















































Mga Kinakailangang Impormasyon Tungkol sa Shearing Blades
Bilang isang taong may malalim na pakikipag-ugnayan sa sektor, madalas kong nakikita na ang pag-unawa sa shearing blades ay mahalaga para sa pinakamahusay na pamumuhunan ng makinarya. Sa talakayan na ito, "Shearing Blades: Essential Facts to Know," ang aking layunin ay magbigay ng kritikal na insiyts tungkol sa mga sentral na komponente na ito. Sisipatin ko kayo sa mga pangunahing aspeto, mula sa kanilang disenyo at mga konsiderasyon sa anyo hanggang sa mga estratehiya sa pagsustain, na maaring dagdagan ang inyong pag-unawa at aplikasyon ng shearing blades. Hindi importante kung ikaw ay isang may karanasan na tagapagpatupad o isang baguhan sa larangan, ang talaksan na ito ay ipinaghahanda upang tulakin ka sa paggawa ng matalinong desisyon para sa iyong mga proyekto.
Talaan ng Nilalaman
· Pag-intro
· Materiales
· Proseso
· Operasyong pang-ligtas
· Paggamit ng maintenance
· Mga Aplikasyon
Panimula
Ang shearing machine ay madalas gumagamit ng mga materyales ng blade tulad ng T10, 9CrSI, 6CrW2Si, Cr12MoV, H13, at iba't ibang alloy steels. Ang mga makinaryang ito ay may malawak na paggamit sa maraming sektor tulad ng kakaibang industriya, aviation, paggawa ng barko, metallurgy, instrumentation, elektrikal na aparato, produkto ng stainless steel, pagsasaayos ng konstruksyon ng bakal, at dekoratibong industriya.
Gamit ang isang taas na blade na maaaring gumagalaw kasama ng isang mababang blade na nananatili, ang shearing machine ay nagpapatakbo ng puwersa ng pag-cut sa mga metal na plato na may iba't ibang kapal sa pamamagitan ng isang maayos na nakalapat na espasyo ng blade. Ang resulta nito ay ang paghiwa ng mga plato ayon sa inaasang sukat. Bilang isang uri ng makinarya ng pagkakakitaan, ang shearing machine ay pangunahing naglilingkod sa industriya ng pagproseso ng metal. Ang mga pangkalahatang klase ng shearing machine ay patungkol sa pedal (manual), mekanikal, hidraulikong swing, at hidraulikong brake models.
Madalas na ginagamit ang mga shearing machine para sa paghuhupa ng mga blanko na may tuwid na mga gilid. Dapat siguradong tugunan ng proseso ng shearing na makamit ang mga kinakailangang antas ng tuwid at parallelism ng mga hiniwang ibabaw ng sheet, habang pinipigil ang distorsyon ng sheet upang makuha ang mataas-kalidad na produkto.
Material
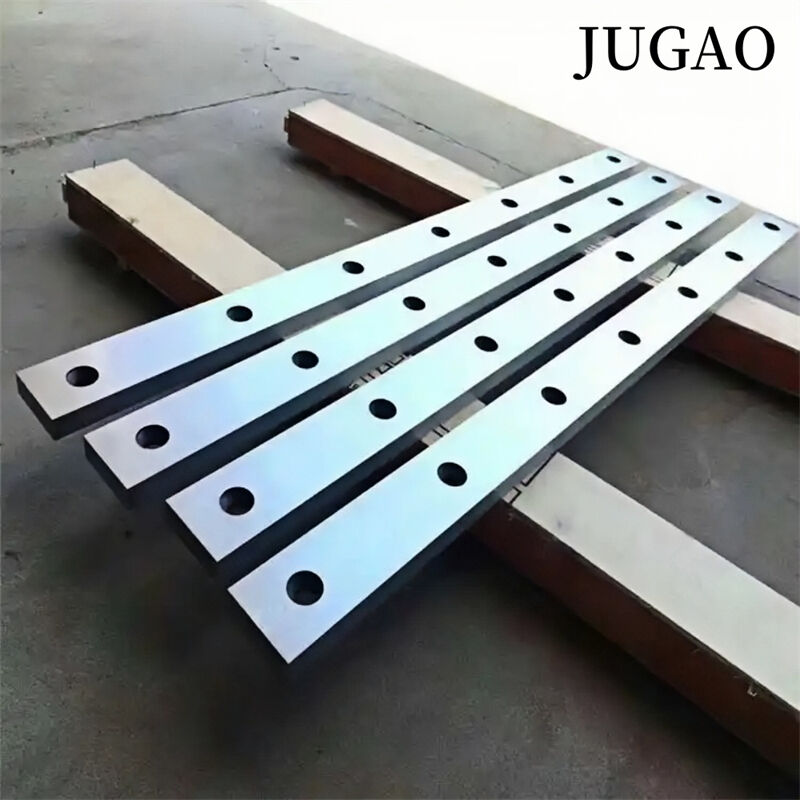
Ang pagsisisi ng mga materyales para sa shear blades ay kumakatawan sa tatlong pangunahing kategorya: carbon-bonded tool steel, low alloy tool steel, at alloy tool steel.
1. Carbon-bonded tool steel: Tipikal na ang carbon-bonded steel ay tumutukoy sa mga materyales tulad ng 65, 75 steel, T8, T10, at iba pa. Ang hardnes ng pamamahala sa init ng mga blade na gawa sa mga ito ay nakakataas sa HRC57-59 degrees, na nagiging sanay para sa pagproseso ng karaniwang low-carbon cold-rolled plates at pangkalahatang A3 plates. Ang katangian ng materyales na ito na mura at may magandang presyo ng produkto ay lalo nang nakakabuti kapag ginagamit sa recycling at paghuhupa ng mga basura.
2. Mababang-alipi na tungsten steel: Ang karaniwang ginagamit na mga materyales para sa mababang-alipi na tungsten steel blades ay 6Crw2sI, Cr5Mo1V, 9CrSi, at Cr12MoV. Nakakakuha ang pagproseso ng init ng mga ito ng katatagan na nasa saklaw ng HRC58-62 degrees, kaya't partikular nakop para sa pagsisipol ng stainless steel, hot-rolled plates, at medium hanggang malalim na plato.
3. Alipi tungsten steel: Ang mga materyales ng shear blade ng alipi tungsten steel ay binubuo ng 4Cr5MoSiV1 (H13K), 7Cr7Mo2V2Si9 (LD), W6Mo5Cr4V2 (6542), H13, at iba pa. Ginagamit ang mga blade na ito para sa hot-rolled na steel billets at para sa hot-cutting ng medium at thick na steel plates. Kinakatawan na may mataas na temperatura ang mga ito at mas kaunti ang panganib na anilong, kaya'y maaaring gamitin para sa proseso ng hot rolling at hot shearing sa mga steel mill.
Talagang mga instruksyon
1. Magpatubog ng maikling siklo ng pagnanakbo bago magpatakbo upang suriin ang normal na paggana at gawing maaaring sunduin ang mga pagsubok sa pagkutit. Siguraduhing nakakaalam nang mabuti ang operator sa pagganap ng kutsilyo ng hydraulic guillotine shearing machine.
2. Ayusin ang espasyo ng kutsilyo ayon sa kapaligiran ng plato habang nagpapatnubay. Ang pagtanggi sa pagayos ng katumbas na espasyo ng kutsilyo ay maaaring humantong sa pagbawas ng katatag ng kutsilyo.
3. I-activate ang switch ng presyon ng barometro habang nagpapatnubay at suriin ang lebel ng langis na presyo. Hindi dapat lampasan ang 20MPa ang presyo kapag pinapatnubay ang isang plato na may sukat na 12mm. Ang malayong presyon na regulador na valve No9 ay itinatakda sa fabrica sa 20-22MPa; kinakailangan sa mga gumagamit na sundin ang itinakdang ito at huwag lumampas sa limitasyon upang maiwasan ang pinsala sa makina.
4. Panatilihin ang balanse ng tunog ng operasyon. Kung marinig ang tunog mula sa kutsilyo ng hydraulic guillotine shearing machine, hinto ang operasyon at gawin ang inspeksyon.
5. Habang nagaganap ang operasyon ng hydraulic guillotine shear blade, siguraduhing mababa pa sa 60 degrees Celsius ang maximum na temperatura ng oil tank. Kung umabot ang temperatura sa limitasyong ito, dapat tigilin at ipahinga ang makina.

1.Siguraduhing maitatag at maayos ang mga damit para sa proteksyon, i-secure ang mga wrist cuff, at huwag buksan ang hem ng jacket. Huwag mag-iwan, burahin, o ilapag ang mga damit sa makina upang maiwasan ang pagkakasunog. Kinakailangan ang safety helmets, kasama na ang pagsisingit ng mga braids sa loob ng sombrero; hindi payagan ang mga skirt at slippers.
2. Dapat mabuti ang kaalaman ng mga operator ng makinaryang ito tungkol sa pangunahing estraktura, kabisa, at pamamaraan ng hydraulic guillotine shear blade.
3. Ipinatayo ang makinaryang ito para sa pagkutit ng iba't ibang uri ng plato ng bakal, tanso, aluminio, at mga materyales na hindi metalyiko, kasama ang kapasidad ng machine. Dapat libreng walang mga hard marks, welding slag, slag inclusions, at welds ang mga materyales, at hindi pinapayagan ang sobrang kalakihan.
4. Talagang patakaran sa paggamit ng mga blade ng hydraulic guillotine shearing machine:
A. Ayusin ang blade clearance upang tugma sa kalakihan ng materyales na icocut.
B. Baguhin ang profiling o fixture ayon sa lapad ng materyales na ipinapaloob sa pag-cut.
C. Isagawa 1-3 idle strokes bago magtrabaho ang makina; maaaring simulan ang trabahong pag-cut pagkatapos na normal na gumagana ang makina.
5. Kung nakitaan mo anumang anomaliya sa operasyon, agad na i-disconnect ang powersupply at gawin ang inspeksyon bago muling simulan.
6. Kapag sinasadya ang makinaryang ito, siguraduhing disconnected ang powersupply. Maging maingat sa kamay kapag sinusunod ang mga workpieces.
7. Panatilihin ang madalas na paglubog ng lahat ng mga bahagi ng makina. Dapat magdagdag ng lubrikanteng langis ang mga operator bawat paglipat ng turno, habang dapat mag-aplikasyon ng lubrikante sa mga bahagi ng rolling bearing ang mga mekaniko tuwing anim na buwan.


Pagpapanatili
Ang wastong pamamahala sa shear blade ay mahalaga upang mapanatili ang kanyang takdang buhay at siguruhin ang kagustuhan ng gumagamit. Ang shear blade, bilang isang uri ng forging machinery, ay pangunahing nagserbisyo sa industriya ng metal processing. Sumusunod ang mga proseso ng pamamahala para sa shear blade.
1. Sundin nang mabuti ang mga protokolo ng paggamit.
2. Bago magsimula ang bawat operasyon ng makina, aplikahan ang langis para sa lubrikasyon ayon sa lubrication chart. Siguraduhing maalis ang anumang dumi o residue sa langis.
3. Lagyan ng klinex ang mga shear blades regularyo, at ilapat ang anti-rust grease sa anumang parte na walang pintura.
4. Palitan at punan ng bagong lubrikanteng langis ang mga motor bearings regularyo, at suriin ang mga elektrikal na komponente upang siguruhing normal, ligtas, at handa ang operasyon.
5. I-inspekta nang regulado ang tribo ng kutsilyo ng shearing machine, hawak, nobe, at pindutan para sa pinsala. Kung nagpapakita ang kutsilyo ng malubhang pagkasira, palitan ito agad at ulat ang pangangailangan ng mga spare parts.
6. I-check at ayusin nang regulado ang mga switch, seguro, at hawak upang siguruhing mabuting operasyon.
7. Lagyan ng langis at ilinis ang makina 10 minuto bago ang dulo ng bawat araw ng trabaho.
8. I-strictly ipagbabawal ang operasyon ng hindi pinagana na mga tao, at siguruhing ihinto ang makina ng mga pinagana na indibidwal.
9. Pumili ng wastong shearing gap batay sa kapaligiran ng plato.
10. Siguraduhing walang mga imporya at hardeng bagay sa plato.
11. Huwag subukang mag-cut at mag-weld ng matandang plato.
12. Iwasan ang sobrang pag-cut ng mga matabang plato, at ayusin nang rutinyahan ang espasyo sa pagitan ng itaas at pababang kutsilyo.



Paggamit
Ginagamit ang mga blade ng CNC shearing machine na maliliit at katamtaman sa sukat sa hydraulic guillotine shearing machine, hydraulic pendulum shearing machine, mekanikal na shearing machine, pedal shearing machine, at iba pang mga uri ng pagproseso ng metal. Madalas silang ginagamit sa pamamaraan ng sheet metal, liham na industriya, elektrikal na aparato, metallurgy, instrumentation, paggawa ng barko, aviation, produkto ng stainless steel, konstruksyon ng mga estrukturang pabansang-bakal, at industriya ng dekorasyon. Ang kanilang aplikasyon ay umiiral sa maraming pangunahing larangan, kabilang ang metallurgy, pagsasaagi, papel, pamprinta, kardbord, hardin at kahoy, goma at plastiko, pagkain, elektronikong material, paggawa ng barko, konstruksyon at reporma, pamamahayng kotse, at mekanikal na kagamitan.
Tungkol kay Gary Olson
Bilang isang mabibintang na may-akda at editor para sa JUGAO CNC, ginagawa ko ang aking pinakamainam na magbigay ng makabuluhang at praktikal na nilalaman na ipinaparami para sa industriya ng metalworking. May mga taon ng karanasan sa pagsusulat ng teknikal, inaasahang makakapagbigay ako ng malalim na artikulo at tutoriyal na tumutulong sa mga manunufacture, engineer, at propesyonal upang manatiling naupdated tungkol sa pinakabagong pag-unlad sa pamamalakad ng sheet metal, kabilang ang CNC press brakes, hydraulic presses, shearing machines, at marami pa.

