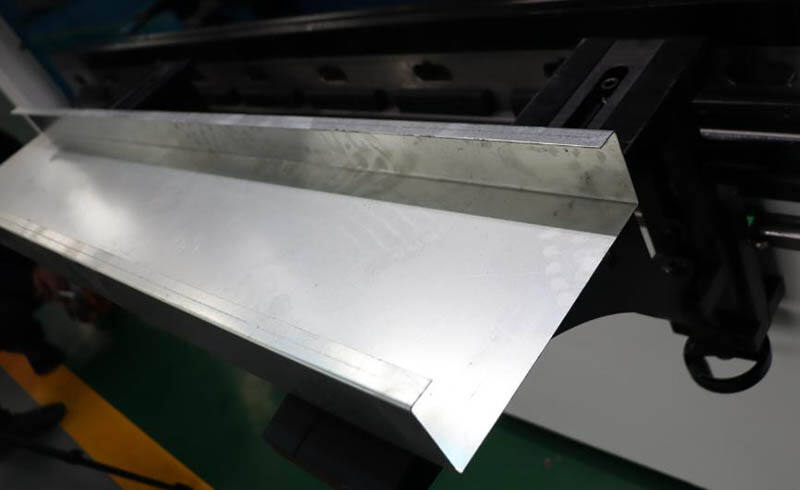
Cách hiệu chỉnh khuôn máy ép uốn thủy lực CNC. Kim loại tấm và khuôn dưới. Toàn bộ dụng cụ.

Mô đun phanh ép thủy lực CNC được cấu tạo từ nhiều bộ phận, vì vậy cần chú ý đặc biệt trong quá trình lắp đặt. Sau khi hoàn thành, cần phải hiệu chỉnh điệu chỉnh lại nhiều lần. Máy có trang bị đột và lưỡi chuyên dụng cho việc uốn cong sản phẩm có hình dạng khác nhau. Lưỡi trên và đột có thể được chia thành từng đoạn hoặc từng phần nhỏ. Và khuôn dưới cùng các công cụ cũng có thể được chia thành từng phần nhỏ hoặc đoạn. Công cụ dưới có thể có sự hỗ trợ ở đáy để điều chỉnh. Thông thường, chúng tôi sẽ hoàn thành việc lắp đặt và điều chỉnh của mô đun phanh ép trong năm bước.
1. Điều chỉnh máy móc. Trước khi lắp đặt, cần điều chỉnh hiệu suất của máy trước. Quá trình này nên được thực hiện kiên nhẫn và cẩn thận. Kiểm tra xem máy có bụi bẩn, kim loại vụn đã qua sử dụng hay không và tiến hành làm sạch cần thiết để giảm thiểu rắc rối ở giai đoạn sau.

2. Điều chỉnh độ chạy của thanh trượt. Cần chú ý kiểm tra độ dày của khuôn uốn và xem tỷ lệ giữa các mô-đun trên và dưới có bình thường hay không. Trong điều kiện bình thường, mô-đun nên được kiểm soát tại điểm chuyển đổi của đường chạy. Điều này cần phải chú ý.

3. Điều chỉnh mô-đun hành trình, tức là điều chỉnh vị trí giới hạn trên của mô-đun. Khi mô-đun ở mọi vị trí, công tắc cần được đặt và vị trí dừng của thanh trượt cần được giữ lại. Đồng thời, khi hạ xuống, cần thực hiện mô-đun giảm tốc để bảo vệ tốt hơn máy móc và khuôn uốn.

4. Việc điều chỉnh khe hở chủ yếu là đo khoảng cách giữa các mô-đun trên và dưới. Cài đặt khe hở cụ thể cần được xác định theo tấm cần gấp.

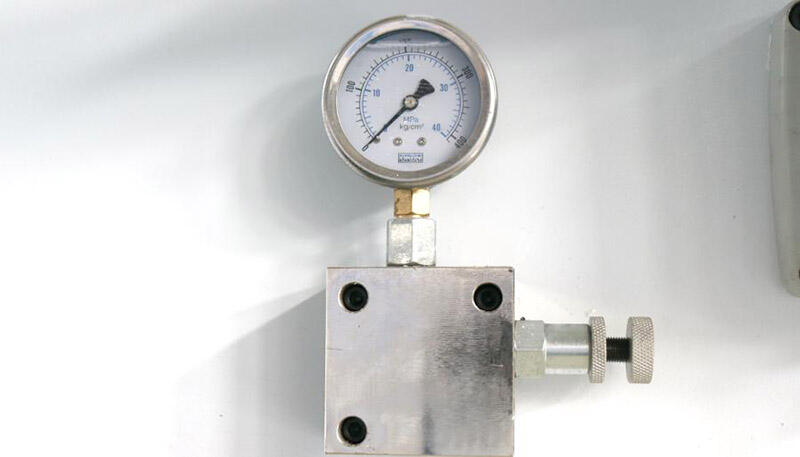
5. Điều chỉnh góc. Điều chỉnh góc có mối quan hệ nhất định với sản phẩm. Nhà sản xuất máy ép uốn cho biết rằng nói chung, khi uốn khuôn 90°, góc ở giữa phải lớn hơn các góc hai bên. Sau đó điều chỉnh độ chặt theo ốc điều chỉnh. Khi uốn, áp lực có thể được điều chỉnh thông qua đồng hồ đo áp suất để tránh làm nứt模具.