Головна структура гідравлічного пресу
1. Огляд механічної структури
Гідравлічний гинучий станок головним чином складається з ложа, ползунка, заднього стопора, гіdraulic system, форми, підставки, пристрою безпеки, електричної системи тощо

2. Механічне з'єднання
(1) Верхній повзун з'єднаний з пістоном у двох циліндричних блоках і підтримується на лівій та правій стенці через дно циліндра. Є ліві та праві направляючі рельси для забезпечення руху повзунка вгору та вниз. У з'єднанні між пістонним валом та повзунком знаходиться сферична прокладка, яка гарантує раціональне розподілення сили на балці та правильне вирівнювання пістонного вала.

(2) За різними формами головної машини, нижня балка (робочий стіл) гинучої машини, що виготовляється за вимогами клієнта, має дві форми. Одна - це одинарна балка, закріплена шурупами; інша - це трибалькова конструкція з компенсаційним циліндром. З обох сторін передбачені регулювані прокладки для корекції прокладок та поверхні посіду корпусу, а точність корекції можна відрегулювати.
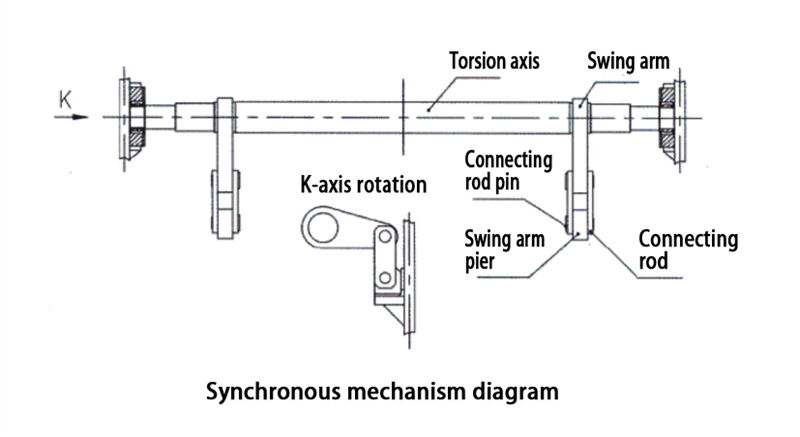
(3) Щоб забезпечити синхронну роботу лівого і правого циліндра, обробний центр використовує синхронний крутильний вісь змінного радіуса та з'єднуючий прут.

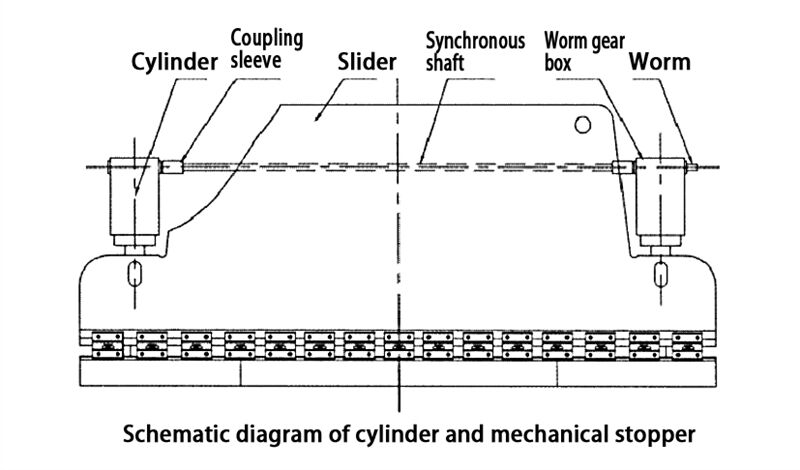
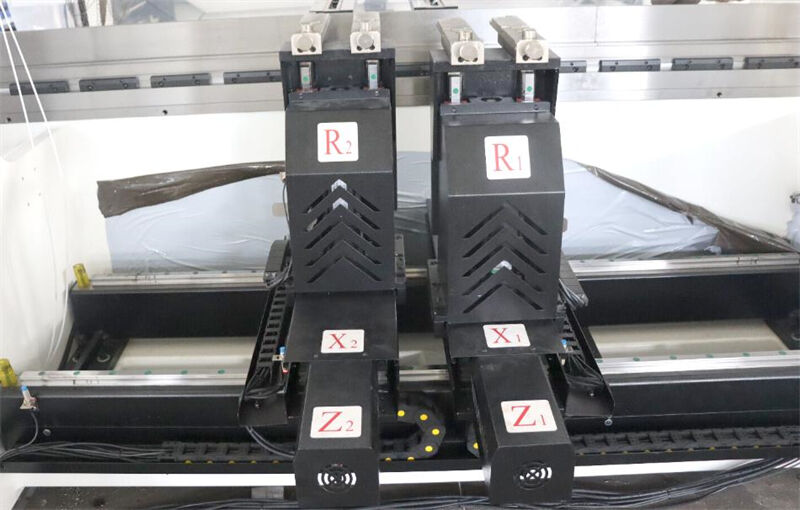
3. Частка плашок
Частка плашок складається з плашки, циліндра та механічної структури дрібної настройки зупинки. Лівий і правий циліндри закріплені на рамі, а поршень (стержень) за допомогою гіdraulic давлення приводить плашку в вертикальний рух.

Механічний стопор розміщується всередині двох циліндрів, маючи компактну конструкцію і синхронну регуляцію з обох сторін. Схема наступна. Коли ползун (верхній) не дорівнює зліва і справа, зупиніть ползун у верхній мертвої точці, вийміть позиційний пін з купольного чохла, поверніть черв'як або з одного боку черв'ячної коробки на лівому і правому циліндрах (вперед або назад), потім натисніть ползун до нижньої мертвої точки, виміряйте та відрегулюйте (повторіть вищеописану операцію) доти, поки ползун (верхня форма) не стане рівним зліва і справа, і, нарешті, зафіксуйте його та встановіть на купольний чохол.
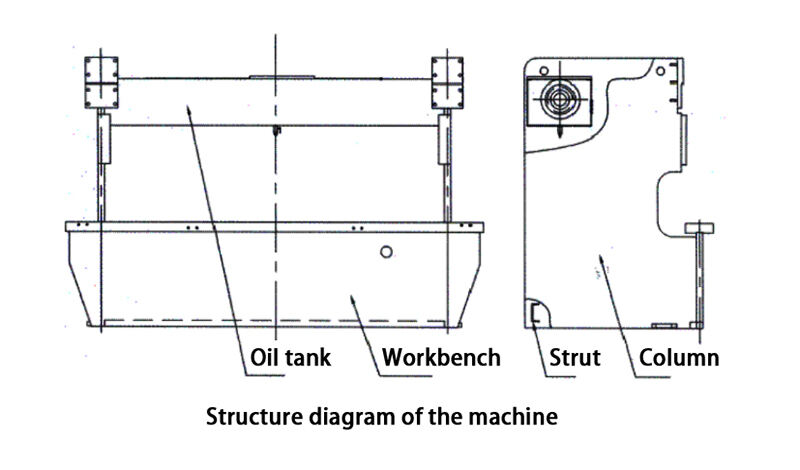
4. Рама
Рама зварюється у монолітну раму шляхом сполучення лівих і правих колон, масляних баків і підпорних блоків, а робочий стіл закріплюється у нижній частині лівої і правої колон.

5. Синхронний механізм
Механізм принуджувальної синхронізації, складений з кривошипно-зубчастого вала і маятникової рукояти, має просту конструкцію, стабільну продукцію та високу точність синхронізації.

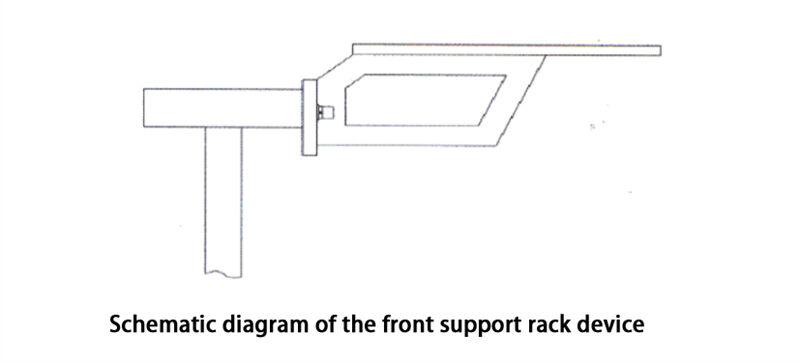
6. Пристрій передньої підпори
Пристрій передньої підпори використовується для підтримки та фіксації деталі.
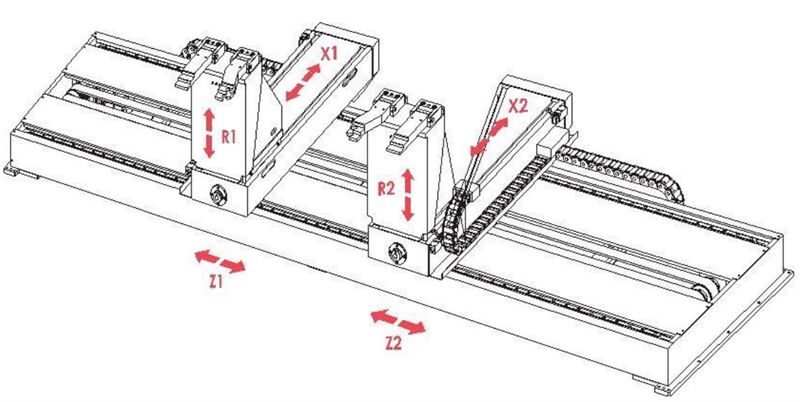
7. Задній вимірювач
Задній вимірювач є цінним компонентом верстату та грає важливу роль у реальній роботі згина. Наведено деяке опис заднього вимірювача: Він керується кнопкою на панелі управління, щоб двигун приводив раму заднього вимірювача до руху вперед та назад.

8. Штамп гідравлічного преса
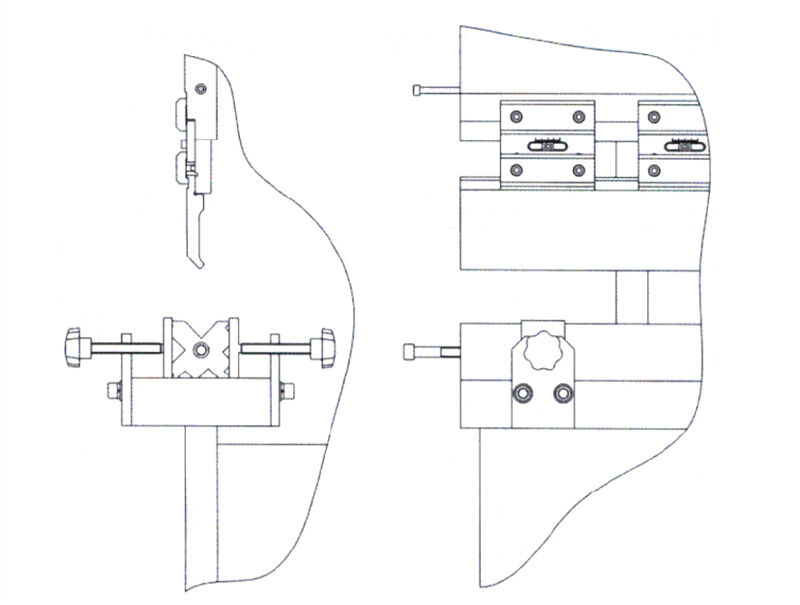
(1) Верхня форма встановлюється на ползун і фіксується з'єднувальною пластинкою та тисковою пластинкою. На верхній формі є механізм дробної настройки, який рухається ліворуч та праворуч під косим кутом і використовується для вертикальної та горизонтальної компенсації дробної настройки верхньої форми, щоб забезпечити точність гнутого деталевого заготовки.
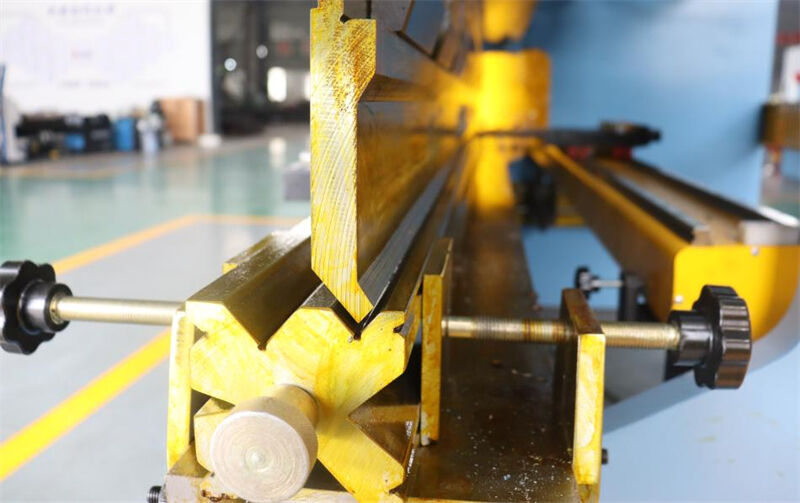
Нижня форма встановлюється на стіл. Обертальна ручка може тиснути нижню форму вперед та назад для вирівнювання центру верхнього ножа форми.

(2) Встановлення форми
a. Монтування та демонтаж форми повинні виконуватися професіоналами, які пройшли навчання та мають необхідні дозволи, і строго дотримуватися вимог електричних специфікацій.
b. Відрегулюйте слайдер до відповідної позиції верхньої мертвоЙ точки відповідно до висоти обраної форми.
c. При монтажі форми насос повинен бути вимкнений, а шлифувальний інструмент не повинен запускатися.
d. Вилучіть забруднення, заусінці та наплески з форми та поверхні її монтажу.
e. Спочатку встановіть верхню форму, потім нижню форму.
f. Після встановлення форми зверніть увагу на затягування болтів.
м. Після встановлення обробного центра, запустіть насос для переміщення змінного елемента вниз і зафіксуйте його у необхідній позиції. Перевірте, чи є вирівняні верхній та нижній матриці, тобто чи рівні проміжки по обох сторонах верхньої матриці в V-шліфині. Якщо ні, відрегулюйте нижню матрицю та зафіксуйте її, щоб повернути обробний центр до верхньої мертвої точки. (Зауваження: Залиште проміжок між верхньою та нижньою матрицею більшим за товщину листа, який потрібно гнути).
h. Задайте нахилну клищину так, щоб нижня поверхня верхньої форми могла бути відрегульована для отримання мінімальної помилки кута гнучення протягом всього довжинного гнучення. Щоб досягти хорошого ефекту гнучення, нахилну клищину можна перерегулювати відповідно до фактичного результату гнучення проби. Якщо фактичний кут гнучення зараз занадто великий під час регулювання, то нижню поверхню форми в цій точці слід відрегулювати униз, тобто розсумкуйте шуруп і перемістіть клищину ліворуч. Після регулювання затисніть шуруп. В іншому випадку відрегулюйте нижню поверхню форми вгору, тобто перемістіть клищину праворуч.

(3) Правила користування формою:
a. Регулярно перевіряйте кріплені вінти форми
b. Будьте обережними при заміні форми, і аккуратно поставте форму на рамку форми поруч з інструментом, щоб уникнути пошкодження.
c. Кожна форма має свою максимальну навантажувальну здатність, і не дозволяється перенавантаження і гнучення.
d. Коли довго не використовується або зупинено, верхню формуючу матрицю слід опустити у V-шaped розріз нижньої форми, щоб вона була у контакті з нижньою формою або на плоскій пластині.
e. Коли форма не використовується, для захисту ножа форми її можна поставити на дошку чи резинову шкурку, а поверхню форми можна смазати.
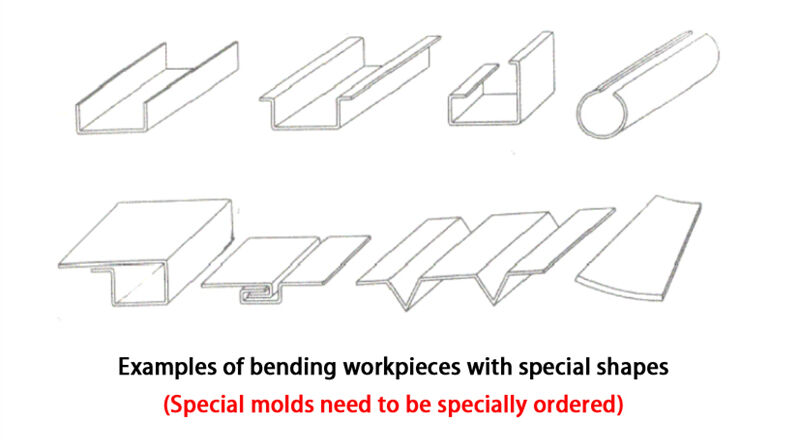
(4) Наступні деталі можна гнути