















































T15 Hướng dẫn vận hành máy uốn
Chương 1 Tổng quan
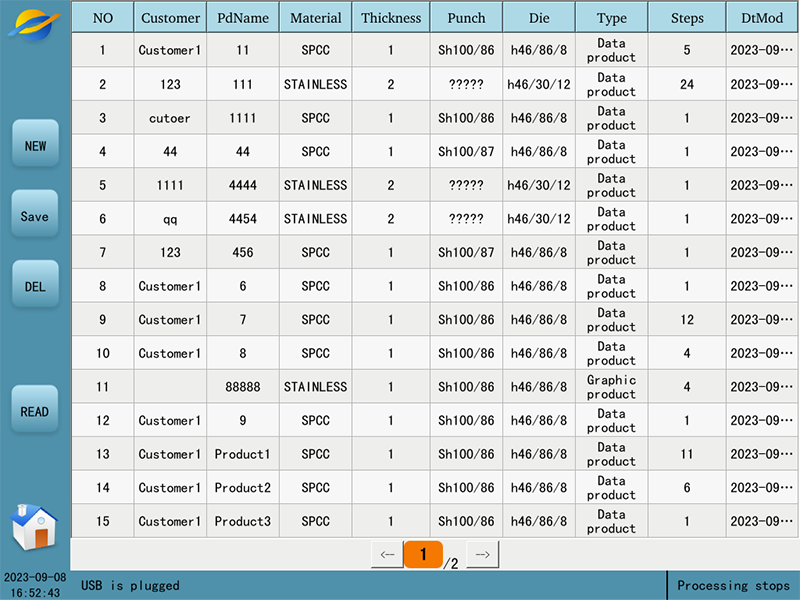
1.1 Giao diện chính
Sau khi hệ thống khởi động và boot hoàn tất, nó sẽ vào trang chính, như được hiển thị trong Hình .

1. Bên trái là thanh chức năng, bao gồm nút trái và phải  nút đăng nhập mức điện nguồn
nút đăng nhập mức điện nguồn  , nút hiển thị trạng thái
, nút hiển thị trạng thái  , nút menu
, nút menu  và hiển thị ngày giờ của hệ thống.
và hiển thị ngày giờ của hệ thống.
2. Nhấp vào đăng nhập cấp độ quyền và nhập tên người dùng và mật khẩu trước khi bạn vào cấp độ quyền cao và có thể xem thêm phần trang.
3.Thanh menu: Hệ thống này được chia thành 6 menu theo các chức năng chính, trong đó:

Thư viện sản phẩm: có thể tạo, lưu trữ, đọc và xóa sản phẩm.
Bản ghi sản xuất: đặt mục tiêu sản xuất và giữ bản ghi sản xuất.
Cài đặt công cụ: Truy cập giao diện cài đặt công cụ để điều chỉnh độ mở tối đa sau khi thay đổi khuôn.
Điều chỉnh trục thủ công: Trên màn hình này, bạn có thể thực hiện các hành động thủ công trên từng trục.
Tham số máy móc: cấu hình máy, trạng thái máy và thông số điều chỉnh.
Cài đặt hệ thống: thời gian hệ thống, sao lưu và khôi phục dữ liệu, bản ghi cảnh báo, cài đặt cấp độ quyền, v.v.
Chương 2 Thư viện Sản phẩm
1. Nhấn nút "Mới" để tự động chuyển đến màn hình "Xử lý", nơi bạn có thể chỉnh sửa các bước sản phẩm trống.
2. Nhấp vào nút "Save" (Lưu), nhập tên khách hàng và tên sản phẩm trong cửa sổ bật lên, và thông tin sản phẩm trên màn hình "Processing" (Xử lý) sẽ được lưu vào thư viện sản phẩm.
3. Chọn một sản phẩm và nhấp vào nút "Delete" (Xóa), sản phẩm sẽ bị xóa khỏi thư viện sản phẩm.
4. Chọn một sản phẩm, nhấp vào nút "Read" (Đọc), và sản phẩm sẽ được đọc vào màn hình "Processing" (Xử lý).
Chương 3 Biên tập viên các bước công việc uốn tự do


Punch: Nhấp vào tên Punch để truy cập thư viện Punch để chọn khuôn. Người dùng có thể tạo, chỉnh sửa, xóa và đọc khuôn trong thư viện Punch, vui lòng tham khảo "Chương 4 Thư viện Khuôn" cho chi tiết.
Die: Tương tự như "Punch". Các thông số khuôn được đặt ở đây là khuôn mặc định của hệ thống.
Vật liệu: Nhấp vào tên vật liệu để chọn vật liệu được xử lý từ thư viện vật liệu.
Độ dày tấm: Chỉnh sửa độ dày của vật liệu.
Uốn góc: nhấp 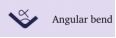 có thể chọn "gập góc", "gập vị trí", "gập phẳng", "cách gập đáy". Phần lưng sẽ theo các cách gập khác nhau để nhập góc hoặc vị trí tương ứng.
có thể chọn "gập góc", "gập vị trí", "gập phẳng", "cách gập đáy". Phần lưng sẽ theo các cách gập khác nhau để nhập góc hoặc vị trí tương ứng. 
Chặn: Nhấp vào để chọn chặn hoặc xếp pa-lét.
Kích thước ngoài: Nhấp  để chọn "Kích thước ngoài", "Kích thước trong", "vị trí trục x".
để chọn "Kích thước ngoài", "Kích thước trong", "vị trí trục x".
Trục R: Nhập vị trí của trục R.
Phụ thuộc: Nhập vị trí của sự phụ thuộc.
Trục Z: nhập vị trí điểm trung tâm của trục Z, do tính toán vị trí Z1, Z2; Trục X: Vị trí mà thanh chắn di chuyển ngang theo hướng khuôn dọc.
Nhấp vào số bước làm việc sẽ hiển thị bốn nút điều chỉnh các bước làm việc, chúng là:

Chèn: chèn một dòng trống bước làm việc phía trên bước làm việc hiện tại.
Xóa: xóa bước làm việc hiện tại, các bước làm việc tiếp theo sẽ tự động dịch lên một dòng.
Chuyển lên: trao đổi vị trí của bước làm việc hiện tại với bước làm việc trước đó.
Chuyển xuống: trao đổi vị trí của bước làm việc hiện tại với bước làm việc tiếp theo.
3.1 Tài liệu tham khảo chi tiết
Xử lý bên phải của các thông số chi tiết, cũng có bên trái của chương mục chọn chế độ được mô tả chi tiết.
Chọn phương pháp uốn:
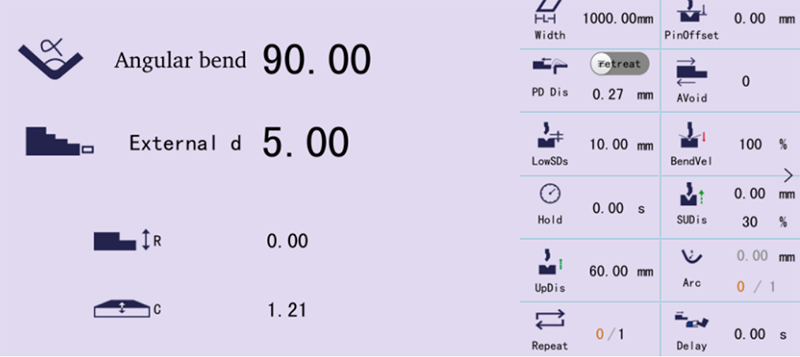
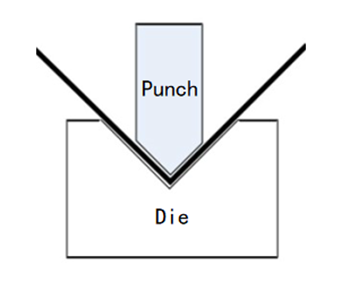
Uốn tự do: Tấm kim loại được uốn đến góc đã đặt bằng cách hạ Đấm xuống độ sâu mong muốn, như được hiển thị trong hình. Hệ thống tính toán vị trí trục Y cần thiết để đạt được góc đã đặt. Uốn tự do yêu cầu góc của Đấm phải nhỏ hơn hoặc bằng góc của Mẫu, và góc mục tiêu phải lớn hơn cả hai góc trên và dưới của Mẫu.
Hình 3-4 Uốn tự do
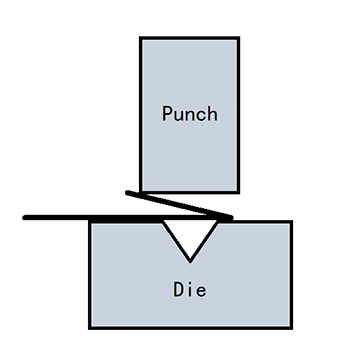
Uốn chạm đáy: Đấm sẽ được gấp vào đáy của Mẫu để đạt được góc uốn cần thiết, như được hiển thị trong hình. Vị trí trục Y là vị trí đáy của Mẫu trừ đi độ dày tấm, có thể được hiệu chỉnh bằng giá trị hiệu chỉnh.
Uốn phẳng: tấm được uốn thành một góc nhọn sau lần uốn trước, sử dụng đấm phẳng, góc nhọn của tấm được làm phẳng và tấm được gập lại, như Hình 3-6 trục Y thể hiện vị trí điểm tấm áp lực trừ độ dày tấm, có thể điều chỉnh bằng giá trị hiệu chỉnh.
Ép phẳng: giống như uốn phẳng ép, vị trí trục Y là vị trí điểm tấm ép, có thể điều chỉnh bằng giá trị hiệu chỉnh.
Kích thước: kích thước bên trong, kích thước bên ngoài. Như hình minh họa.
Khoảng cách từ đầu chặn đến mặt trong của kim loại tấm tại vị trí uốn, gọi là kích thước bên trong.
Khoảng cách từ đầu chặn đến mặt ngoài của kim loại tấm tại vị trí uốn, gọi là kích thước bên ngoài.
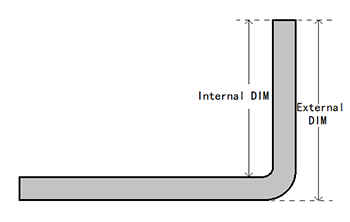
Vị trí mục tiêu trục X được tính toán khác nhau cho chiều trong và chiều ngoài vì phía trong co lại và phía ngoài giãn ra khi tấm kim loại bị uốn. Vị trí mục tiêu trục X lớn hơn chiều trong và nhỏ hơn chiều ngoài.
Vật liệu chặn phía sau: dùng để chặn và giữ vật liệu. Khi khoảng cách trục X ngắn, chọn chế độ chặn. Khi trục X dài, do trọng lực của tấm vật liệu có thể nghiêng xuống, có thể chọn chế độ xếp palet, tấm vật liệu sẽ được đặt lên
ngón chặn tiến lên để giữ. Khi sử dụng chế độ palet, hệ thống tự động tính toán vị trí mục tiêu của trục X và trục R trong chế độ palet.
Khoảng cách lùi: Khoảng cách tương đối mà trục X cần lùi để tránh khi con trượt hạ xuống điểm kẹp.
Điểm kẹp: Vị trí mà con trượt vừa chạm và ép vào tấm vật liệu.
Chiều rộng tấm: Chiều rộng của tấm dọc theo chiều dài của khuôn.
Lặp lại: Số lần bước công việc hiện tại cần được lặp lại.
Tín hiệu thay đổi bước: Khi bạn nhấp để chuyển sang "sử dụng", sau khi hành trình trở về trục Y hoàn thành, bạn cần nhấn bàn đạp xuống một lần trước khi bộ giới hạn sẽ bắt đầu di chuyển đến vị trí được đặt cho bước tiếp theo.
Chậm trễ thay đổi bước: thời gian chậm trễ trước khi chuyển sang bước công việc tiếp theo.
Khoảng cách chậm: Khoảng cách giữa điểm thay đổi tốc độ và điểm bàn ép. Nếu khoảng cách chậm của bước công việc hiện tại là 0, "khoảng cách chậm mặc định" sẽ được sử dụng. Nếu khoảng cách chậm mặc định cũng là 0, hệ thống sẽ sử dụng khoảng cách chậm tốc độ mặc định.
Thời gian giữ: Thời gian giữ sau khi kết thúc uốn. "Thời gian giữ mặc định" sẽ được sử dụng khi thời gian giữ của bước công việc hiện tại là 0.
Chương 4 Thư viện khuôn
4.1 Thư viện đột dập
Trên màn hình "Gia công", nhấp vào tên Đột dập để vào màn hình thư viện Đột dập, như được hiển thị trong Hình.
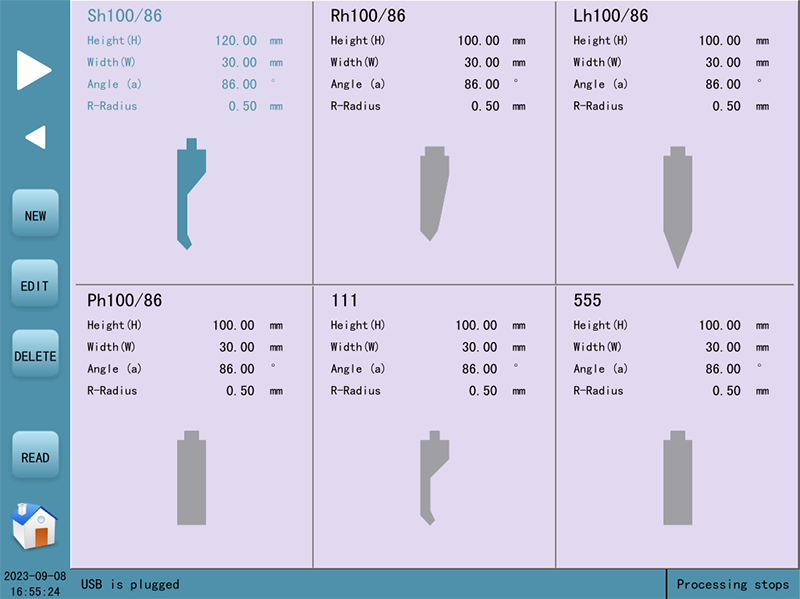
Thư viện Mô hình Hàng đầu hiển thị danh sách các mô hình hàng đầu đã được lưu trong hệ thống, có thể chuyển đổi bằng mũi tên bên trái.
Nhấp vào nút bật lên trên thanh menu.
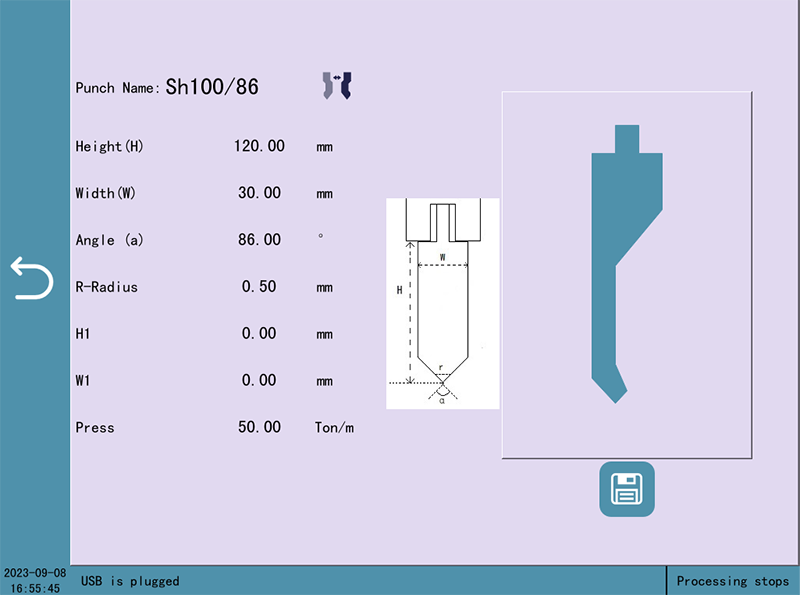
Mới: Nhấp "Mới" để hiển thị các loại Punch mới khác nhau; vào giao diện chỉnh sửa như được hiển thị trong hình.
Chỉnh sửa: Nhấp "Chỉnh sửa" để thay đổi một thông số của Punch hiện tại.
Xóa: Chọn một Punch và nhấp "Xóa" để xóa Punch đó.
Đọc: Chọn một Punch và nhấp "Đọc" để đọc Punch đã chọn vào ứng dụng hiện tại.
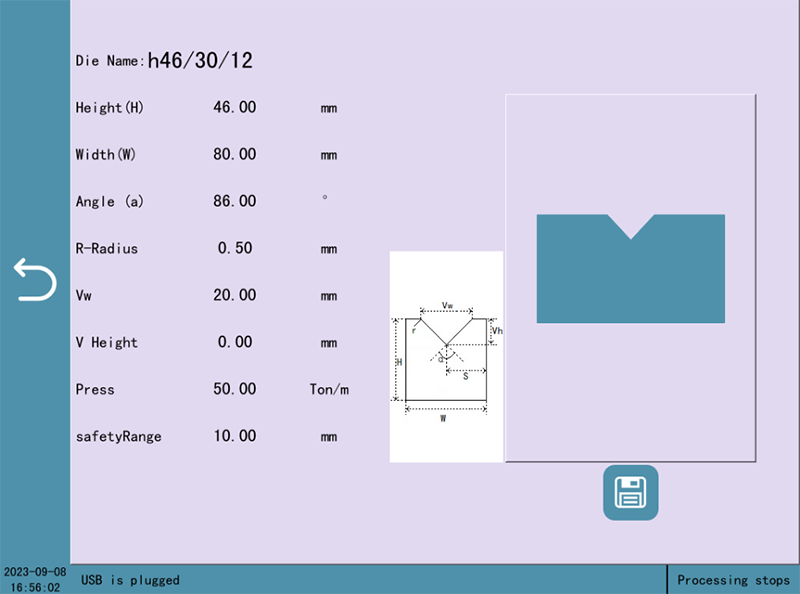
4.2 Thư viện Dies
Chương 5 Hệ thống
5.1 Khắc phục sự cố báo động
| Số hàng loạt | Mô tả báo động | Kiểm tra báo động |
| Err1 | Motor chưa bật | Nhấn nút START hoặc nút motor để bật motor |
| Err2 | Đạt đến giới hạn | Vào màn hình bước đơn, di chuyển theo hướng ngược lại bằng cách điều khiển từng bước và rời khỏi bộ giới hạn |
| Err3 | Cả hai đầu đều đạt giới hạn | Kiểm tra xem bộ giới hạn có bị hư hỏng hay có đứt mạch trong đường dây không |
| đồng thời | ||
| Err4 | Trục mục tiêu sai | Kiểm tra xem vị trí mục tiêu có được đặt để kiểm tra phạm vi giới hạn trên và dưới không |
| cài đặt vị trí | ||
| Err5 | Không tìm thấy dòng hợp lệ | Có lỗi trong việc nhập tham số bước làm việc hiện tại |
| Err7 | Trước khi hành động, | Vào màn hình trạng thái, nhấp vào nút tìm kiếm và đợi quá trình tìm kiếm hoàn tất. |
| vui lòng tìm kiếm | ||
| tham khảo | ||
| Err14 | Xiên trục Y | Chuyển đến màn hình bước đơn, điều chỉnh từ từ hoặc xoay tay bánh xe để cân bằng thanh trượt |
| Err16 | Dừng khẩn cấp | Nhả nút dừng khẩn cấp |
| nút đã được nhấn | ||
| Err17 | Phản ứng khẩn cấp | Nhả nút phản ứng khẩn cấp |
| nút đã được nhấn | ||
| Err21 | Cài đặt sai | Nguy cơ va chạm với vật liệu chặn, kiểm tra các tham số cài đặt |
| vị trí backstop | ||
| Err30 | Thẻ IO | Cắm lại cáp thông tin giữa PLC và IO |
| thông tin ngoại tuyến | ||
| Err34 | Đạt đến giới hạn mềm | Chuyển đến màn hình một bước, di chuyển ngược hướng với chiều di chuyển |
| giới hạn | ||
| Err38 | Giám sát an ninh | Kiểm tra động cơ có báo động hay không |

