Cấu trúc chính của Máy Gập Kim Loại
1. Giới thiệu về cấu trúc cơ khí
Máy uốn thủy lực chủ yếu bao gồm giường máy, trượt, thước định vị phía sau, hệ thống thủy lực, khuôn, giá đỡ, thiết bị bảo vệ an toàn, hệ thống điện, v.v.

2. Kết nối cơ khí
(1) Bộ trượt trên được kết nối với thanh piston trong hai cụm xi lanh và được hỗ trợ trên các tấm tường trái và phải thông qua đáy của xi lanh. Có ray dẫn hướng trái và phải để cung cấp hướng dẫn cho bộ trượt di chuyển lên xuống. Tại điểm kết nối giữa thanh piston và bộ trượt có một đệm hình cầu để đảm bảo lực trên dầm được phân bố hợp lý và thanh piston được căn chỉnh đúng cách.

(2) Theo các dạng khác nhau của máy chính, dầm dưới (bàn làm việc) của máy uốn được sản xuất theo yêu cầu của khách hàng có hai dạng. Một là loại dầm đơn cố định bằng ốc vít; còn lại là loại ba dầm có xi lanh bù trừ. Hai bên có các miếng đệm điều chỉnh để hiệu chỉnh miếng đệm và mặt tiếp xúc với thân máy, độ chính xác của việc hiệu chỉnh có thể được điều chỉnh.
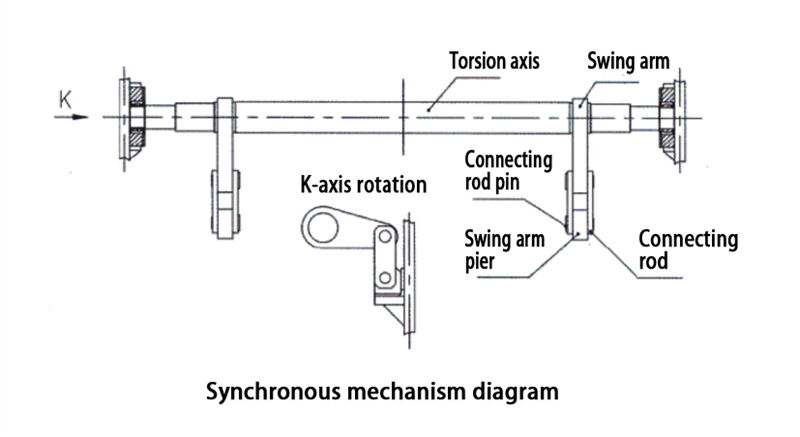
(3) Để đảm bảo hoạt động đồng bộ của xy-lanh trái và phải, máy công cụ sử dụng một trục xoắn đồng bộ với tay quay và thanh nối.

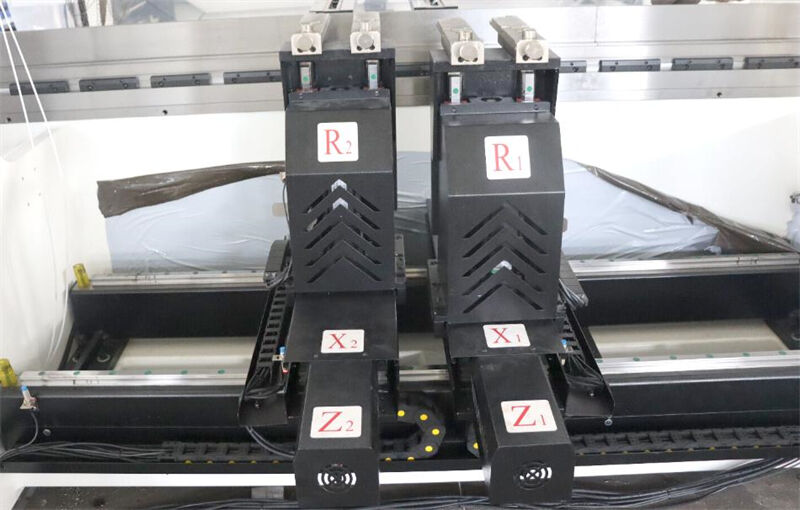
3. Phần con lăn
Phần con lăn bao gồm một con lăn, xy-lanh và cấu trúc điều chỉnh chính xác bằng cơ khí. Xy-lanh trái và phải được cố định trên khung, và pít-tông (trục) đẩy con lăn di chuyển lên xuống thông qua áp lực thủy lực.

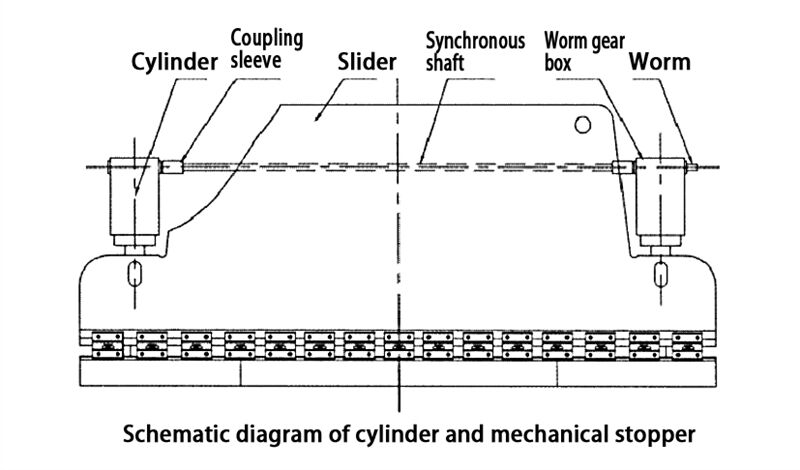
Bộ phận dừng cơ khí được đặt bên trong hai xi lanh, có cấu trúc gọn gàng và điều chỉnh đồng bộ hai bên. Sơ đồ như sau. Khi thanh trượt (trên) không bằng nhau ở trái và phải, hãy dừng thanh trượt ở vị trí điểm chết trên, tháo chốt định vị trên ống ghép, quay sâu蜗 bên nào đó của hộp số sâu蜗 trên các xi lanh trái và phải (chạy tiến hoặc lùi), sau đó ấn thanh trượt xuống điểm chết dưới, đo và điều chỉnh (lặp lại thao tác trên) cho đến khi thanh trượt (mẫu trên) bằng nhau ở trái và phải, cuối cùng định vị và lắp vào ống ghép.
4. Khung máy
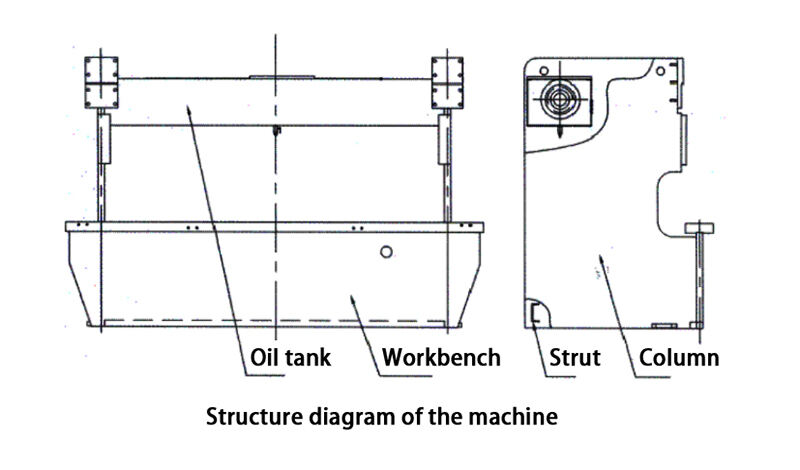
Khung máy được hàn thành một khung tổng thể bởi cột trái và phải, bồn dầu và khối đỡ, bàn làm việc được cố định vào phần dưới của cột trái và phải.

5. Cơ chế đồng bộ
Cơ chế đồng bộ ép cơ học được cấu tạo bởi trục xoắn và tay đòn có cấu trúc đơn giản, hiệu suất ổn định và độ chính xác đồng bộ cao.

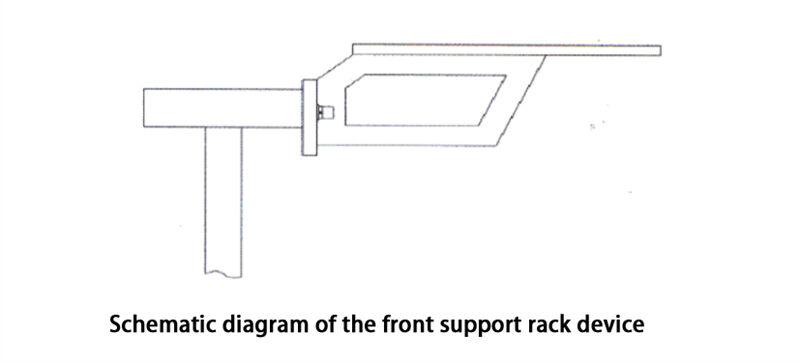
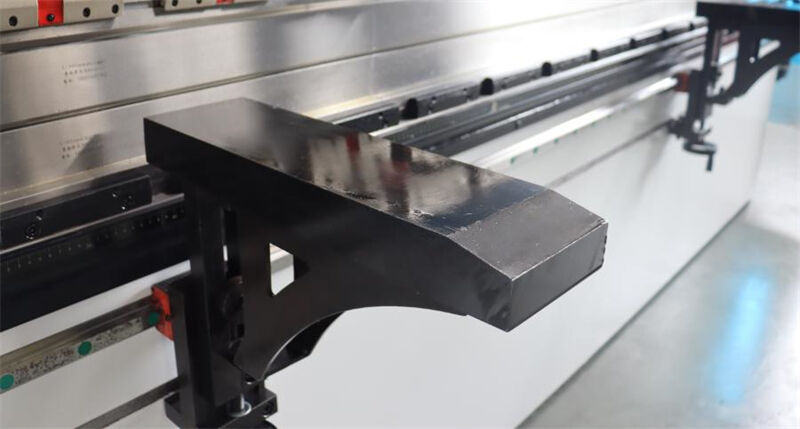
6. Thiết bị giá đỡ phía trước
Thiết bị hỗ trợ phía trước được sử dụng để giữ và cố định chi tiết công việc.
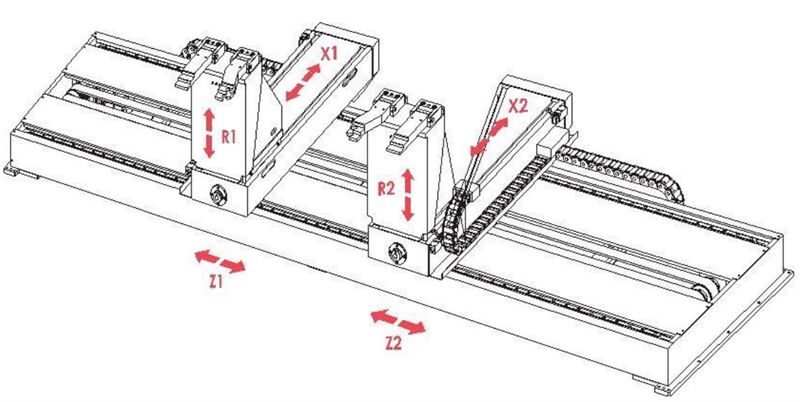
7. Thước đo phía sau
Thước đo phía sau là một thành phần quý giá của máy công cụ và đóng vai trò quan trọng trong công việc uốn thực tế. Dưới đây là một số mô tả về thước đo phía sau: Nó được điều khiển bằng nút trên bảng điều khiển để làm cho động cơ lái khung thước đo phía sau di chuyển tiến và lùi.

8. Động cơ uốn cong
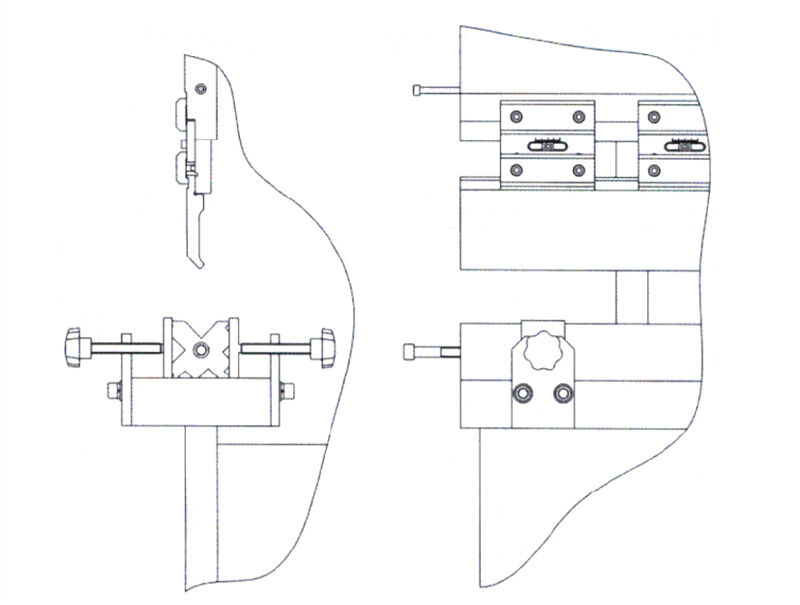
(1) Mô-đun trên được lắp đặt trên bàn trượt và cố định bằng tấm nối và tấm ép. Mô-đun trên được trang bị cơ chế điều chỉnh tinh, di chuyển nghiêng trái và phải, dùng để điều chỉnh bù cho mô-đun trên theo chiều dọc và ngang để đảm bảo độ chính xác của chi tiết uốn.
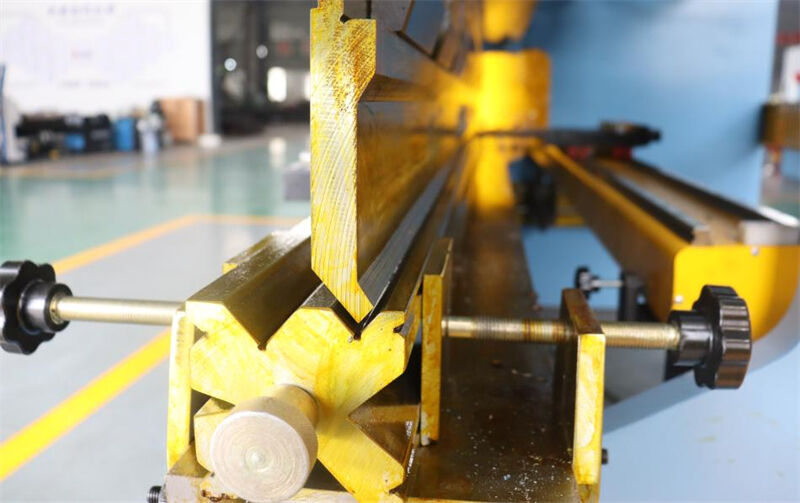
Mô-đun dưới được lắp đặt trên bàn làm việc. Cán quay có thể đẩy mô-đun dưới di chuyển về phía trước và phía sau để căn chỉnh trung tâm của lưỡi dao mô-đun trên.

(2) Lắp đặt mô-đun
a. Việc lắp đặt và tháo gỡ mô-đun nên được thực hiện bởi các chuyên gia đã qua đào tạo và được ủy quyền, đồng thời tuân thủ nghiêm ngặt các yêu cầu của tiêu chuẩn điện.
b. Điều chỉnh thanh trượt đến vị trí điểm chết trên phù hợp theo chiều cao khuôn đã chọn.
c. Khi lắp khuôn, bơm dầu phải được tắt và không được khởi động máy công cụ.
d. Loại bỏ tạp chất, gờ và flash khỏi khuôn và mặt lắp đặt khuôn.
e. Lắp khuôn trên trước, sau đó lắp khuôn dưới.
f. Sau khi lắp khuôn xong, chú ý siết chặt các ốc vít.
g. Sau khi máy công cụ được lắp đặt, khởi động bơm dầu để di chuyển con trượt xuống dưới và điều khiển nó ở vị trí thích hợp theo yêu cầu. Kiểm tra xem khuôn trên và khuôn dưới có đối chỉnh với nhau không, nghĩa là các khe hở hai bên của khuôn trên trong rãnh hình V có bằng nhau không. Nếu không, điều chỉnh khuôn dưới và cố định khuôn dưới để đưa máy công cụ trở lại điểm chết trên. (Lưu ý: Giữ khoảng cách giữa khuôn trên và khuôn dưới lớn hơn độ dày của tấm cần gập).
h. Căn chỉnh khối nêm nghiêng sao cho mặt đáy của khuôn trên có thể được điều chỉnh để đạt được sai số góc uốn nhỏ nhất trên toàn bộ chiều dài uốn. Để đạt được hiệu quả uốn tốt, khối nêm nghiêng có thể được điều chỉnh lại dựa trên kết quả uốn thực tế của mẫu thử. Nếu góc uốn thực tế tại thời điểm này quá lớn trong quá trình điều chỉnh, mặt đáy của khuôn tại vị trí này cần được điều chỉnh xuống dưới, tức là nới lỏng ốc siết và di chuyển khối nêm sang trái. Sau khi điều chỉnh, siết chặt ốc lại. Ngược lại, điều chỉnh mặt đáy của khuôn lên trên, tức là di chuyển khối nêm sang phải.

(3) Lưu ý khi sử dụng khuôn:
a. Kiểm tra định kỳ các ốc vít cố định của khuôn
b. Cẩn thận khi thay thế khuôn, đặt nhẹ nhàng khuôn vào khung khuôn bên cạnh máy công cụ để tránh hư hỏng.
c. Mỗi khuôn có tải trọng tối đa cho phép, không được vượt quá tải trọng này khi uốn.
d. Khi không sử dụng trong thời gian dài hoặc đã dừng hoạt động, khuôn trên nên được hạ xuống vào rãnh chữ V của khuôn dưới, tiếp xúc với khuôn dưới hoặc đặt trên một tấm phẳng.
e. Khi khuôn không được sử dụng, để bảo vệ lưỡi dao của khuôn, có thể đặt khuôn lên một tấm ván gỗ hoặc da cao su, và bề mặt khuôn có thể được bôi trơn.
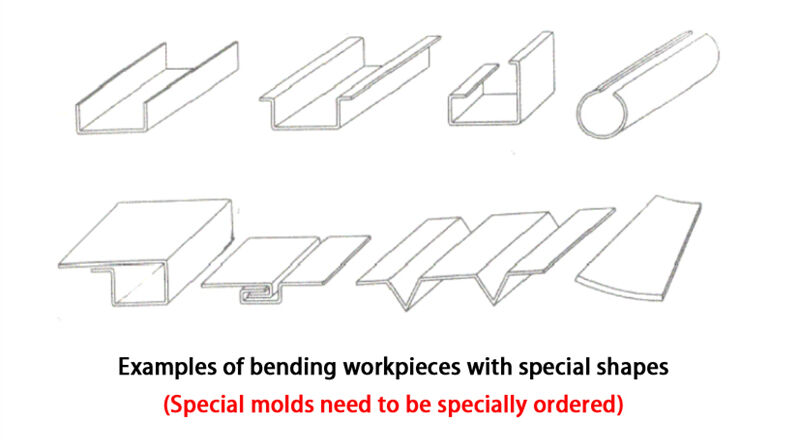
(4) Các chi tiết sau đây có thể được uốn.