















































Onderskeidelike kenmerke van 3-wal rolplaat en 4-wal rolplaat
Tydens my loopbaan wat gesamentlik gewerk het met plaatrolmasjiene, het ek gereeld gesprekke gehoor oor die vergelyking tussen 3-Roller Plaatrolmasjiene en 4-Roller Plaatrolmasjiene. Elke variënt bied unieke voordele en is toegespits vir verskillende toepassings binne die veld van metaalfabrikasie. Dit is noodsaaklik om die verskille tussen 'n 3-roller en 'n 4-roller plaatrolmasjien te verstaan om seker te maak dat die regte uitrusting vir spesifieke projekte gekies word. Met tyd het ek 'n omvattende begrip van hul operasionele beginsels, doeltreffendheidsmetrieke en die kwaliteit van boggings wat hulle lewer, verkry. In hierdie bespreking sal ek hierdie verskille uitlig, wat sal bydra tot welgeïnformeerde besluite oor jou plaatrolbehoeftes.
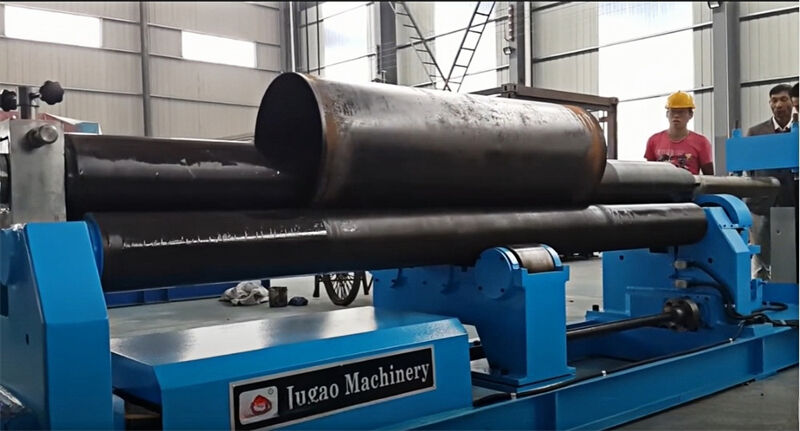
'n Plaatrolmasjien is 'n tipe smeedmasjienerie en -uitrusting wat nie-metale plaatmateriaal krom vir die vorming van koniese, sferiese, silindriese of ander meetkundige vorms. Hierdie masjienerie word wydverspreid gebruik in die vervaardiging van goedeware, boilers, stoomstelsels, chemiese bedrywes, nie-metaliese strukture en meganiese ingenieurswese, onder andere sektore. Die verskeidenheid aan rolmasjiene is te atribueer aan hul verskillende toepassings oor verskillende velde.
Plaatrolmasjiene word geklassifiseer op grond van die aantal rolle, wat lei tot die klassifikasie in 3-rol en 4-rol tipes. 'n Algemene misverstand is dat die primêre verskil tussen die twee net die bykomende rol in die vier-rolmasjien is. Gevolglik glo sommige mense, wanneer hulle 'n aankoop maak, verkeerdlik dat die vier-rolmasjien beter is weens die ekstra rol. Dit is egter 'n foutiewe perspektief, aangesien die twee masjiene betekenisvolle verskille het.
Onderskeidelike kenmerke van 3-rol en 4-rol plaatrolmasjiene
Strukturele Estetika
Die drie-rol rolmasjien is uitgerus met drie rolle, terwyl die vier-rol rolmasjien vier rolle het. Verder hierdie basiese onderskeiding bied die drie-rol masjien 'n eenvoudiger en meer funksionele estetiese voorkoms. Aan die ander kant, die vier-rol masjien, wat hydrauliese CNC-tegnologie gebruik, het 'n verfyneder en eleganter voorkoms. Die aandag aan detail in sy ontwerp verbeter nie net prosesseringsnaukeurigheid nie, maar dra ook by tot 'n verbeterde gebruikerservaring.


Masjienstruktuur
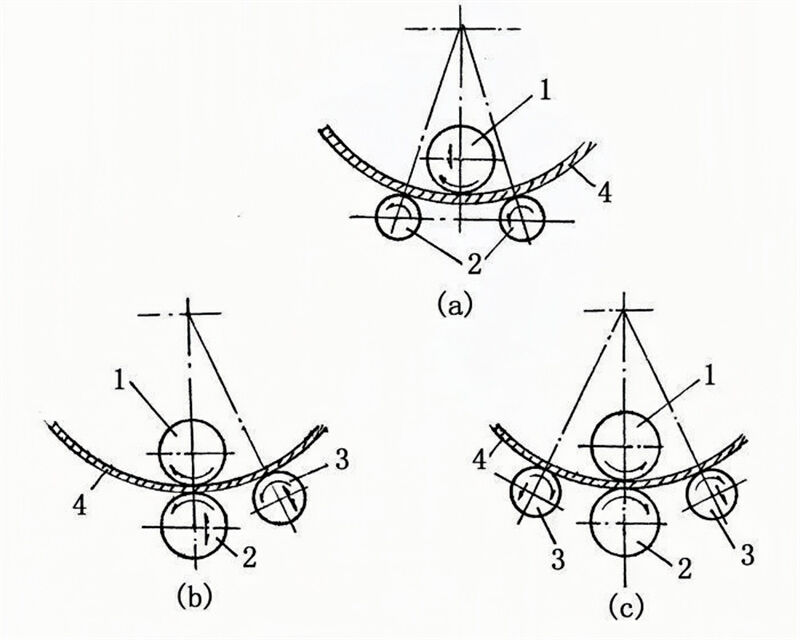
Die meganiese drie-rol koilingsmasjiene word in twee tipes gegroepeer: die drie-rol simmetriese koilingsmasjiene en die drie-rol asimmetriese koilingsmasjiene. By die drie-rol simmetriese koilingsmasjiene is een rol bo beweeg, terwyl die ander twee rolle simmetries onderuit opgestel is. Teenoor daarin het die drie-rol asimmetriese koilingsmasjiene 'n asimmetriese rangskikking waar een kant twee rolle het, terwyl die ander kant slegs een rol het.
Die verskil van die vier-wal plaatrolmasjien lê in sy hoofdrijmekanisme, wat deur 'n verminder en kruis-gleufkoppeling aan die bo-rollers verbonden is om koppel te verskaf vir die gerolde plaat. Die onderrollers is ontwerp vir vertikale beweging en word deur 'n verminder-wormrad (of skuinsand) gekoppel om die vaste klem van die plaat te vergemaklik, wat meganiese oorgifte moontlik maak. Boonop is sylrollers aan weerskante van die onderrollers geplaas en kan hulle skuins beweeg langs die rekspoor, aangedryf deur 'n draadwormrad (of skuinsand). Die vier-wal plaatrolmasjien het twee rollers bo en twee onder, met al vier werksrollers uitgerus met dinamiese beryings.
Tog lei die verskil in die aantal rollers tot verskillende stapmekanismes tussen die drie-wal en vier-wal rolmasjiene.
Tipe Verwerking
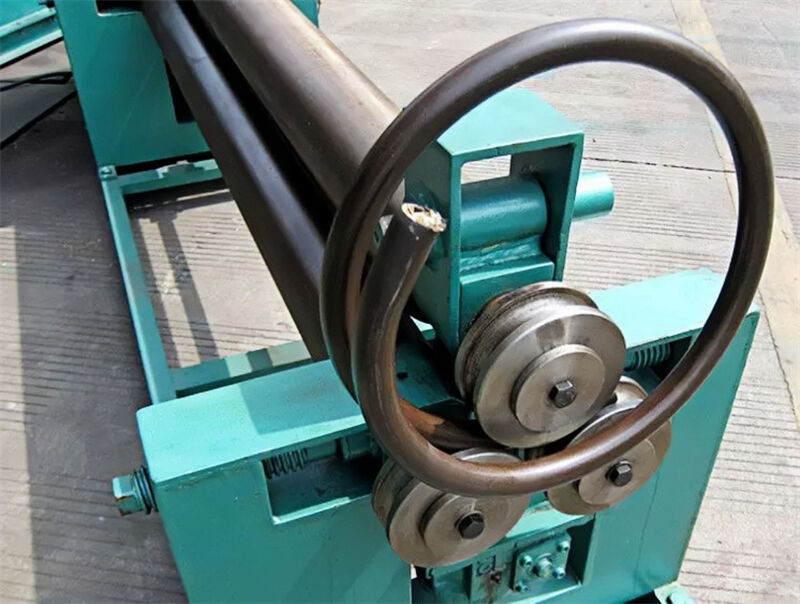
Die drie-rol plaatrolmasjien is in staat om sylindriese en gebukte metaalplaat te produseer. Sy bedrywing behels die vertikale beweging van die twee onderste rolle, wat sentraal en simmetries geplaas word. Hierdie vertikale beweging word bereik deur middel van 'n skruifstang en 'n wormdrafmechanisme. Die rotasie van die onderste rolle word aangedryf deur 'n motor, en koppelword deur die verbindings van die uitsetversnelingskakeling se tandrad met die onderste rol se tandrad na die gerolde plaat oorgedra. Die uite van die plaat vereis voorspoedbukking, wat gefasiliteer kan word deur bykomende toerusting.
Die vier-rol plaatrolmasjien is ontwerp vir die buig en vorm van metaalplaat. Dit is in staat om sylindriese, gebukte en kegelformige komponente binne 'n spesifiek dimensionele bereik te produseer. Hierdie masjien het ook 'n voorspoedbukfunksie vir die uite van die plaat, wat lei tot minimaal residuele reguit rande, en dit kan ongeveer vlakke metaalplaat effenseer.

Gradering van outomatisering
Die drie-walrolmachine het 'n knopgebasseerde beheersisteem, terwyl die vier-walrolmachine uitgerus is met 'n raakskermkoppelvlak en 'n CNC-stelsel wat programmeerbare bewerkings toelaat. Digitale beheer fasiliteer een rolvormproses, met raakskermvermoëns vir visuele invoer, werkstapredigering en opslag van tot 500 dataverstelle. 'n Elektroniese balansstelsel, geïntegreer met EPS, verseker dat walbeweging binne 'n toleransie van 0,15 mm parallel bly. Die stelsel ondersteun mens-masjieneinteraksie, selfdiagnostiese foutopsporing en intelligente identifisering van bedryfsfoute. Die trommelvormige wals rolle vertoon uitstekende rondheid en hoë reguitheid. Alle bewegings word hidraulies aangedryf.
Die rolle is ontwerp om in reguit lyne binne gidsrails te beweeg, wat toelaat dat die sentrumafstand tussen die twee kante van die rolle verklein word om presiese rolakkuraatheid te bereik. Die robuuste raamwerk, wat dik is en in staat is om medium tot groot rolle te akkomodeer, word as 'n eenheid gesmet om spanning te elimineer en vervorming te voorkom. Die rolle word as 'n eenstuk vervaardig, onderworpe aan 'n hardeproses, en is kompatibel met beide handmatige en outomatiese bedryfsmodusse.


Metode van Oplading
Die drie rolle vereis handmatige Ontsmetting, wat die handmatige Ontsmetting van die gemaskeerde werkstuk vereis. Teenoorgestel, die vier rolle is uitgerus met drukknoppies vir beheer, wat 'n maklike en vinnige Ontsmettingsproses maak, wat asemvegieter swarter is as dié van die drie rolle.

Vorm van Rolbeweging
Die drie-vouer onsimmetriese plaatrolmasjien het 'n bo-rol wat as die primêre dryfmeganisme dien. Die onder-rol kan vertikale beweging uitvoer om die plaat vas te hou, en dit werf saam met die bo-rolversnit om die hoofdryffunksie te fasiliteer. Die sy-rol is ontwerp vir skuif- en optelbewegings, wat sowel voorbuig- as afrondvermoëns verskaf. In teenstelling daarmee posisioneer die drie-vouer simmetriese plaatrolmasjien die boonste rolle simmetries bo die twee onderste rolle, wat vertikale optelbewegings deur skruif- en meesterwurm-dryfmeganismes uitvoer. Die twee onderste rolle is verantwoordelik vir rotasiebeweging, aangedryf deur die uitsetversnit van die verminderder wat saamwerk met die onder-rolversnit om die nodige koppel vir plaatrolting te genereer.
Beide tipes funksioneer op die beginsel van die drie-punt vaste sirkel, wat rolstelsels met verskillende radiale kan akkomodeer. Toegespits op vier-roller plaatrolmasjiene bied egter beter vaardighede in voorrol van regte rande en bereik 'n presiesere kalibrasie van die sirkulêre profiel in vergelyking met hul drie-roller teenwoorders.
Kragmodus
Die meerderheid van drie-roller rolmasjiene is meganies van aard; tog bestaan hidrauliese rolmasjiene ook. Dit is opmerklik dat alle vier-roller rolmasjiene van die hidrauliese tipe is. Die meganiese simmetriese drie-roller plaatrolmasjien het 'n strukturele ontwerp waar die bo-roller simmetries tussen die twee onderrollers geplaas word. Hierdie bo-roller voer vertikale lifbewegings uit deur middel van skeefgetand transmissie, aangedryf deur die hoofverminder se eenstadium getand. Die twee onderrollers draai deur middel van getand verbindings, aangedryf deur die hoofverminder, om die nodige koppel vir plaatrol te verskaf.
Vlakke metaalplaat word verwerk deur die drie werksrolle – twee onderste rolle en een bovenste rol – waar die bovenste rol afwaartse druk uitoefen en die onderste rolle roteer. Hierdeur word die metaalplaat onderhewig aan meerdere voortdurende buige, wat lei tot permanente plastiese vervorming en vorm die plaat in die gewenste silindriese, kegelige of ander gespesifiseerde vorms. 'n Nadeel van die meganiese driesrol-plaatrolmasjien is dat die plaat se rande voorverbuiging benodig met addisionele toerusting.
Die hidrauliese driesrol-simmetriese plaatrolmasjien gebruik ook 'n drie-rol-simmetriese struktuur. In hierdie ontwerp is die bovenste rol simmetries geplaas tussen die twee onderste rolle en kan vertikale optogbewegings uitvoer deur die werking van hidrauliekoil binne die hidrauliese silinder. Die twee onderste rolle word aangedryf om te roteer deur die eindtandwiel van die hoofredutering, wat sodoende koppelingskrag vir die rolproses verskaf.
Vlakke metalplaat word verwerk deur die drie werksrolle – twee onderrolle en een bose rol – waar die bose rol afwaartsdruk uitoefen en die onderrolle rotasie. Hierdie beweging onderwerp die metalplaat aan meerdere voortdurende buigings, wat lei tot permanente plastiese vervorming en vorm die plaat in die gewenste silindriese, kegelige of ander gespesifiseerde vorms. 'n Nadeel van die hidrauliese driesrol simmetriese rolmasjien is dat die plaat se rande voorafgebuk moet word met bykomende toerusting. Hierdie tipe masjien is spesifiek geskik vir die rol van plaatte met diktes wat 50 mm oorskry. Die ontwerp van die groot plaatrolmasjien sluit 'n bykomende ry vasrolle op die twee onderrolle in, wat die spanningsafstand tussen hulle verkort. Hierdie wysiging verbeter die akkuraatheid van die gerolde werkstuk en die algehele prestasie van die masjien.
Die vier-wal plaatrolmasjien is van die hidrauliese tipe, waar die bo-wal dien as die primêre drijfkracht. Dit verskaf koppel aan die plaat deur die uitsettingswiel van die verminderder wat saam met die bo-walwiel in verbindings kom. Die onder-wal is in staat om vertikale optogbewegings te maak, gedryf deur hidrauliese olie wat op die pisoom binne die hidrauliese silinder werk, vir die vaste klem van die plaat. Verder is die sywalwe aan weerskante van die onder-wal ontwerp vir skuinsbewegings langs die rek rail, oorgedra deur 'n draadmeester skruif en wormwiel. Die voordeligheid van die masjien lê in sy vermoë om plaat-einde voorbuiging en ronding op dieselfde toestel uit te voer.

Werk doeltreffendheid
Die doeltreffendheid van drie-rol plaatrolmasjiene is dikwels lager as gevolg van die meganiese aard van die toerusting en die noodsaaklikheid van handmatige ingryping in verskeie prosesse, wat gevolglik die algehele produktiwiteit verminder. Teenoorgestel, vier-rol rolmasjiene, uitgerus met hidrauliese stelsels en CNC (Computer Numeriese Beheer) tegnologie, wys betekenisvol hoër motorverwerkingdoeltreffendheid en, daardeur verleng, beter algehele werksdoeltreffendheid. Die uitsetkoers van werfstukke van vier-rol masjiene is ook merkbaar hoër as dié van hul drie-rol teenoorgewere.
Verwerkingsnaukeurigheid
Die verwerkingsnaukeurigheid van die drie-rol skrolmasjien is algemeen bevredigend en in staat om die basiese vereistes van die meerderheid van vervaardigingsfasiliteite te voldoen; die verwerkingsnaukeurigheid van die vier-rol skrolmasjien is beter, wat die produksie van keëls en ander gespesialiseerde vorms van werfstukke moontlik maak.


Prysvergelyking
Wanneer modelle vergelyk, is dit duidelik dat die koste van 'n drie-walrolmasjien gewoonlik minder is as dié van 'n vier-walrolmasjien. Hierdie verskil ontstaan omdat die presisie en doeltreffendheid van 'n drie-walrolmasjien algemeen minder goed is as dié van 'n vier-walrolmasjien. Indien die frekwensie van masjiengebraak relatief laag is en die presisie-eise op die werkstuk nie streng is nie, kan kies vir die meer betaalbare drie-walrolmasjien raadgewys word. Teenoorgestel, as die produkspesifikasies 'n hoër presisie-norm vereis, bied die vier-walrolmasjien, ondanks sy hoër koste, 'n meer ekonomies voordeelagtige keuse.

Rolmasjiene is beskikbaar in 'n verskeidenheid modelle, elk met 'n unieke strukturele samestelling en prestasiekapasiteite. Moontlike kopers van rolmasjiene moet trug u bestuur om die verskille onder hierdie modelle te verstaan. Dit is krities om enige misverstand tydens die koopproses te vermy. Indien nie, kan dit lei tot die verwerving van 'n masjien wat nie aan jou operasionele vereistes voldoen nie, wat daartoe sal lei dat dit nie optimaal gebruik word nie en moontlik baie komplikasies in jou werkstroom sal invoer.
Oor Gary Olson
As 'n toegewyde skrywer en redakteur vir JUGAO CNC, spesialiseer ek my in die lewering van insigvolle en praktiese inhoud wat geskik is vir die metaalwerkbare branche. Met jare van ervaring in tegniese skryfwerk, fokus ek op die verskaffing van diepe artikels en tutoriale wat helpers, ingenieurs en professionele mense help om op die hoogte te bly van die nuutste innovasies in bladmateriaalverwerking, insluitend CNC drukbreke, hidrauliese drukkere, skeermasjienery en meer.

