















































Інструкція з експлуатації гнучальної машини T15
Розділ 1 Огляд
1.1 Головний інтерфейс
Після ввімкнення системи та завершення запуску, вона входить у головну сторінку, як показано на рисунку .

1. З ліва знаходиться функціональна панель, включаюча кнопки ліво та право  кнопка входу з рівнем заряду
кнопка входу з рівнем заряду  , кнопка відображення статусу
, кнопка відображення статусу  , кнопка меню
, кнопка меню  та відображення дати та часу системи.
та відображення дати та часу системи.
2. Натисніть на вхід до рівня доступу та введіть своє ім'я користувача та пароль, щоб увійти на більший рівень доступу та побачити більше сторінки.
3. Панель меню: ця система поділена на 6 меню за основними функціями, серед яких:

Бібліотека продукції: можна створювати, зберігати, читати та видаляти продукцію.
Звіти про виробництво: встановлення цілей виробництва та збереження звітів про виробництво.
Налаштування інструментів: перейдіть до інтерфейсу налаштування інструментів для регулювання максимальної відкритості після заміни форми.
Ручна регуляція осі: на цьому екрані ви можете виконувати ручні дії з окремими осями.
Параметри машини: конфігурація машини, стан машини та параметри настройки.
Системні налаштування: час системи, резервне копіювання та відновлення даних, журнали тривог, налаштування рівня доступу тощо.
Розділ 2 Бібліотека продукції
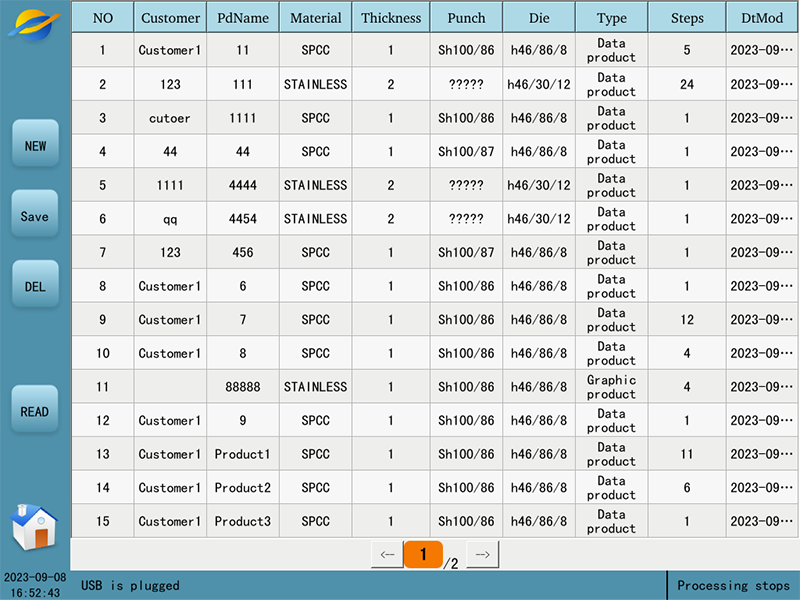
1. Натисніть кнопку "Новий", щоб автоматично переходило до екрану "Обробка", де ви можете редагувати кроки продукції без даних.
2. Натисніть кнопку "Зберегти", введіть ім'я клієнта та назву продукту у вищовикликувному вікні, а інформація про продукт на екрані "Обробка" буде збережена до бібліотеки продуктів.
3. Виберіть продукт і натисніть кнопку "Видалити", продукт буде видалений з бібліотеки продуктів.
4. Виберіть продукт, натисніть кнопку "Читати", і продукт буде завантажений на екран "Обробка".
Розділ 3 Редактор кроків роботи з вільним гинанням


Штамп: Натисніть назву штампа, щоб потрапити до бібліотеки штампів для вибору форми. Користувачі можуть створювати, редагувати, видаляти та читати форми в бібліотеці штампів, докладніше дивіться у "Розділ 4 Бібліотека форм".
Форма: Так само як і "Штамп". Параметри форми, встановлені тут, є системними за замовчуванням.
Матеріал: Натисніть назву матеріалу, щоб вибрати обробляний матеріал з бібліотеки матеріалів.
Товщина пластини: Редагуйте товщину матеріалу.
Гинання під кутом: натисніть 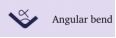 можна вибрати спосіб "кут згину", "позиційний згин", "площинний згин", "нижній згин". Задній борт за заданим способом згину вводить відповідний кут або позицію.
можна вибрати спосіб "кут згину", "позиційний згин", "площинний згин", "нижній згин". Задній борт за заданим способом згину вводить відповідний кут або позицію. 
Блокування: натисніть, щоб обрати блокування або палетизацію.
Зовнішній розмір: Натисніть  щоб обрати "Зовнішній розмір", "Внутрішній розмір", "Позиція по осі x".
щоб обрати "Зовнішній розмір", "Внутрішній розмір", "Позиція по осі x".
Вісь R: Введіть позицію осі R.
Відхилення: введіть позицію відхилення.
Вісь Z: введіть позицію центральної точки осі Z, оскільки обчислення позицій Z1, Z2; Вісь X: Позиція, де задній борт рухається горизонтально у вертикальному напрямку форми.
Натискання на кількість етапів роботи викликає чотири кнопки для регулювання етапів роботи, це:

Вставка: вставте порожній рядок етапу роботи вище поточного етапу роботи.
Видалення: видаліть поточний етап роботи, наступні етапи роботи автоматично переміщаються вгору на один рядок.
Переміщення вгору: обмін позицією поточного кроку роботи з попереднім кроком роботи.
Переміщення вниз: обмін позицією поточного кроку роботи з наступним кроком роботи.
3.1 Детальна посилання
Обробка правого боку детальних параметрів, також є лівий бік розділу вибору режиму у деталях.
Вибір методу гнучення:
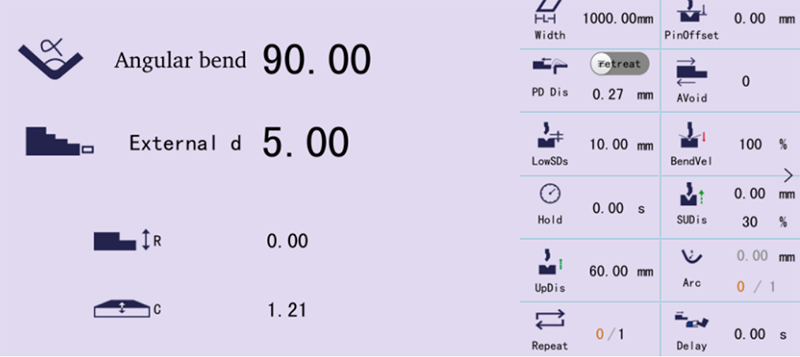
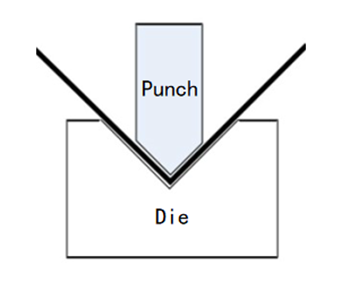
Свободне гнучення: Аркуш гнучиться під заданий кут шляхом спуску Пунча до бажаної глибини, як показано на малюнку. Система обчислює необхідну позицію осі Y для отримання заданого кута. Свободне гнучення вимагає, щоб кут Пунча був менше або дорівнював куту Матриці, і цільовий кут був більшим за обидва верхній і матричний кути.
Рисунок 3-4 Свободне гнучення
Гнучення до дна преса: Пунч буде загнутий до дна Матриці для отримання необхідного кута гнучення, як показано на малюнку. Позиція осі Y є позицією дна Матриці мінус товщина пластини, яку можна виправити корекційним значенням.
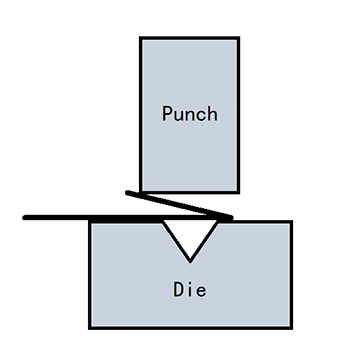
Згладжувальне гнучення: пластина гнучиться у гострий кут після попереднього гнучення, використовуючи згладжувальний чомут, гострий кут пластини згладжується, і пластина складається, як показано на рисунку 3-6, позиція осі Y є для позиції точки натискання мінус товщина пластини, що може бути виправлена за допомогою корекційного значення.
Гнучення згладження пресом: подібно до гнучення згладження пресом, позиція осі Y є для позиції точки пресування, що може бути виправлена за допомогою корекційного значення.
Розміри: внутрішні розміри, зовнішні розміри. Як показано на рисунку.
Відстань від кінця стопора до внутрішньої сторони листового металу при гнученні, називається внутрішнім розміром.
Відстань від кінця стопора до зовнішньої сторони листового металу при гнученні, називається зовнішнім розміром.
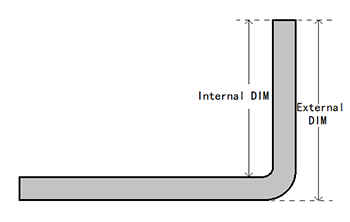
Позиція цілі по осі X обчислюється різним чином для внутрішніх та зовнішніх розмірів, оскільки внутрішня сторона стискається, а зовнішня розтягується під час гнуття листового металу. Позиція цілі по осі X більша за внутрішній розмір і менша за зовнішній.
Задня блокуюча матерія: блокування та утримання матеріалу. Коли відстань осі X коротка, виберіть режим блокування. Коли вісь X довга, через гравітацію до наведення дохиляння пластини можна обрати режим палетизації, і пластину покладуть на
блокуючий палець вперед, щоб утримувати. Коли ви користуєтеся режимом палетизації, система автоматично обчислює цільову позицію осі X та осі R у режимі палетизації.
Відстань відступу: відносна відстань, на яку потрібно відступити осі X, щоб уникнути опускання шлифувальника до точки фіксації.
Точка фіксації: позиція, де шлифувальник просто натискає на пластину.
Ширина дошки: ширина листа вздовж довжини форми.
Повтор: Кількість разів, скільки потрібно повторити поточний етап роботи.
Сигнал зміни етапу: Коли ви клікаєте для переключення на "використання", після завершення відшукуючого ходу по осі Y, вам необхідно один раз натиснути на педаль опускання, щоб блокатор почав рухатися до позиції, заданої для наступного етапу.
Затримка зміни етапу: час затримки перед перехідом до наступного етапу роботи.
Відстань замедлення: відстань між точкою зміни швидкості і точкою платформи. Якщо відстань замедлення поточного етапу роботи дорівнює 0, використовується "замовчувальна відстань замедлення". Якщо замовчувальна відстань замедлення також дорівнює 0, використовується системна замовчувальна відстань замедлення.
Час утримання: час утримання після закінчення гинення. Використовується "замовчувальний час утримання", коли час утримання поточного етапу роботи дорівнює 0.
Розділ 4 Бібліотека форм
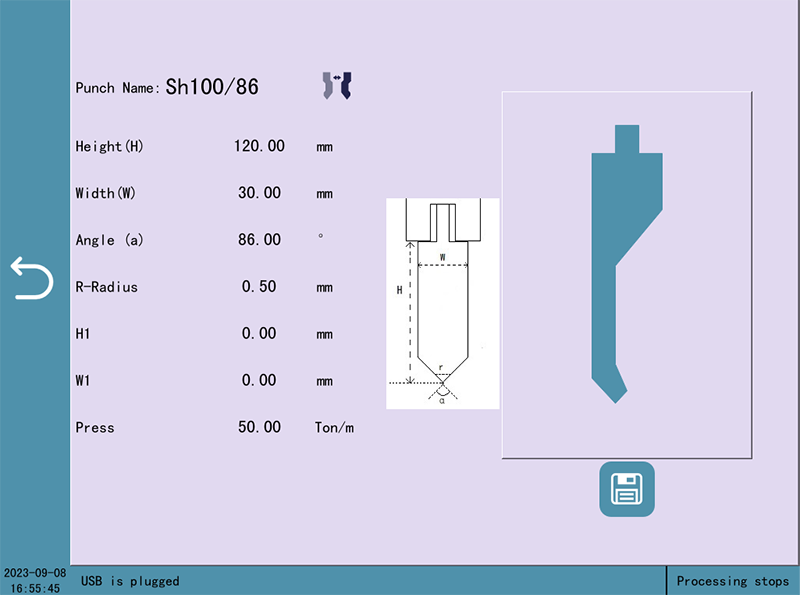
4.1 Бібліотека чолуп
На екрані "Обробки" натисніть на назву Чолупи, щоб потрапити на екран бібліотеки чолуп, як показано на рисунку.
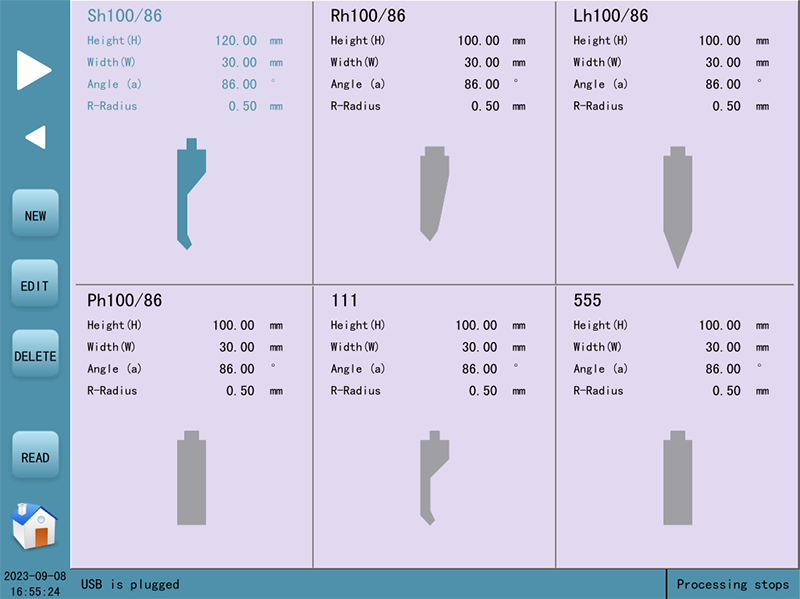
Бібліотека Топ-моделей показує список найкращих моделей, збережених у системі, які можна переглянути за допомогою стрілки вліво.
Натисніть кнопку спливаючого меню на панелі інструментів.
Новий: Натисніть "Новий", щоб викликати різні типи нових Панчів; потрапте до інтерфейсу редагування, як показано на малюнку.
Редагувати: Натисніть "Редагувати", щоб змінити параметр поточного Панча.
Видалити: Виберіть Панч і натисніть "Видалити", щоб видалити Панч.
Читати: Виберіть Панч і натисніть "Читати", щоб прочитати вибраний Панч у поточний додаток.
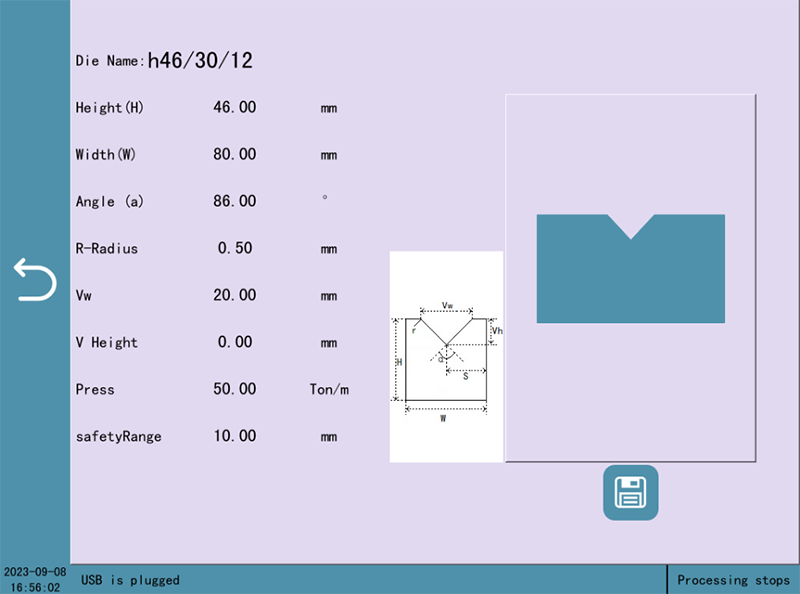
4.2 Бібліотека матриць
Розділ 5 Система
5.1 Виправлення несправностей при тривогах
| Серійний номер | Опис тривоги | Перевірка сигналу тривоги |
| Err1 | Мотор вимкнений | Натисніть кнопку START або кнопку мотора, щоб увімкнути мотор |
| Err2 | Досягнення межі | Увійдіть до екрану одиночного кроку, рухайтеся у протилежному напрямку за допомогою імпульсного керування та вийдіть за межі лімітера |
| Err3 | Обидва кінці мають обмеження | Перевірте, чи пошкоджено лімітер або чи є відкритий коло в лінії |
| одночасно | ||
| Err4 | Неправильна цільова позиція осі | Перевірте, чи встановлена цільова позиція для перевірки діапазону верхньої та нижньої межі |
| налаштування позиції | ||
| Err5 | Не знайдено жодного дійсного рядка | В параметрі поточного кроку роботи є помилка |
| Err7 | Перед дією, | Увійдіть у екран стану, натисніть кнопку пошуку і зачекайте завершення пошуку. |
| будь ласка, зверніться | ||
| посилання | ||
| Err14 | Наклон осі Y | Увійдіть на екран однокрокового режиму, поступово або вручну вирівнюючи шлях слайдера |
| Err16 | Аварійна зупинка | Відпустіть кнопку аварійної зупинки |
| кнопка натиснута | ||
| Err17 | Аварійний підйом | Відпустіть кнопку аварійного підйому |
| кнопка натиснута | ||
| Err21 | Неправильна настройка | Ризик колізії з матеріалом у граничній позиції, перевірте параметри настройки |
| позиція граничного елемента | ||
| Err30 | Карта вхід-вихід (IO) | Повторно підключіть комунікаційний кабель між PLC та IO |
| комунікація офлайн | ||
| Err34 | Досягнення м'якої | Введіть однокроковий екран, рухаючись у протилежному напрямку |
| ліміт | ||
| Err38 | Моніторинг безпеки | Перевірте привід на наявність сигналів тривоги |

