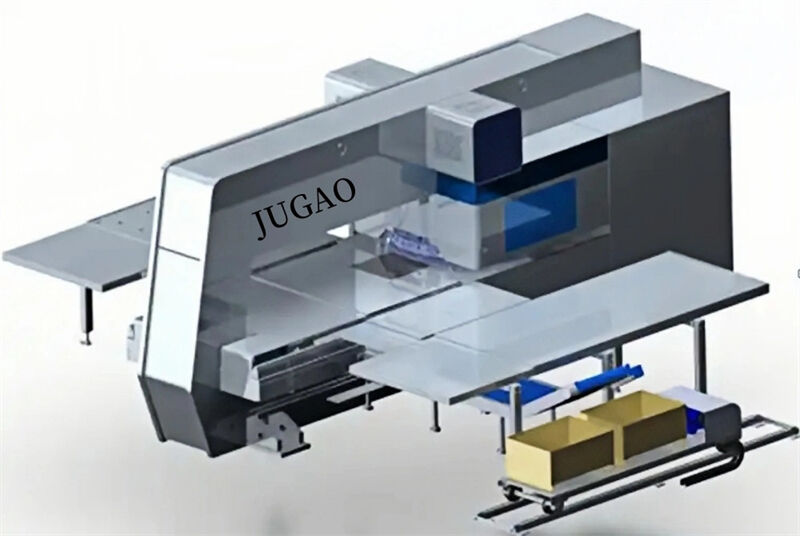
CNC turret punch is een van die hoofkategorieë van CNC perforasie , die Engelse naam ( Cnc turret punch press ), afkorting NCT. Numeriese Beheer Tornepyn (NCT) integreer masjinerie, elektrisiteit, vloeistof en gas. Dit is 'n drukverwerkingstoestel vir boorwerk en vlak trek- en vormbewerkings op plaatdeur die tornepynstêl.
Inhoudsopgave
· Funksies
Funksies
Numeriese Beheer Tornepyn (NCT) bestaan uit 'n rekenaarbeheersisteem, 'n meganiese of hidrauliese kragstelsel, 'n servo voedingsmekanisme, 'n stempelbibliotheek, 'n stempelseleksiesisteem, 'n omgewing programmeringstelsel, ens.
Numeriese beheer tornepyn (NCT) word 'n verwerkingprogram deur programmerings sagteware (of handmatig) saamgestel. Die servo voedingsmekanisme plaas die blad by die te verwerk posisie. Tydens dieselfde tyd selekteer die stempelseleksiesisteem die ooreenstemmende stempel in die stempelbibliotheek, en die hidrauliese kragstelsel druk volgens die program om die werkstuk outomaties te voltooi.
Klassifikasie
Numeriese beheerstoringpyn (NCT) word verdeel in vol-elektriese servo CNC-storingpyn, meganiese CNC-storingpyn (vliegwiel CNC-storingpyn), en hidrauliese CNC-storingpyn.
Daaronder is die vol-elektriese servo CNC-storingpynpers 'n nuwe soort van stoppingpyn. Die toestel maak gebruik van servo-motor direk-stuur tegnologie, waardeur die voordele van 'n eenvoudige, volwasse en betroubare meganiese hoofdrijwielstruktuur behou word. Tegelykertyd het dit beter kenmerke as 'n hidrauliese hoofdrijwiel. Dit besit beduidende kenmerke en kragtige funksies. Die toestel is uitgerus met 'n vol-elektriese servo intelligente pyn wat verskeie prosesse soos pyn, vorm, buig en graveer kan bereik.
Meganiese stoppingpynpers word wydverspreid gebruik weens hul langtermynstabielheid, lewendigheid en lagere prys in vergelyking met vol-elektriese servo CNC-stoppingpynpers; egter, hulle val agtig agter in doeltreffendheid en funksionaliteit.
Hidrauliese turel-pynpersmasjiene is geleidelik minder gunstig gesien omdat hulle verbruikbare hidrauliese ol vereis en nie geskik is vir hoë-temperatuur werkomgewings nie.

Bewegingsas
X-as: die servo-aangedrewe as wat die werkstuk in die rigting loodreg op die lengte van die bed beweeg
Y-as: Servo-aangedrewe as wat die werkstuk in die rigting parallel met die lengte van die bed beweeg
A-as: Rotasie-turel-tipe werktuigmagazyn wat die rotasie-as van die vorm kies
C-as: die rotasie-as vir outomatiese vormindestering, wat die vorm by enige hoek kan roteer
Verwerkingsmetodes
1. Enkele pyn: voltooi pyn in een deurloop, insluitend reglynverdeling, boogverdeling, omtrekverdeling en roosteropening pyn.
2. Kontinue pyn in dieselfde rigting: gebruik reghoekige vorms om gedeeltelike oorlap te prosesseer, wat lange openinge en randafwerking kan prosesseer.
3. Veeldoels kontinue pynsel: die verwerkingsmetode van die gebruik van klein vorms om groot gatte te prosesseer.
4. Nibblen: Gebruik 'n klein rond sterf om die boog in 'n klein stap kontinu te pynsel.
5. Enkele vorming: die verwerkingsmetode van vorming deur eenmalige swak trek na die vorm van die sterf.
6. Kontinue vorming: vormverwerking metodes wat groter is as die maat van die sterf, soos groot maat skuttere, rol ribbe en rol treepe.
7. Reeks vorming: verwerkings van meerdere dieselfde of verskillende werksstukke op 'n groot bord.

Verwerkingstation
Gewoonlik word turrent sterwe volgens die diameter van die gat wat dit kan prosesseer geklassifiseer, wat die keuse van die sterf vergemaklik. Hulle word gewoonlik in vyf grade verdeel: A, B, C, D en E.
Gradering A (1⁄2 duim) stasie: Verwerkingsbereik van Φ1.5 tot Φ12.7 millimeter
Gradering B (1-1⁄2 duim) stasie: Verwerkingsbereik minder as Φ31.7 millimeter
Gradering C (2 duim) stasie: Verwerkingsbereik minder as Φ50.8 millimeter
Gradering D (3-1/2 duim) stasie: Verwerkingsbereik minder as Φ88.9 millimeter
Gradering E (4-1/2 duim) stasie: Verwerkingsbereik minder as Φ114.3 millimeter
Normaalgesproke, wanneer dit nodig is om die ewekansige konfigurasie te verander, word die volgende omskakelings gevolg: 1D = 8A = 4B = B + C.

Toepassingsbedryf
Ons produkte vind wydverspreide toepassing in koue-stempelverwerking industrieë, wat elektriese voorsieningsapparatuur, kassie-enkels, gordynmuurversierings, huishoudelike toestelle, die liftbedryf, branddeur vervaardiging, koelkaste, keukentoestelle, kantooruitrusting, harde meubels, mediese masjienerie en liggasinstallasies insluit, onder andere. Die enkelste steekmetode en die bytende steekmetode word gebruik om gatte en dele van verskillende vorme en groottes uit te steek, wat spesifiek geskik is vir die stek van verskeie medium en klein partye of eenstukplaatte.

Oor Gary Olson
As 'n toegewyde skrywer en redakteur vir JUGAO CNC, spesialiseer ek my in die lewering van insigvolle en praktiese inhoud wat geskik is vir die metaalwerkbare branche. Met jare van ervaring in tegniese skryfwerk, fokus ek op die verskaffing van diepe artikels en tutoriale wat helpers, ingenieurs en professionele mense help om op die hoogte te bly van die nuutste innovasies in bladmateriaalverwerking, insluitend CNC drukbreke, hidrauliese drukkere, skeermasjienery en meer.

