Paraan ng pagkalkula ng anggulo ng pagbubuwis

Ang pagkuha ng anggulo ng pagbubuwis ng isang CNC bending machine ay karaniwang naglalagay ng maraming mga factor, kabilang ang uri ng material, kalat ng plato, radius ng pagbubuwis at coefficient ng pagbubuwis. Kailangan ng iba't ibang mga anggulo ng pagbubuwis at uri ng material ang iba't ibang mga paraan ng pagsukat at coefficients. Narito ang mga paraan sa pagsukat ng anggulo ng pagbubuwis para sa iba't ibang uri ng mga material:
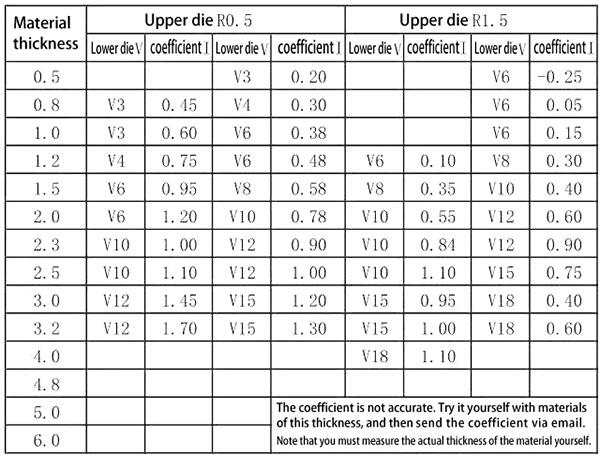
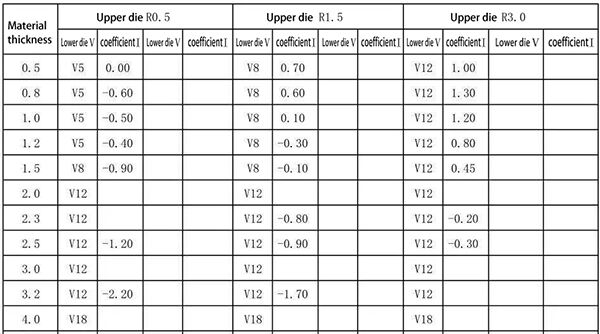
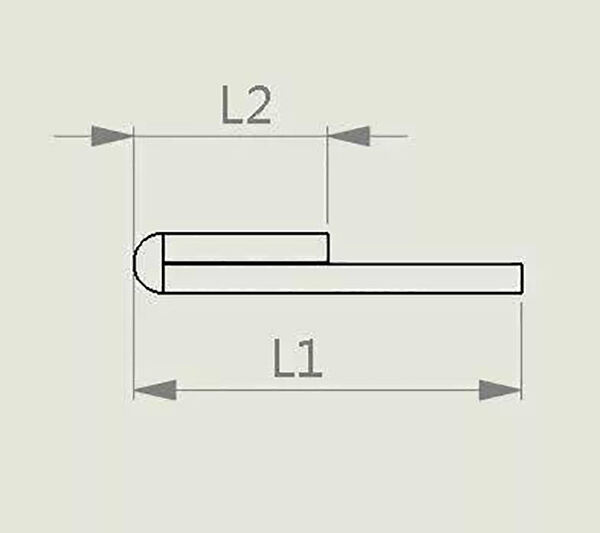
1. Pagbubuwak ng plato ng bakal: Kapag binubuwak sa 90 digri, ang madalas gamiting itaas na mold R ay 0.5, ang ibaba na mold V ay 5T, at ang koefisyente ng pagbubuwak ay 0.4T. Ang formula para sa pagkuha ng tinatangkilik na laki ay L1+L2-2T+koefisyente.
2. 60 digri buwak ng plato ng bakal (gamit ang malalim na pagsisip ng mold)
Tinatangkilik na laki=L1+L2+koefisyente
3. 30-digri buwak ng plato ng bakal (gamit ang malalim na pagsisip ng mold)
Tinatangkilik na laki=L1+L2+koefisyente
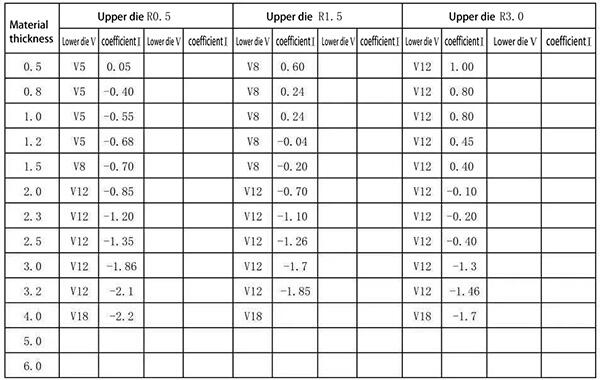
4.90-digri buwak ng plato ng aluminio: Normal na itaas na mold R0.5, ibaba na mold V=5T, koefisyente ng pagbubuwak 0.4T, pilihin ang V sulok V=5T+R (R>0.5)
Tinatangkilik na laki=L1+L2-2T+koefisyente
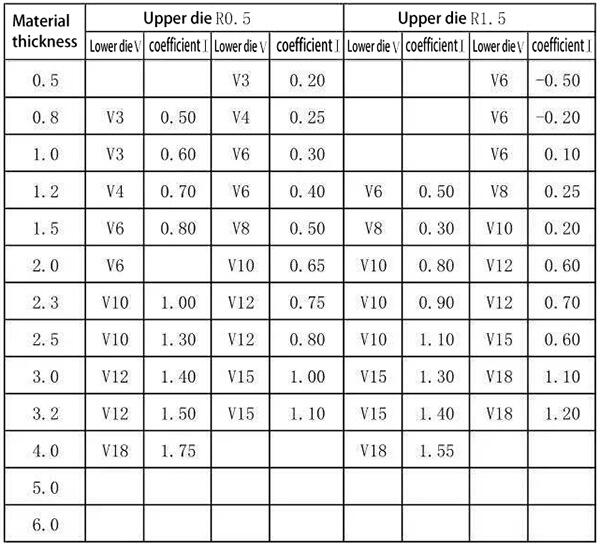
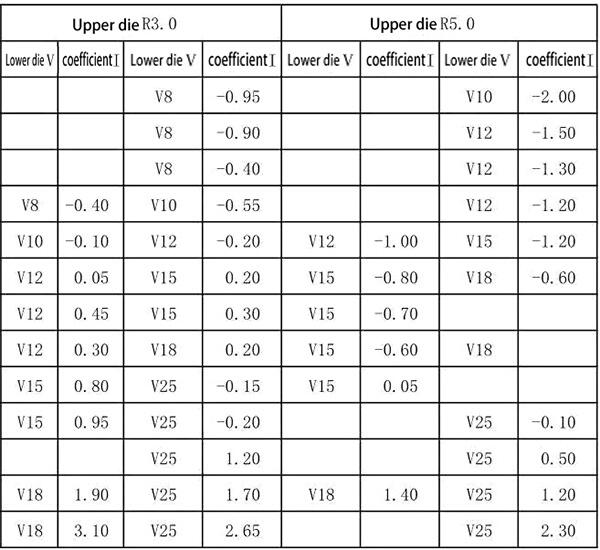
5.60 digri buwak ng plato ng aluminio (gamit ang malalim na pagsisip ng mold)
Tinatangkilik na laki=L1+L2+koefisyente
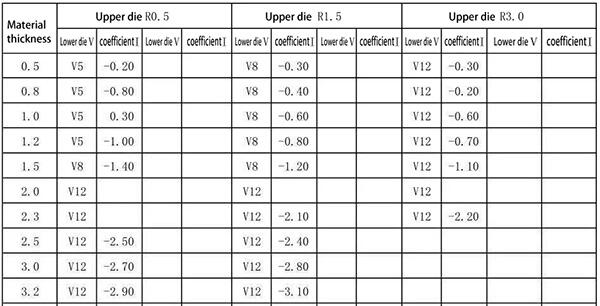
6.30-digri buwak ng plato ng aluminio (gamit ang malalim na pagsisip ng mold)
Tinatangkilik na laki=L1+L2+koefisyente
7. Koefisyente ng patay na bahagi (unang gamitin ang malalim na pagsisip ng mold upang magbuo ng maliit na anggulo, pagkatapos ay gamitin ang pagpipisaan ng mold upang pindutin ang patay na bahagi)
Sa itaas: Tinatangkilik na laki = L1+L2-0.55T
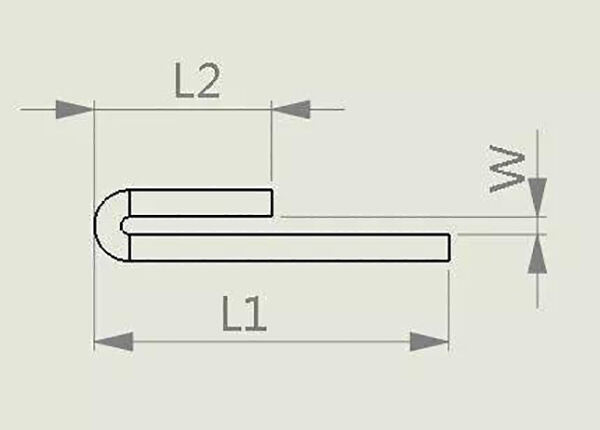
Sa itaas: Ikinaklaw na laki = L1+L2-0.55T+0.7W (W≤T)
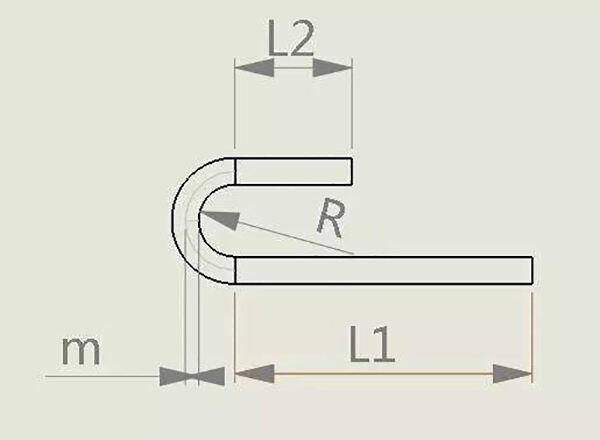
Sa itaas: Ikinaklaw na laki = L1+L2+3.14* (R+m) (2R>T)
T≤2.0,m=0.4T;
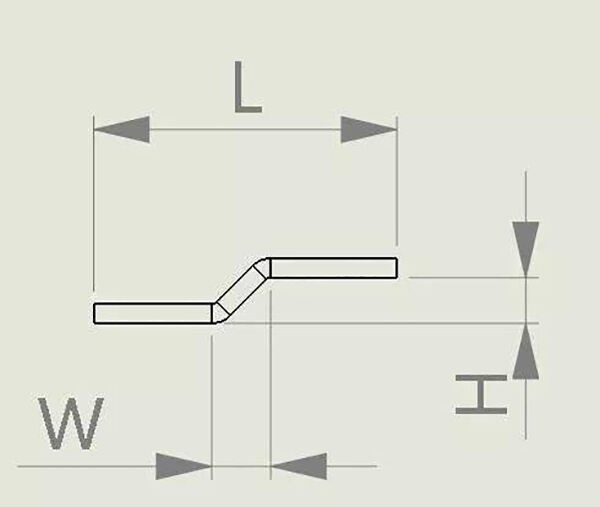
2.0 8. Koeffisyente ng pagkakaiba ng hakbang ng presyon A. Kapag W ≥ 2T: ang pagpapalawak ay inuulit bilang dalawang magkahiwalay na sulok; B. Kapag W<2T at H≥2T: ang pagpapalawak ay inuulit bilang dalawang magkahiwalay na sulok; C. Kapag W<2T, H<2T: laki ng pagpapalawak = L+(H-T)*0.7; D. Kapag W<2T, H=T: laki ng pagpapalawak = L+0.15T; Sa dagdag pa, ang pagsukat ng anggulo ng pagbubuwis ay humahanga sa relasyon sa pagitan ng posisyon ng neutral na layer ng materyales at antas ng deformasyon. Sa tunay na operasyon, maituturing na mahalaga ang pagpili ng wastong pormula at koeffisyente ayon sa partikular na materyales, kapaligiran ng plato, at kinakailangang anggulo ng pagbubuwis.