Paano kalibrhan ang sentro ng itaas at ibaba mold ng press brake
Ang pagkalibrar ng mga sentro ng itaas at ibaba mold ng isang press brake ay isang pangunahing hakbang upang siguruhin ang katumpakan ng pagbubuwag at kalidad ng produkto. Ang mga sumusunod ay isang serye ng tiyak na hakbang at paraan para sa pagkalibrar ng mga sentro ng itaas at ibaba mold ng isang press brake:
Surihin ang pagwawaya ng mold
Unang suriin kung naiwasan ang mold. Kung naiwasan ang mold, dapat palitan ito ng bagong isa nang maaga, dahil ang naiwasang mold ay magiging sanhi ng pagbaba ng katumpakan ng pagbubuwag.

Pagsamahan ang bilis ng stroke
Ayon sa makapal na plato ng folding at sa laki ng V-shaped opening ng lower die, ayusin ang distansya ng stroke ng slide. Maaaring gawin ito sa pamamagitan ng pindutan sa electrical box upang kontrolin ang haba ng extension ng piston, kung gayon ayusin ang slide stroke.
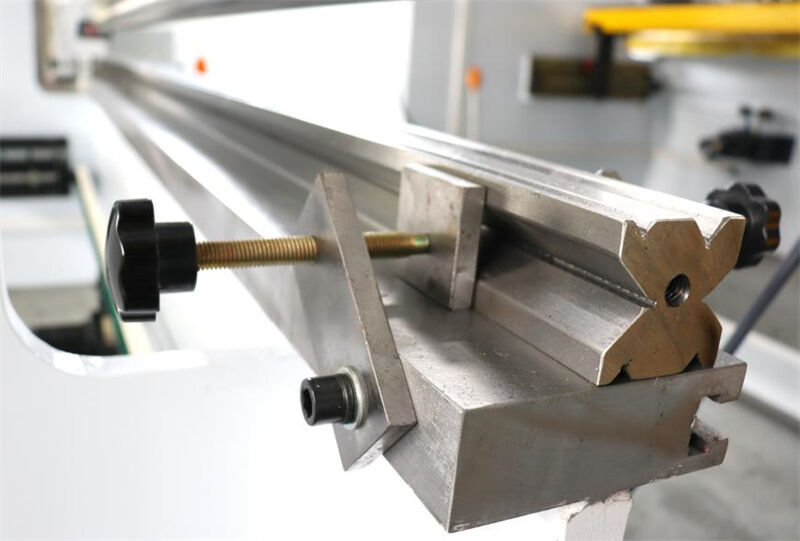
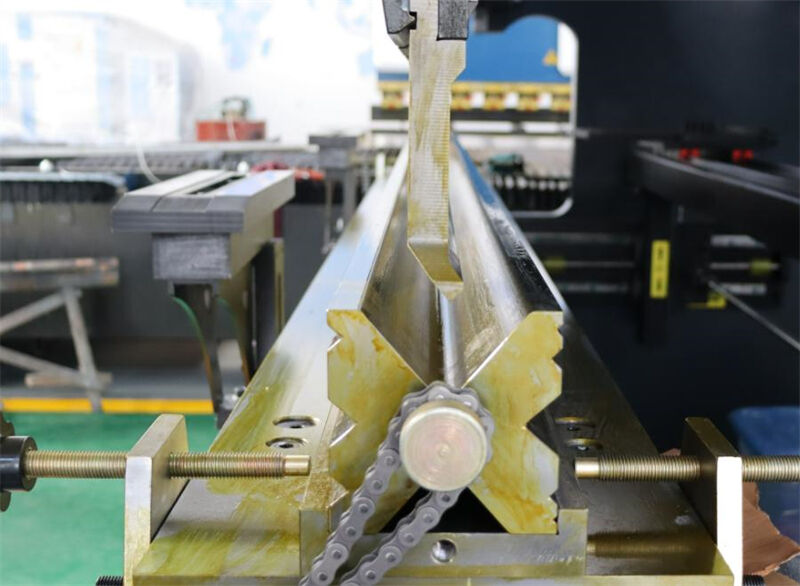
Ayusin ang espasyo ng mold
Suakin ang espasyo sa pagitan ng itaas at ibaba molds, at ayusin ang espasyo ayon sa makapal na plato na itinatayo. Ang isang maituturing na espasyo ay mahalaga upang siguruhin ang katumpakan ng pagbubuwis.
Ayusin ang itaas na hangganan ng slider
Kapag umuwi ang slider, ayusin ang posisyon ng travel switch upang magbigay ng pauna sa slider sa napiling posisyon upang bawasan ang walang kabuluhan na distansya ng slider at imprastrahin ang produktibidad.

I-adjust ang sulok ng pagbend
Kung matuklasan na hindi magkapareho ang mga sulok ng pagbend sa dalawang dulo ng workpiece, maaaring i-adjust ang sulok ng workpiece sa pamamagitan ng pagpapabago ng mga螺丝 sa panel ng worktable upang gawing basikong magkapareha ang mga sulok.