















































T15 Manual ng Operasyon ng Makina sa Pagbubuwak
Kabanata 1 Panimula
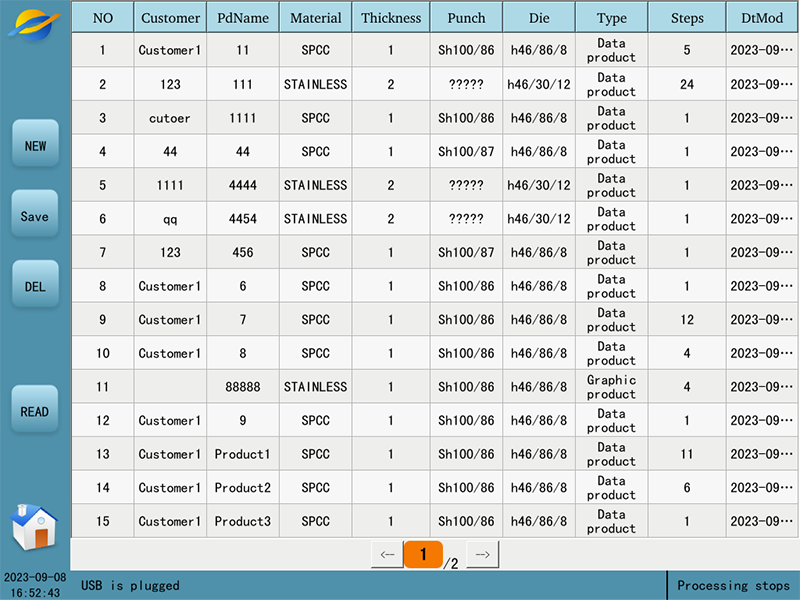
1.1 Pangunahing interface
Pagkatapos ng pagsisimula at pagbubukas ng sistema, ito ay pumapasok sa pangunahing pahina, tulad ng ipinapakita sa Larawan.

1. Sa kaliwa ay ang bar ng mga funktion, kabilang ang mga pindutan sa kaliwa at kanan  ang pindutan ng login ng antas ng kapangyarihan
ang pindutan ng login ng antas ng kapangyarihan  , ang pindutan ng display ng status
, ang pindutan ng display ng status  , ang pindutan ng menu
, ang pindutan ng menu  at ang display ng petsa at oras ng sistema.
at ang display ng petsa at oras ng sistema.
2. I-click ang power level login at ipasok ang iyong username at password bago pumasok sa mataas na antas ng kapangyarihan at makakita ng higit pa sa pahina.
3.Bar ng Menu: Ang sistema na ito ay nahahati sa 6 menus batay sa pangunahing mga kabisa, kung saan:

Library ng Produkto: Maaaring lumikha, ilagay sa storage, basahin at burahin ang mga produkto.
Mga Rekord ng Produksyon: Pagsasaayos ng mga obhektibong produksyon at pag-retain ng mga rekord ng produksyon.
Pagsasaayos ng Tool: Pumapasok sa interface ng pagsasaayos ng tool upang ayusin ang pinakamalaking pagbubukas matapos baguhin ang mold.
Manual na Pag-adjust ng Axis: Sa screen na ito, maaari mong gawin ang mga manual na aksyon sa bawat axis.
Mga Parameter ng Makina: Paghahanda ng makina, katayuan ng makina at pagtune ng mga parameter.
Mga Setting ng Sistema: Oras ng sistema, backup at recovery ng datos, rekord ng alarm, setting ng antas ng kapangyarihan, etc.
Kabanata 2 Library ng Produkto
1. I-click ang pindutan ng "Baguhin" upang awtomatikong tumalon sa screen ng "Pagproseso", kung saan maaari mong i-edit ang mga blankong hakbang ng produkto.
2. I-click ang pindutan ng "Save", ipasok ang pangalan ng kliyente at pangalan ng produkto sa tumatayong bintana, at ang impormasyon ng produkto sa screen ng "Processing" ay isusulat sa library ng produkto.
3. Piliin ang isang produkto at i-click ang pindutan ng "Delete", ang produkto ay maiiwan mula sa library ng produkto.
4. Piliin ang isang produkto, i-click ang pindutan ng "Read", at ang produkto ay babasa papasok sa screen ng "Processing".
Kabanata 3 Libreng pagbubuwis ng hakbang ng editor


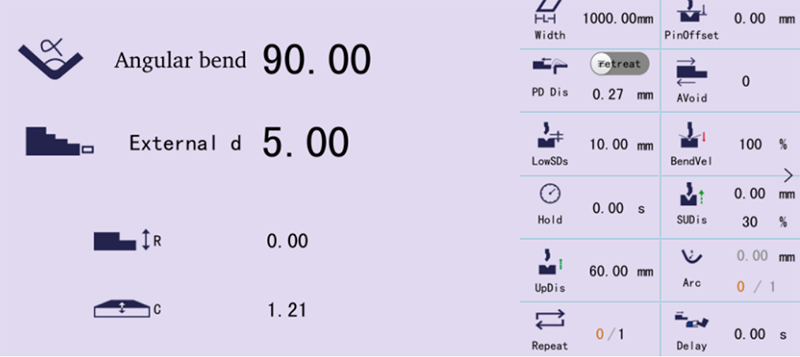
Punch: I-click ang pangalan ng Punch upang pumasok sa librong Punch at pumili ng mold. Maaaring lumikha, baguhin, i-delete at basahin ng mga gumagamit ang mold sa librong Punch, tingnan ang "Kabanata 4 Mold Library" para sa detalye.
Die: Katulad ng "Punch". Ang itinakda dito na parameter ng mold ay ang default na mold ng sistema.
Material: I-click ang pangalan ng material upang pumili ng pinroses na material mula sa library ng material.
Lalim ng plato: Baguhin ang lalim ng material.
Angleng pagbubuwis: i-click 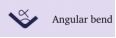 maaring pumili ng "angle bending", "position bending", "flat bending", "bottom bending" paraan. Ang likod ay ayon sa iba't ibang pamamaraan ng pagbubukas upang ipasok ang katumbas na anggulo o posisyon.
maaring pumili ng "angle bending", "position bending", "flat bending", "bottom bending" paraan. Ang likod ay ayon sa iba't ibang pamamaraan ng pagbubukas upang ipasok ang katumbas na anggulo o posisyon. 
Pagbarira: I-click ang pumipili ng pagbarira o pagpapaloob.
Panlabas na Sukat: I-click  upang pumili ng "Outer Dimension", "Inner Dimension", "x- axis position".
upang pumili ng "Outer Dimension", "Inner Dimension", "x- axis position".
R-axis: Mag-input ng posisyon ng R-axis.
Pagkabulag: Ipasok ang posisyon ng pagkabulag.
Z-axis: maglagay ng posisyon ng sentro ng Z-axis, dahil sa pagkuha ng posisyon ng Z1, Z2; X-axis: Ang posisyon kung saan gumagalaw ang backstop patungo sa horizontal sa direksyon ng vertical mold.
Pagsisiklab ng bilang ng mga hakbang ng trabaho ay nagdadala ng apat na pindutan para sa pag-adjust ng mga hakbang ng trabaho, sila ay:

Isertahin: isertahin ang blankong linya ng hakbang ng trabaho sa itaas ng kasalukuyang hakbang ng trabaho.
Burahin: burahin ang kasalukuyang hakbang ng trabaho, ang sumusunod na mga hakbang ng trabaho ay awtomatikong umuusbong ng isang linya.
Pagtaas: palitan ang posisyon ng kasalukuyang hakbang ng trabaho sa nakaraang hakbang ng trabaho.
Pababa: palitan ang posisyon ng kasalukuyang hakbang ng trabaho sa susunod na hakbang ng trabaho.
3.1 Detalyadong reperensya
Pagsasala ng kanan ng detalyadong mga parameter, mayroon ding kaliwa ng kabanata ng pagpili ng mode sa detalye.
Piling pamamaraan ng pagbubuwis:
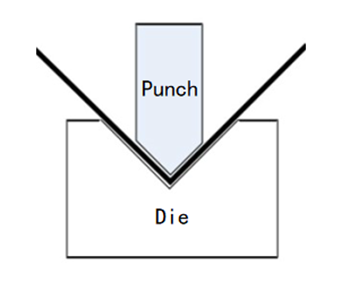
Libreng pagbubuwis: Ang plapit ay iniiwes hanggang sa itinakdang anggulo sa pamamagitan ng pagbaba ng Punch sa kinakailangang katawan, tulad ng ipinapakita sa Larawan. Kinokonsulta ng sistema ang kinakailangang posisyon ng Y-axis upang makamit ang itinakdang anggulo. Kinakailangan ng libreng pagbubuwis na ang anggulo ng Punch ay mas maliit o katumbas ng anggulo ng Die, at ang layuning anggulo ay mas malaki sa parehong itaas at anggulo ng Die.
Larawan 3-4 Libreng pagbubuwis
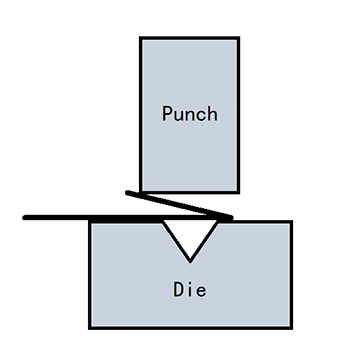
Pagbubuwis sa ilalim ng presyo: Ang Punch ay iiwes patungo sa ilalim ng Die upang makamit ang kinakailangang anggulo ng pagbubuwis, tulad ng ipinapakita sa Larawan. Ang posisyon ng Y-axis ay ang posisyon ng ilalim ng Die minus ang kapaligiran ng plapit, na maaaring maiayos gamit ang koreksyon na halaga.
Pagbubunyi ng pagkukurbada: ang plato ay kinukurbadahan sa isang mahusay na anggulo matapos ang nakaraang pagkukurbada, gamit ang flattening Punch, ang mahusay na anggulo ng plato ay pinapayapasan at napupulot ang plato, tulad ng ipinapakita sa Figura 3-6 ang posisyon ng Y-axis ay para sa posisyon ng punto ng presyo ng plato bawasan ng kapaligiran ng plato, na maaaring maiayos sa pamamagitan ng koreksyon na halaga.
Pagsasabog sa ibaba: tulad ng pagsasabog ng pagkukurbada, ang posisyon ng Y-axis ay para sa posisyon ng punto ng presyo ng plato, na maaaring maiayos sa pamamagitan ng koreksyon na halaga.
Mga sukat: panloob na mga sukat, panlabas na mga sukat. Tulad ng ipinapakita sa larawan.
Ang layo ng dulo ng stopper mula sa loob ng metal sa kurba, tinatawag na panloob na sukat.
Ang layo ng dulo ng stopper mula sa labas ng metal sa kurba, tinatawag na panlabas na sukat.
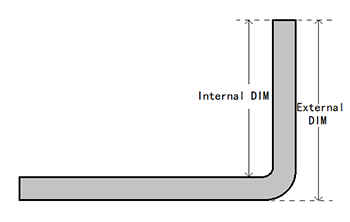
Ang posisyon ng target sa X-axis ay kinikilala nang iba-iba para sa loob at labas na dimensyon dahil ang bahagi ng loob ay kumukulog habang ang labas na bahagi ay tumatayo kapag ang plato ay tinatawir. Ang posisyon ng target sa X-axis ay mas malaki kaysa sa loob na dimensyon at mas maliit kaysa sa labas na dimensyon.
Materyales ng likod na bloke: bloke at paghahawak ng materyales. Kapag maikli ang distansya ng X-axis, pumili ng mode ng bloke. Kapag mahaba ang X-axis, dahil sa gravidad ng plato na bumabagsak patungo sa ibaba, maaaring pumili ng mode ng palletizing, kung saan ang plato ay itatatayo sa
bloke na daliri papaloob upang hawakan. Kapag ginagamit ang mode ng pallet, awtomatiko ang pagkalkula ng sistema ng target na posisyon ng X-axis at R-axis sa mode ng pallet.
Distansya ng pagbubunyi: Ang relatibong distansya na kinakailangan ng X-axis na bumunyi upang maiwasan kapag bumababa ang slider patungo sa punto ng pagkakapit.
Punto ng pagkakapit: Ang posisyon kung saan ang slider ay eksaktong pinipigilan sa plato.
Lapad ng plato: Ang lapad ng plato sa ilalim ng haba ng mold.
Uulitin: Ang bilang ng mga oras na kinakailangang uulitin ang kasalukuyang hakbang ng trabaho.
Senyal para sa pagbabago ng hakbang: Kapag pinindot mo ang pindutan upang magpindot sa 'gamitin', matapos ang Y-axis return stroke, kailangan mong ipindot ang down pedal isang beses bago magsimula ang backstop na gumanti sa posisyon na itinakda para sa susunod na hakbang.
Pagdaldal sa pagbabago ng hakbang: ang oras ng pagdaldal bago maglipat sa susunod na hakbang ng trabaho.
Layong mabagal: Ang layo sa pagitan ng punto ng pagbabago ng bilis at ang platen point. Kung ang layong mabagal ng kasalukuyang hakbang ng trabaho ay 0, gagamitin ang 'default slow distance'. Kung ang default slow speed distance din ay 0, gagamitin ang sistema default slow speed distance.
Oras ng pagkabit: Ang oras ng pagkabit matapos ang huling bahagi ng pagbubuwag. Gagamitin ang 'default hold time' kapag ang oras ng pagkabit ng kasalukuyang hakbang ng trabaho ay 0.
Kabanata 4 Bibliya ng Molds
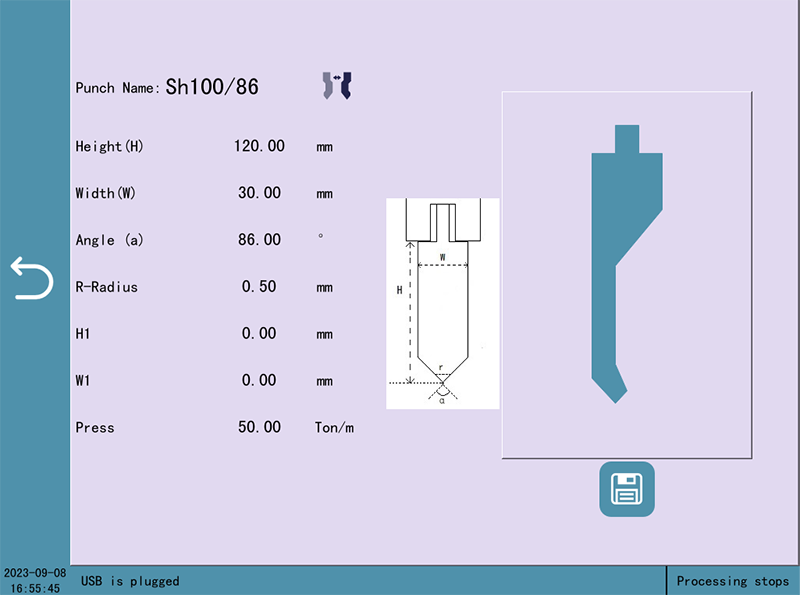
4.1 Bibliya ng Punch
Sa 'Machining' screen, i-click ang pangalan ng Punch upang pumasok sa screen ng Punch library, tulad ng ipinapakita sa larawan.
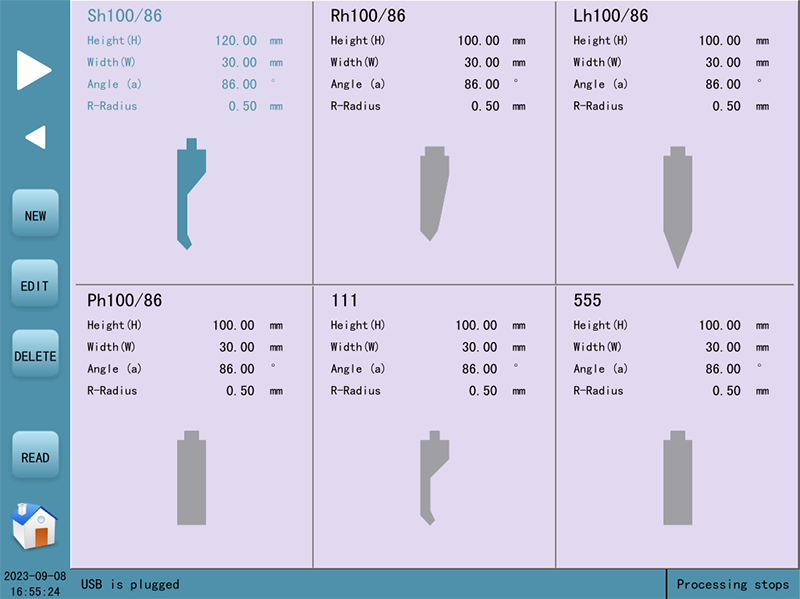
Ang Top Model Library ay ipinapakita ang listahan ng mga pinakamataas na modelo na itinago sa sistema, na maaaring i-rotate gamit ang patungong arrow sa kaliwa.
I-click ang popup button sa menu bar.
Baguhin: I-click ang 'New' upang ilabas ang iba't ibang uri ng bagong Punch; pumasok sa interface ng pag-edit tulad ng ipinapakita sa larawan.
I-edit: I-click ang 'Edit' upang baguhin ang isang parameter ng kasalukuyang Punch.
Burahin: Piliin ang isang Punch at i-click ang 'Delete' upang burahin ang Punch.
Basahin: Piliin ang isang Punch at i-click ang 'Read' upang basahin ang napiling Punch sa kasalukuyang aplikasyon.
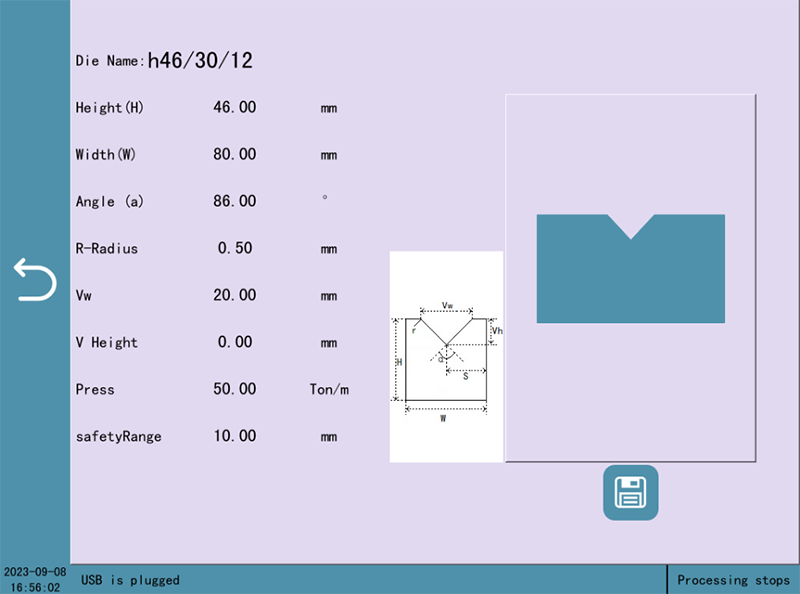
4.2 Die library
Kabanata 5 Sistema
5.1 Pagpapala ng troubleshooting
| Serial number | Paggawa ng ulat ng alarm | Pagsisiyasat ng Alarm |
| Err1 | Hindi bukas ang motor | I-click ang boto ng START o ang boto ng motor upang buksan ang motor |
| Err2 | Nakakamit ang hangganan | Pumunta sa screen ng single-step, galawin sa kabila ng direksyon sa pamamagitan ng inching at umalis sa limiter |
| Err3 | Mula sa parehong dalawa ng mga dulo ay nagbubuo ng mga hangganan | Surian kung sugat na ang limiter o kung may open circuit sa linya |
| simultaneously | ||
| Err4 | Mali ang target ng axis | Surian kung itinakda na ang target position upang suriin ang saklaw ng itaas at ibaba |
| pagtatakda ng posisyon | ||
| Err5 | Walang natagpuang balidong linya | May maling sa kasalukuyang input ng parameter ng trabaho |
| Err7 | Bago ang aksyon, | Pumasok sa screen ng status, pindutin ang search button at hintayin ang pagwasto ng search. |
| maghanap ng tulong | ||
| sanggunian | ||
| Err14 | Katawang-aklat na titilts | Pumunta sa single-step screen, paggalaw o pagsuporta sa rule bilang i-level ang slider |
| Err16 | Emergency stop | Irellease ang emergency stop button |
| napindot ang pindutan | ||
| Err17 | Emergency rise | Irellease ang emergency rise button |
| napindot ang pindutan | ||
| Err21 | Mali ang pagsasaayos ng | Panganib na sunduin ang material sa backstop, suriin ang mga parameter ng pagsasaayos |
| posisyon ng backstop | ||
| Err30 | IO card | I-replug ang kable ng komunikasyon sa pagitan ng PLC at IO |
| komunikasyon offline | ||
| Err34 | Pag-uugat ng soft | Pumunta sa isang hakbang na screen, umuubra sa kabaligtaran ng direksyon ng paggalaw |
| limit | ||
| Err38 | PAGSUBOK SA KALIGTASAN | Surian ang drive para sa mga alarm |

