















































Thông tin Cơ bản Về Lưỡi Cắt
Là một cá nhân có sự gắn bó sâu sắc với lĩnh vực này, tôi thường nhận thấy rằng việc hiểu biết về lưỡi cắt là điều cần thiết cho hoạt động tối ưu của máy móc. Trong bài viết này, "Lưỡi Cắt: Những Thông Tin Cần Thiết Cần Biết," mục tiêu của tôi là truyền đạt những thông tin quan trọng liên quan đến các thành phần then chốt này. Tôi sẽ dẫn dắt bạn qua các khía cạnh chính, từ thiết kế và các yếu tố vật liệu đến các chiến lược bảo trì, có thể tăng cường sự hiểu biết và ứng dụng của bạn về lưỡi cắt. Dù bạn là người thực hành có kinh nghiệm hay mới bước vào lĩnh vực này, hướng dẫn này nhằm giúp bạn đưa ra quyết định sáng suốt cho dự án của mình.
Bảng nội dung
· Giới thiệu
· Vật liệu
· Quy trình
· Hoạt động An Toàn
· Bảo Dưỡng
· Ứng dụng
Giới thiệu
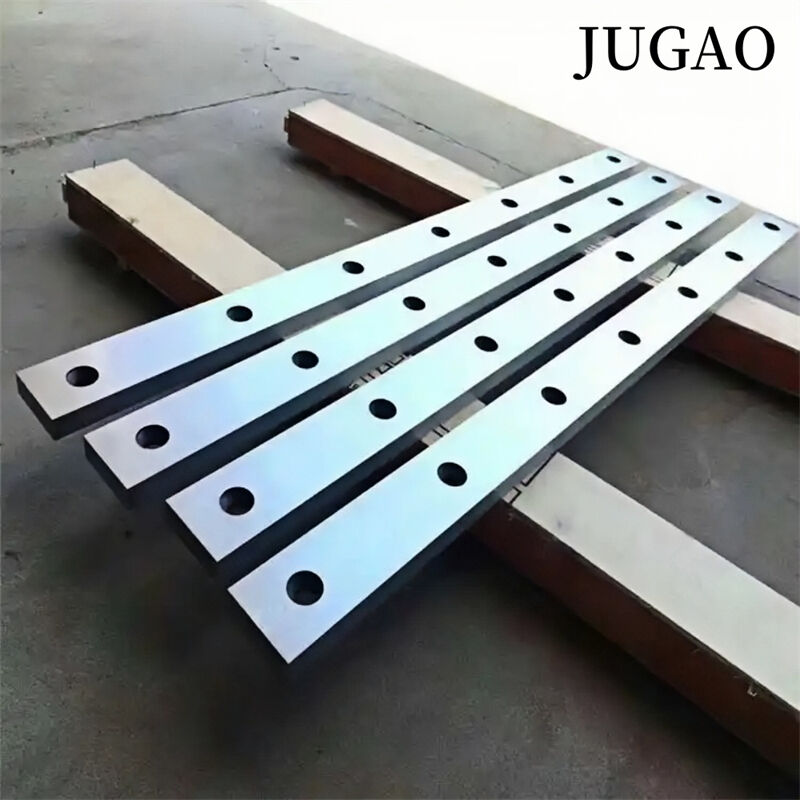
Máy cắt thường sử dụng vật liệu lưỡi dao như T10, 9CrSI, 6CrW2Si, Cr12MoV, H13 và các loại thép hợp kim khác nhau. Các máy này được ứng dụng rộng rãi trong nhiều lĩnh vực bao gồm công nghiệp nhẹ, hàng không, đóng tàu, luyện kim, đo lường, điện gia dụng, sản phẩm thép không gỉ, xây dựng kết cấu thép và ngành công nghiệp trang trí.
Bằng cách sử dụng lưỡi dao trên di động cùng với lưỡi dao dưới cố định, máy cắt tác động lực cắt vào các tấm kim loại có độ dày khác nhau thông qua khe hở lưỡi dao được hiệu chỉnh phù hợp. Hành động này dẫn đến việc tách các tấm theo kích thước mong muốn. Là một loại máy rèn, máy cắt chủ yếu phục vụ cho ngành chế biến kim loại. Phân loại phổ biến của máy cắt bao gồm loại đạp chân (thủ công), cơ khí, thủy lực dạng đuôi tôm và mô hình phanh thủy lực.
Máy cắt thường được sử dụng để cắt các chi tiết phôi có cạnh thẳng. Quy trình cắt phải đảm bảo rằng các mặt cắt của tấm kim loại đáp ứng yêu cầu về độ thẳng và song song, đồng thời giảm thiểu sự biến dạng của tấm để đạt được sản phẩm cuối cùng chất lượng cao.
Vật liệu
Việc lựa chọn vật liệu cho lưỡi cắt bao gồm ba nhóm chính: thép công cụ hợp kim carbon, thép công cụ hợp kim thấp và thép công cụ hợp kim.
1. Thép công cụ hợp kim carbon: Thông thường, thép hợp kim carbon bao gồm các loại vật liệu như 65, 75 thép, T8, T10, v.v. Độ cứng sau xử lý nhiệt của các lưỡi cắt làm từ các vật liệu này dao động từ HRC57-59, khiến chúng phù hợp để gia công các tấm thép cuộn lạnh carbon thấp tiêu chuẩn và các tấm A3 thông thường. Đặc điểm giá thành hợp lý và giá sản phẩm phải chăng của vật liệu này đặc biệt có lợi khi tái chế và cắt các vật liệu phế liệu.
2. Thép công cụ hợp kim thấp: Các vật liệu thường được sử dụng cho lưỡi dao thép công cụ hợp kim thấp bao gồm 6Crw2sI, Cr5Mo1V, 9CrSi và Cr12MoV. Độ cứng sau xử lý nhiệt của các lưỡi dao này nằm trong khoảng HRC58-62, khiến chúng đặc biệt phù hợp để cắt thép không gỉ, tấm cán nóng và tấm trung bình đến dày.
3. Thép công cụ hợp kim: Vật liệu lưỡi cắt thép công cụ hợp kim bao gồm 4Cr5MoSiV1 (H13K), 7Cr7Mo2V2Si9 (LD), W6Mo5Cr4V2 (6542), H13 và các loại khác. Các lưỡi dao làm từ những vật liệu này được sử dụng để cắt phôi thép cán nóng và cắt nóng tấm thép trung bình đến dày. Đáng chú ý, những vật liệu này có khả năng chịu nhiệt cao và ít bị mềm hóa, khiến chúng phù hợp cho quá trình cán nóng và cắt nóng trong nhà máy thép.
Hướng dẫn
1. Khởi động máy cắt trong vài chu kỳ không tải để kiểm tra hoạt động bình thường và thực hiện các lần cắt thử với độ dày khác nhau, từ mỏng đến dày. Đảm bảo người vận hành nắm rõ hiệu suất lưỡi dao của máy cắt guillotine thủy lực.
2. Điều chỉnh khe hở lưỡi dao theo độ dày của tấm trong quá trình cắt thử. Không điều chỉnh khe hở lưỡi dao tương ứng có thể làm giảm độ bền của lưỡi dao.
3. Kích hoạt công tắc đồng hồ áp suất trong quá trình cắt và theo dõi chỉ số áp suất dầu. Áp suất không được vượt quá 20MPa khi cắt tấm 12mm. Van điều chỉnh áp suất từ xa số 9 được thiết lập sẵn ở nhà máy ở mức 20-22MPa; người dùng cần tuân thủ cài đặt này và không được tăng áp suất vượt quá giới hạn đã quy định để tránh hư hại máy móc.
4. Duy trì sự cân bằng âm thanh trong quá trình vận hành. Nếu phát hiện tiếng ồn từ lưỡi dao của máy cắt guillotine thủy lực, hãy ngừng hoạt động và tiến hành kiểm tra.
5. Trong quá trình vận hành lưỡi cắt thủy lực, đảm bảo nhiệt độ tối đa của bồn dầu giữ dưới 60 độ Celsius. Nếu nhiệt độ vượt quá giới hạn này, máy cần được tắt và cho nghỉ.

1. Đảm bảo rằng quần áo bảo hộ ôm sát, cố định phần ống tay áo và không mở rộng mép áo khoác. Tránh mặc, cởi hoặc để quần áo lên máy để tránh bị cuốn vào. Việc đeo mũ bảo hiểm là bắt buộc, với tóc dài phải được búi vào trong mũ; váy và dép đi trong nhà bị cấm.
2. Người vận hành máy công cụ này phải nắm rõ cấu trúc chính, chức năng và cách vận hành của lưỡi cắt thủy lực.
3. Máy công cụ này được thiết kế để cắt các loại tấm thép, đồng, nhôm và vật liệu phi kim loại, miễn là độ dày của vật liệu không vượt quá khả năng định mức của máy. Vật liệu phải không có dấu vết cứng, bã hàn, tạp chất và mối hàn, và không được phép vượt quá độ dày cho phép.
4. Hướng dẫn sử dụng lưỡi dao của máy cắt guillotine thủy lực:
A. Điều chỉnh khe hở giữa các lưỡi dao phù hợp với độ dày của vật liệu cần cắt.
B. Điều chỉnh hoặc sửa đổi hình dạng hoặc giá đỡ theo chiều rộng của vật liệu dự định cắt.
C. Thực hiện 1-3 chu kỳ không tải trước khi vận hành máy; công việc cắt có thể bắt đầu khi máy hoạt động bình thường.
5. Nếu phát hiện bất kỳ sự cố nào trong quá trình sử dụng, ngắt nguồn điện ngay lập tức và tiến hành kiểm tra trước khi khởi động lại.
6. Khi điều chỉnh máy công cụ, đảm bảo nguồn điện đã được ngắt. Cẩn thận với an toàn tay khi di chuyển chi tiết công việc.
7. Duy trì bôi trơn thường xuyên cho tất cả các bộ phận của máy. Người vận hành nên bổ sung dầu bôi trơn một lần mỗi ca, trong khi thợ cơ khí nên áp dụng chất bôi trơn cho các bộ phận bạc đạn nửa năm một lần.


Bảo trì
Việc bảo dưỡng đúng cách lưỡi cắt là rất quan trọng để kéo dài tuổi thọ và đảm bảo sự thoải mái cho người sử dụng. Lưỡi cắt, được coi là một loại máy rèn, chủ yếu phục vụ ngành công nghiệp chế biến kim loại. Phần sau đây nêu rõ các quy trình bảo dưỡng cho lưỡi cắt.
1. Tuân thủ nghiêm ngặt các quy trình vận hành.
2. Trước mỗi lần khởi động máy, hãy bôi trơn dầu theo bảng chỉ định bôi trơn. Đảm bảo dầu sạch và không có cặn bẩn.
3. Vệ sinh lưỡi cắt định kỳ, bôi mỡ chống gỉ lên các khu vực chưa sơn.
4. Thay thế và bổ sung dầu bôi trơn định kỳ cho bạc đạn động cơ, và kiểm tra định kỳ các thành phần điện để đảm bảo hoạt động bình thường, an toàn và đáng tin cậy.
5. Kiểm tra định kỳ dây đai tam giác, tay cầm, núm vặn và nút bấm của máy cắt để tìm hư hỏng. Nếu lưỡi dao có dấu hiệu mòn nặng, thay thế ngay lập tức và báo cáo nhu cầu về phụ tùng.
6. Kiểm tra và sửa chữa công tắc, bảo hiểm và tay cầm thường xuyên để đảm bảo hoạt động đáng tin cậy.
7. Bôi trơn và làm sạch máy công cụ 10 phút trước khi kết thúc mỗi ca làm việc.
8. Nghiêm cấm vận hành bởi nhân viên không được ủy quyền, và đảm bảo máy được dừng bởi những người được chỉ định.
9. Chọn khe hở cắt phù hợp dựa trên độ dày của tấm.
10. Đảm bảo tấm không có tạp chất và vật cứng.
11. Tránh cắt và hàn các tấm cũ.
12. Không nên cắt quá mức các tấm dày, và điều chỉnh thường xuyên khoảng cách giữa lưỡi dao trên và dưới.



Ứng dụng
Lưỡi cắt máy CNC cỡ nhỏ và trung được sử dụng trong các máy cắt guillotine thủy lực, máy cắt pendulum thủy lực, máy cắt cơ khí, máy cắt bàn đạp và nhiều loại công cụ rèn khác. Chúng thường được sử dụng trong chế biến kim loại tấm, công nghiệp nhẹ, điện gia dụng, luyện kim, đo lường, đóng tàu, hàng không, sản phẩm thép không gỉ, xây dựng kết cấu thép và ngành trang trí. Phạm vi ứng dụng của chúng bao gồm nhiều lĩnh vực lớn, như luyện kim, đóng gói, giấy, in ấn, thùng carton, gỗ vườn, cao su và nhựa, thực phẩm, vật liệu điện tử, đóng tàu, xây dựng và sửa chữa, sản xuất ô tô và thiết bị cơ khí.
Về Gary Olson
Là một tác giả và biên tập viên chuyên nghiệp cho JUGAO CNC, tôi chuyên cung cấp nội dung sâu sắc và thực tiễn được thiết kế riêng cho ngành gia công kim loại. Với nhiều năm kinh nghiệm trong lĩnh vực viết kỹ thuật, tôi tập trung vào việc cung cấp các bài viết và hướng dẫn chi tiết giúp các nhà sản xuất, kỹ sư và chuyên gia luôn cập nhật về những đổi mới mới nhất trong lĩnh vực gia công tấm kim loại, bao gồm máy uốn CNC, máy ép thủy lực, máy cắt tấm và hơn thế nữa.

