















































- Огляд
- Запит
- Суміжні продукти

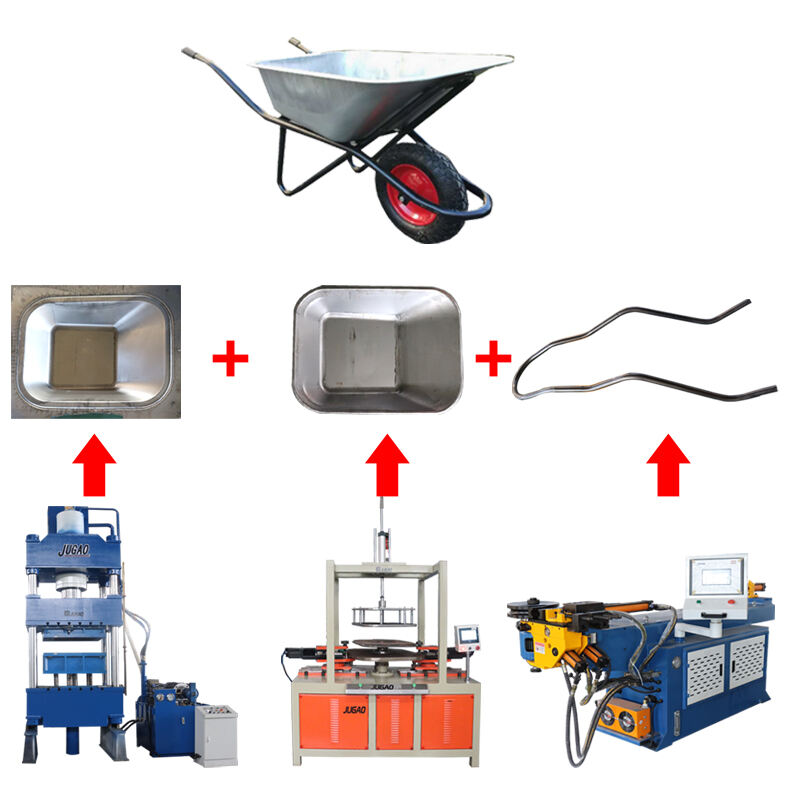
Тележка - це особливе транспортне засоб для перевезення будівельних відходів, грунту, каменя тощо, і зазвичай використовується при міському будівництві та будівництві доріг. Технологічний процес виготовлення ковша тележки включає: розтягування, вирізкування, формування, завернуття тощо. Тіло ковша може бути сформоване штампуванням та розтягуванням. Головне обладнання цього процесу - гіdraulic press для розтягування, машину для завернуття та агрегат для гинання труб. По-перше, це частина формування, яка пов'язана з початковою формою тележки. Використовуючи стальну пластину товщиною 1.0 мм, за допомогою співробітництва гіdraulic press та формувального матриці, початкова стальна пластина розтягується для отримання наближеної форми тележки. По-друге, це етап вирізання. Після формування навколо тележки є велика ширина, і зайву частину необхідно точно вирізати. Наступним кроком є етап завернуття. Машина для завернуття використовується для фланцювання тележки навколо, щоб зробити її края круглими. Таким чином, тележка може бути більш стабільно поміщена на раму. Останнім кроком є виготовлення рами. Гіdraulic pipe bender може ефективно виконати виготовлення рами. Якщо ви оберете повністю автоматичний pipe bender, процес виробництва стане простішим та зручнішим.
1.Формувальна частина відроу——Гідравлічний формувальний прес

Спеціальне обладнання для виробництва відроу, гідравлічний формувальний прес має чотириколонову структуру. Гідравлічна система використовує картриджний клапан, електрична система використовує автоматичне керування PLC і має функції підкручування та напівавтоматичного режиму. Ход, тиск і швидкість кожного діючого компонента самостійно регулюються в певному діапазоні для задовolenня потреб формування металевих деталей. Укомплектований спеціальною формою для розтягування відроу, розтягування відбувається за один раз, що значно покращує якість та кількість виробництва.
Розтягувальний гідравлічний прес для відроу (з розтягувальним матрицею) — це загальне гідравлічне обладнання. Його структура головним чином містить наступні компоненти:
1) Верхня балка: Верхня балка є верхньою опорною конструкцією розтягувальної чотириколонної гіdraulicної преса, зазвичай зварена з високопривідних сталевих пластин. Над верхньою балкою встановлений гіdraulicний циліндр, а гіdraulicний тиск, який надається гіdraulicною системою, керує його рухом угору і вниз.

2) Нижня база: Нижня база є нижньою опорною конструкцією чотириколонного гіdraulicного преса, зазвичай зварена зі сталевих пластин, має достатню жорсткість і стабільність. На нижній базі є отвори для болтів, щоб закріпити її до підлоги для стабілізації гіdraulicного преса.

3) Гіdraulicний циліндр та пістон: Гіdraulicний циліндр є одним із основних компонентів гіdraulicного вагівника (з розтягувальним формою), зазвичай встановлений між верхньою балкою та нижньою базою. Гіdraulicний циліндр містить циліндр та пістон. Гіdraulicний тиск створюється пістоном і керує рухом верхньої балки.

4) Гіdraulicна система: Гіdraulicна система є джерелом енергії для чотириколонного гіdraulicного пресу, включаючи гіdraulicні насоси, гіdraulicні клапани, масляні трубопроводи та системи керування тощо. Гіdraulicна система відповідає за забезпечення гіdraulicним тиском, керування рухом гіdraulicного циліндра та регулювання тиску.

5) Робоча поверхня: Робоча поверхня є платформою на розтягувальному гіdraulicному пресі (з розтягувальною формою) для розміщення деталей. Робоча поверхня може бути нерухомою або рухомою для придатності до деталей різних форм і розмірів, а сила розтягу застосовується через рух гіdraulicного пресу.
6) Устрійство безпеки: Для забезпечення безпеки оператора розтягувальний чотириколонний гіdraulicний прес зазвичай оснащений різними пристроїми безпеки, такими як кнопки аварійної зупинки, захисні покриття, датчики безпеки тощо, щоб уникнути нещасних випадків.

Головні особливості формувального присадка для візка полягають в тому, що верхній присадок використовує опуклий присадок, який схожий на внутрішню порожнину візка, а краєвий і нижній присадки мають форму, схожу на зовнішній край верхнього відкриття візка. Вони мають переваги швидкого формування, відсутності сварок, швів, протекання води, а також міцність і довговічність.
Формувальний присадок для візка складається з наступних головних частин:
1) Верхній присадок: Верхній присадок є частиною присадка, яка відповідає нижньому присадку. Зазвичай він розташовується вище візка і використовується для застосування тиску та розтягувальної сили. Форма і розміри верхнього присадка відповідають бажаній формі баку візка.
2) Нижня матриця: Нижня матриця є частиною матриці, яка відповідає верхній матриці. Зазвичай вона розташована під баком відробника, забезпечує підтримку для бака відробника і реалізує операцію розтягування за допомогою вертикального руху. Форма і розмір нижньої матриці відповідають бажаній формі бака відробника.
3) Механізм розтягування: Матриця для розтягування зазвичай комплектується спеціальним механізмом розтягування для керування рухом між верхньою та нижньою матрицями і застосування сили розтягування для зміни форми бака відробника. Механізм розтягування може бути реалізований за допомогою гідравлічного, пневматичного або механічного способу.
4) Додаткові компоненти: Крім верхньої матриці, нижньої матриці та механізму розтягування, матриця для розтягування бака відробника може бути оснащена іншими додатковими компонентами, такими як фіксуючі пристрої, направляючі елементи, системи керування тощо, для покращення стабільності матриці та точності операцій.

Переваги продуктивності спеціального виробничого обладнання - гіdraulic преса для формування мотозонда:
(1) Використовується чотириколонна направляюча структура з високою точністю наведення та сильним опором бокових сил.
(2) Проста конструкція, економічна і практична. Виготовлена з 45# цілого викинутого сталого, має хорошу жорсткість, міцність, довговічність та високу точність.
(3) Головний циліндр преса для формування мотозонда виготовлений з сплаву викинутого сталого та точньо полірований, що забезпечує високу надійність під високим тиском.
(4) Можна додати систему ЧПУ. Під час розтягування головний циліндр та сила утримувача заготівлі змінюються у межах номінального діапазону разом з площію листа (опціонально).
(5) Прес має функції швидкого робочого попереднього ходу та повільного профілювання матриці, що покращує виробничу ефективність та термін служби матриці.
(6) Його можна налаштувати за вимогами технологічного процесу в межах вказаного діапазону: два процеси формування - постійний тиск та фіксований хід, легкі у керуванні.
Обладнання для спецвиробництва тележок: технічне обслуговування гіdraulic press
1) Рекомендується використовувати 32# і 46# антизносний гідравлічний масла як робоче масло, а температура масла повинна бути у діапазоні від 15 до 60 градусів Цельсія.
2) Масло можна додавати до масляного баку лише після строгого фільтрування.
3) Робоче масло замінюється один раз на рік, а перший час заміни не повинен перевищувати трьох місяців.
4) Потрібно регулярно заливати лубрикант до слайдера, поверхня стовпчика має бути чистою завжди, і перед кожною роботою потрібно посипати двигунним маслом.
5) Манометр повинен бути калібрований і перевіряти кожні шість місяців.
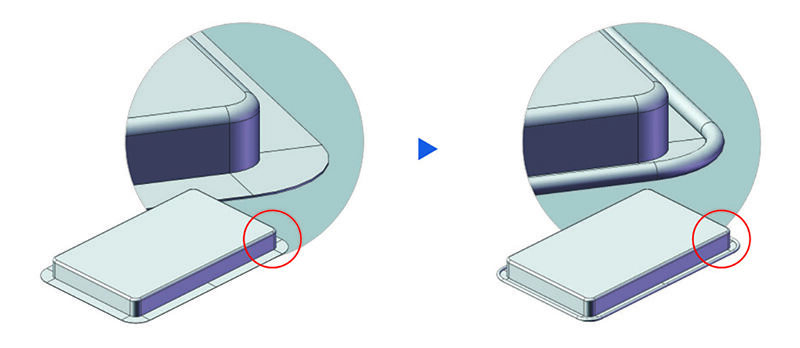
2. Процес згина тележки — профільна машинна різка і закручування

Особливості продукту
1) Призначений для зрізу та закручування великих круглих продуктів
2) Розширене робоче місце, призначено для широкого спектру продукції
3) Призначено для різних матеріалів, таких як алюміній, залізо, мідь тощо, з сильним застосуванням
Параметри продукту:
Вхідне напруга: 380В
Загальна потужність: 4,5 кВт
Режим передачі: газожидкісна суміш
Підходяща товщина деталі: 0.4-1.0мм
Підходяща висота деталі: 30-300мм
Діапазон діаметра деталі: 200-700мм
Функція обладнання: профілювання, обрізка, закручування

3. Виробництво рами — Гіdraulic pipe bending machine

Особливості гіdraulic pipe bending machine
1) Автоматичне визначення динамічних характеристик станка/деталі → швидке і якісне оброблення
2) Швидкий одноголовковий гіdraulic pipe bending machine, з використанням мікрокомп'ютерного керування, багато програм, багатокутна настройка, що робить операцію простішою і зручнішою.
3) Відображення субтитрів на китайській та англійській мовах, операція діалогу з комп'ютером, можна вибирати режим роботи: вручну, напівциклічний, повнциклічний.
4) Використовуються високоякісні імпортовані гіdraulicні клапани та електричні компоненти.
5) Комплектується великозмістним системою охолодження для ефективного контролю робочої температури.
6) Увесь апарат має характеристики простоти у управлінні, стабільної роботи, високої продуктивності та високого коефіцієнта безпеки. Це ідеальне обладнання для промисловості обробки труб.
7)Можна вибирати режими роботи вручну та напівавтоматично, а мобільний ніжний переключник має функції запуску та аварійної зупинки.

Кожен етап цієї передової виробничої лінії тщательно проектується для створення високоякісних вагових тележок.

