Paano debug ang mold ng CNC hydraulic press brake. Punch at down die. Ang lahat ng tools.

Ang mold ng CNC hydraulic press brake ay binubuo ng maraming parte, kaya dapat pansinang mabuti ang pag-install. Pagkatapos ng pagsasaayos, ito ay dapat debug berong-ulit. Ang makina ay may espesyal na punch at bintana para sa iba't ibang hugis na produkto na babending. Ang itaas na bintana at punch ay maaaring bahagi o maliit na piraso. At ang pababa na die at mga tool ay maaaring maliit na piraso at seksyon. Ang pababa na tool ay maaaring may suporta sa ilalim para sa pag-adjust. Sa pangkalahatan, kami ay magpapatupad ng installation at pag-adjust ng press brake mold sa limang hakbang.
1. Pag-adjust ng makina. Bago ang pag-install, ang performa ng makina ay dapat unahan mong i-adjust. Dapat gawin ito ng sabik at maingat. Surian kung meron mang alikabok, ginamit na bakal na filing, atbp., at ipagawa ang kinakailangang paglilinis upang maiwasan ang problema sa huli.

2. Pagpapabuti ng paglilipat ng slider. Mag-ingat na suriin ang kapaligiran ng press brake mold at kung normal ba ang ratio ng itaas at ibaba mong mga module. Sa ordinaryong sitwasyon, kinakailangang kontrolin ang module sa switch point ng stroke line. Dapat pansinin ito.

3. Pagpapabuti ng module ng paglilipat, o ang pagsasaayos ng itaas na limitasyon ng posisyon ng module. Kapag nasaan ang module, dapat ilagay ang switch at ipagawa ang stop position ng slider. Habang nagdidescend, dapat gawin ang pagbagsak ng module upang mas mabuti pangalagaan ang makina at press brake mold.

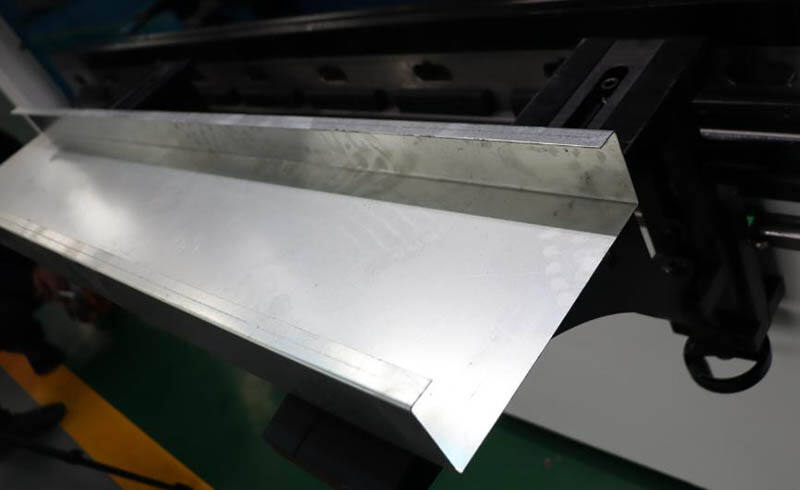
4. Ang pagpapabuti ng espasyo ay pangunahing para sukatin ang distansya sa pagitan ng itaas at ibaba mong mga module. Dapat patunayan ang eksaktong setting ng gap batay sa platerong itatayo.

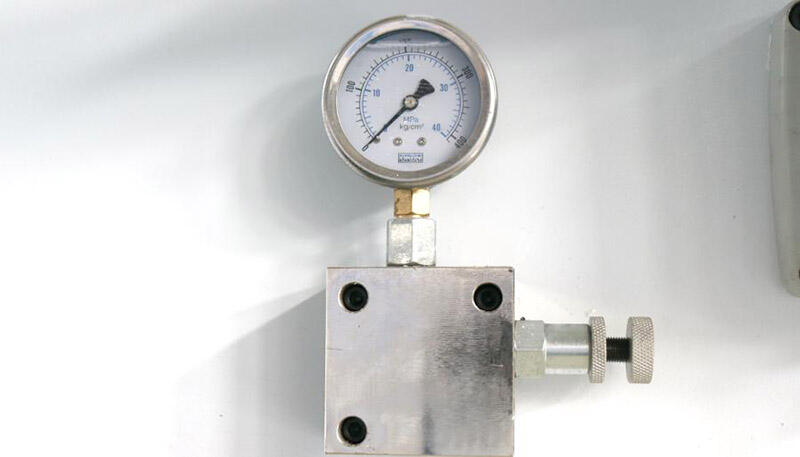
5. Pagpapabago ng anggulo. May tiyak na ugnayan ang pagpapabago ng anggulo sa produkto. Sinasabi ng gumagawa ng press brake na pangkalahatan, kapag binibigay ang isang 90° na molde, dapat lalong malaki ang gitnang anggulo kaysa sa mga anggulo sa kanan at kaliwa. Mula doon, ayusin ang kanyang katigasan ayon sa pambabagong bulang. Kapag iniikli, maaaring ayusin ang presyon sa pamamagitan ng barometrong pang-presyo upang maiwasan ang pagputok ng molde.