















































CNC Turret Punch Press'lere Ültimate Rehber
Bu Üstün Kılavuzda Cnc turret punch press , bu temel ekipman hakkındaki görüşlerimi ve uzmanlığımı paylaşmaktan heyecan duyuyorum. CNC makinaları dünyasında yeniyseniz veya mevcut süreçlerinizi geliştirmek istiyorsanız, bu kılavuz size en iyi uygulamalar, optimizasyon teknikleri ve programlama stratejileri konusunda kapsamlı bilgi sağlayacaktır. İşlem ilkelerinden verimliliği maksimize etmek için ipuçlarıma kadar, bilgilendirici kararlar alabilmeniz için kapsamlı bir anlayış sunmayı hedefliyorum. Etkili bir şekilde CNC turret punch press'leri kullanmak için özelliklerini, avantajlarını ve en iyi uygulamalarını inceleyelim.
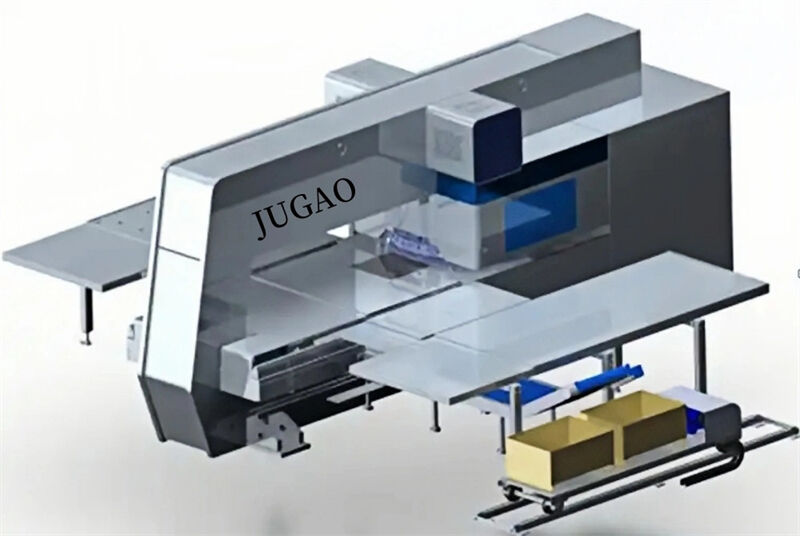
CNC turret punch, CNC'nin ana kategorilerinden biridir yumruk , İngilizce adı ( Cnc turret punch press ), kısaltması NCT. Sayısal Kontrol Turret Bükme (NCT), makine, elektrik, sıvı ve gazı entegre eder. Plakada delgeri ve sığ çekme ve biçimleme işlemek için kullanılan bir basınç işleme ekipmanıdır.
İçindekiler
Özellikler
Sayısal Kontrol Turret Bükme (NCT), bilgisayar kontrol sistemi, mekanik veya hidrolik güç sistemi, servolar ile besleme mekanizması, kalıp kütüphanesi, kalıp seçimi sistemi, çevresel programlama sistemi vb. bileşenlerden oluşur.
Sayısal kontrol turret bükme (NCT), programlama yazılımıyla (veya elle) derlenmiş bir işleme programıdır. Servo besleme mekanizması, plaketin işlenecek konumuna gönderilmesini sağlar. Aynı zamanda, kalıp seçimi sistemi kalıp kütüphanesindeki uygun kalıbı seçer ve hidrolik güç sistemi, programdaki talimatlara göre otomatik olarak işlemenin tamamlanmasını sağlar.
Sınıflandırma
Sayısal kontrollu (NCT) pirinçlu buharlı damak makinesi, tam elektrikli servo CNC pirinçlu buharlı damak, mekanik CNC pirinçlu buharlı damak (flywheel CNC pirinçlu buharlı damak) ve hidrolik CNC pirinçlu buharlı damak olmak üzere üç gruba ayrılır.
Bunların arasında, tam elektrikli servo CNC pirinçlu buharlı damak basma makineleri, bir tür yeni nesil pirinçlu buharlı damaktır. Cihaz, servo motor direkt sürücü teknolojisi kullanır ve böylece basit, olgun ve güvenilir mekanik ana sürüş yapısının avantajlarını korur. Aynı zamanda, hidrolik ana sürüşten daha iyi özelliklere sahiptir. Önemli özelliklere ve güçlü fonksiyonlara sahip olan cihaz, tamamen elektrikli bir servo zeka buharlı damak ile donatılmıştır ve delme, biçimleme, bükme ve oyama gibi çeşitli süreçleri gerçekleştirebilir.
Mekanik pirinçlu buharlı damak basma makineleri, uzun vadeli kararlılığı, uzun ömürlülüğü ve tam elektrikli servo CNC pirinçlu buharlı damak basma makinelerine kıyasla daha düşük fiyata sahip olmaları nedeniyle yaygın olarak kullanılmaktadırlar; ancak verimlilik ve fonksiyonellik açısından önemli ölçüde geride kalırlar.
Sıvı hidrolik yağı gerektiren ve yüksek sıcaklıkli çalışma ortamlarına uygun olmamaları nedeniyle hidrolik merkezli döküm makineleri giderek tercih edilmemektedir.

Hareket eksenleri
X eksenı: iş parçasını yatağın uzunluğuna dik yönde hareket ettiren servo sürdürülmüş eksen
Y eksenı: iş parçasını yatağın uzunluğuna paralel yönde hareket ettiren servodüzenleme eksenı
A eksenı: dönen torna tipi araç deposu, kalıbın döner eksenini seçer
C eksenı: otomatik kalıp indekslemesi için döner eksen, bu eksen herhangi bir açıda kalıbı döndürebilir
İşleme yöntemleri
1. Tek döküm: tek bir geçişte tamamlanan döküm, doğrusal dağıtım, yay dağıtım, çevresel dağıtım ve ızgara deliği dökümünü içerir.
2. Aynı yönde sürekli döküm: dikdörtgen kalıpları kısmen örtüşen işleme yöntemi kullanılarak uzun deliklerin açılması ve kenarların kesilmesi mümkündür.
3. Çok yönlü sürekli döküm: küçük kalıplar kullanılarak büyük delikler işleme yöntemi.
4. Nibble: Küçük bir yuvarlak kalıp kullanılarak yayın küçük adımlarda sürekli dökmek.
5. Tek seferde şekillendirme: kalıbın şekline göre tek seferde çekme ile şekillendirme işlemi.
6. Sürekli şekillendirme: kalıptan daha büyük boyutlu formları içeren, örneğin büyük boy kapaklar, rulo ribler ve rulo basamakları gibi şekillendirme yöntemleri.
7. Dizi şekillendirme: büyük bir plakada birden fazla aynı veya farklı parçalar üzerinde işlem yapma yöntemleri.

İşlem istasyonu
Genellikle türbino kalıbı, işleyebileceği deliklerin çapına göre sınıflandırılır ki bu kalıbın seçimi kolaylaştırır. Genellikle beş sınıfa ayrılmışlardır: A, B, C, D ve E.
A Sınıfı (1/2 inç) istasyonu: Φ1.5 ila Φ12.7 milimetre arasında işleme aralığı
B Sınıfı (1-1/2 inç) istasyonu: Φ31.7 milimetre'den daha küçük işleme aralığı
C Sınıfı (2 inç) istasyonu: Φ50.8 milimetre'den daha küçük işleme aralığı
D Derecesi (3-1/2 inç) istasyonu: İşlem aralığı Φ88.9 milimetre'den az
E Derecesi (4-1/2 inç) istasyonu: İşlem aralığı Φ114.3 milimetre'den az
Genellikle, rastgele yapıyı değiştirmenin gereklendiği durumlarda aşağıdaki dönüşümler izlenir: 1D = 8A = 4B = B + C.

Uygulama Endüstrisi
Ürünlerimiz elektrikli ekipmanlar, şasi kabinler, perde duvarı dekorasyonları, ev aletleri, asansör endüstrisi, yangın kapısı imalatı, klima sistemleri, mutfak ekipmanları, ofis ekipmanları, donanım mobilyaları, tıp cihazları ve ışık montajları gibi soğuk damgalama işleme sanayinde yaygın şekilde kullanılmaktadır. Tek delgi yöntemi ve kenar delgi yöntemi, çeşitli şekillerde ve boyutlarda delikler ve parçalar delmek için kullanılır ve bu özellikle orta ve küçük partiler veya tek parça plakaların delinmesi için uygundur.

Gary Olson Hakkında
JUGAO CNC için aday yazar ve editör olarak, metal işleri endüstrisine yönelik özgün ve uygulamalı içerik sunmayı uzmanlaşmış bulunuyorum. Teknik yazıyı yıllarca deneyimle edinmiş bir birey olarak, yapımcılar, mühendisler ve profesyonellerin çelik plaka işleme konusundaki en son yeniliklerle güncel kalmalarına yardımcı olacak derinlemesine makaleler ve öğreticiler sunmaktan odaklıyım. Bu içerikler CNC basın bükme makineleri, hidrolik basıcılar, kesme makineleri ve daha fazlasını kapsar.

