















































- Översikt
- Fråga
- Relaterade produkter

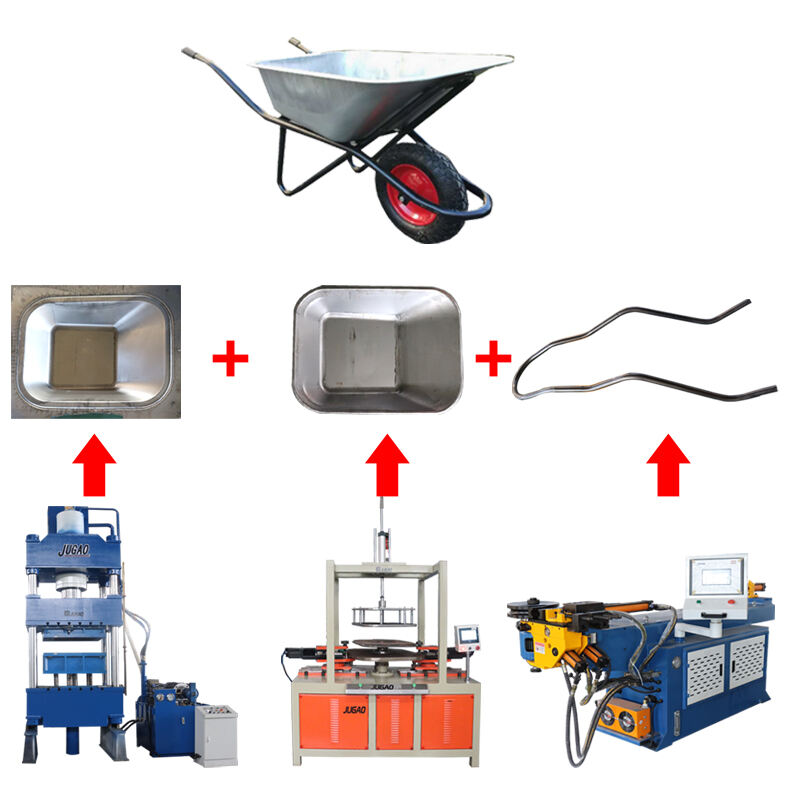
En handvagn är ett särskilt transporteringsföremål för att transportera byggavfall, jord, sten etc., och används vanligtvis i stadsbyggnad och vägbyggnad. Produktionen av handvagnshinken omfattar: sträckning, utslagning, formning, krökning etc. Hinkkroppen kan formas genom pressning och sträckning. Huvudekvipemanget för denna process är en sträckningshydraulisk tryckprenss, krökmaskin och rörbuktningmaskin. Först kommer formningsdelen, som är relaterad till den ursprungliga formen av handvagnen. Genom att använda en råstålplatta med tjockleken 1,0 mm, med hjälp av samverkan mellan hydrauliska pressen och formmaterialet, sträcks råstålplatten för att få den ungefärliga formen av handvagnen. Nästa steg är beslagningen. Handvagnen har en stor bredd runt omkring efter formning, och det överflödiga behöver skäras bort noggrant. Nästa steg är krökningssteget. Krökningsmaskinen används för att kröka handvagnen runt för att göra dess kanter rundare. På detta sätt kan handvagnen placeras mer stadigt på ramen. Sista steget är produktionen av ramen. Hydrauliska rörkrökningsmaskinen kan effektivt slutföra produktionen av ramen. Om du väljer en fullständigt automatisk rörkrökningsmaskin blir produktionsprocessen lättare och bekvämare.
1.Formandelen av trädyn——Hydraulisk formpress

Trädyns specialproducerande utrustning för hydraulisk press använder en fyrsäulenstruktur, hydraulsystemet använder en kartuschkvast, elsystemet använder PLC-automatick kontroll och har funktioner för stegvis framsteg och semifautomatik. Ströken, trycket och hastigheten för varje operativ komponent är självjusterbara inom viss omfattning för att uppfylla behoven av metallproduktsformade delar. Den är utrustad med en speciell form för att sträcka trädyn, och sträckningsformningen utförs på en gång, vilket betydligt förbättrar både mängden och kvaliteten på produktionen.
Den hydrauliska pressen för sträckningsdyn (med sträckningsform) är en vanlig hydraulisk utrustning. Dess struktur omfattar huvudsakligen följande komponenter:
1) Övre bjälken: Den övre bjälken är den övre stödstrukturen av den sträcks fjärkolumnhydrauliska tryckmaskinen, vanligtvis svetsad av högkrafts stålplåtar. En hydraulisk cylinder är monterad ovanför den övre bjälken och hydrauliska trycket som tillhandahålls av hydraulsystemet driver den att röra sig upp och ner.

2) Nedre bas: Den nedre basen är den nedersta stödstrukturen av fjärkolumnhydrauliska tryckmaskinen, vanligtvis svetsad av stålplåtar med tillräcklig styvhet och stabilitet. Den nedre basen är utrustad med bultshål för fästning i marken för att stabilisera tryckmaskinen.

3) Hydraulisk cylinder och piston: Hydrauliska cylindern är en av de kärnkomponenterna i hydrauliska hjulbårpressen (med en sträcks formverktyg), vanligtvis installerad mellan den övre bjälken och den nedre basen. Hydrauliska cylindern inkluderar en cylinderhölje och en piston. Hydrauliska trycket genereras av pistonen och driver rörelsen hos den övre bjälken.

4) Hydrauliksystem: Hydrauliksystemet är kraftkällan för den fyrskolade hydraulpressen, inklusive hydraulpumpar, hydraulventiler, oljepipeliner och styresystem, mm. Hydrauliksystemet har ansvaret för att tillhandahålla hydraulisk tryck, kontrollera rörelsen hos hydraulcylindern och reglera trycket.

5) Arbetsyta: Arbetsytan är en plattform på sträckhydraulpressen (med sträckformverktyg) där arbetsstycken placeras. Arbetsytan kan vara fäst eller rörlig för att anpassa sig efter arbetsstycken av olika former och storlekar, och sträckkraften tillämpas genom hydraulpressens rörelse.
6) Säkerhets skyddsinriktning: För att säkra operatörens säkerhet är sträckfyrskolad hydraulpress vanligtvis utrustad med olika säkerhets skydds enheter, såsom nödstoppknappar, skyddslock, säkerhets sensorer, mm., för att undvika olyckor.

De huvudsakliga egenskaperna hos formverket för barrow är att den övre formen använder en konvex form som liknar den inre kaviten i barrow, och kanten och den nedre formen använder kant- och konkava former som liknar den yttre kanten på barrowns öppning. Den har fördelarna att vara snabbt formad, utan svetsningar, utan sömmar, utan vattenutsläpp och stark och hållbar.
Formverket för barrow-hjul består av följande huvudsakliga delar:
1) Övre form: Övre formen är den del av formen som motsvarar den nedre formen. Den placeras vanligtvis ovanför barrow och används för att tillämpa tryck och sträcka. Formen och storleken på den övre formen är konsekventa med den önskade formen på barrowns hink.
2) Nedre formverk: Det nedre formverket är den del av formverket som motsvarar det övre formverket. Det finns vanligtvis under rullningshinken, ger stöd till rullningshinken och utför sträckoperationen genom att röra sig upp och ner. Formen och storleken på det nedre formverket är konsekventa med den önskade rullningshinkformen.
3) Sträckmekanism: Det sträckande formverket är vanligtvis utrustat med en speciell sträckmekanism för att kontrollera rörelsen mellan det övre och det nedre formverket och applicera sträckkraft för att ändra formen på rullningshinken. Sträckmekanismen kan implementeras med hjälp av hydraulik, pneumatik eller mekaniska metoder.
4) Biståndsdelar: Utöver det övre formverket, det nedre formverket och sträckmekanismen kan rullningshinkens sträckformverk också vara utrustat med andra biståndsdelar, såsom fixeringsjärn, ledningskomponenter, styrsystem etc., för att förbättra stabiliteten hos formverket och operationens noggrannhet.

Prestandafördelar av specialproducerat utrustningshjulbärareformande hydraulisk tryckpren:
(1) Den använder en fyrsäulen guidestruktur med hög guideprecision och stark motståndskraft mot sidovetenskap.
(2) Enkel struktur, ekonomisk och praktisk. Tillverkad av 45# integral cast stål, har den goda styvhet, fasthet, hållbarhet och hög precision.
(3) Huvudcylindern på hjulbärareformande hydrauliska tryckpren är tillverkad av legerat kaststål och noggrant polerad, vilket garanterar hög pålitlighet under högtryck.
(4) En CNC-system kan läggas till. Under sträckprocessen ändras huvudcylindern och blankholderkraft inom det nominella området tillsammans med plattormen (valfritt).
(5) Hydrauliska tryckprenet har funktionerna att snabbt arbeta framåt och långsamt form profilerar, vilket förbättrar produktions-effektiviteten och formverkets livslängd.
(6) Den kan justeras enligt processkraven inom det specificerade området: två formningsprocesser av konstant tryck och fix sträcka, enkelt att använda.
Underhåll av speciell produktionseffektiv utrustning för hjulbärare: hydraulisk tryckformningspress
1) Det rekommenderas att använda 32# och 46# motvärjande hydraulolja som arbetsolja, och oljans temperatur bör hållas inom intervallet 15~60 grader Celsius.
2) Oljan får endast läggas till i oljetanken efter strikt filtrering.
3) Arbetsoljan byts ut en gång om året, och den första utbytetiden bör inte överstiga tre månader.
4) Glidaren bör ofta fyllas med smörjolja, kolonnens exponerade yta bör hållas ren hela tiden, och smörjolja bör sprutas på innan varje arbete.
5) Tryckmätaren bör kalibreras och kontrolleras var六个月.
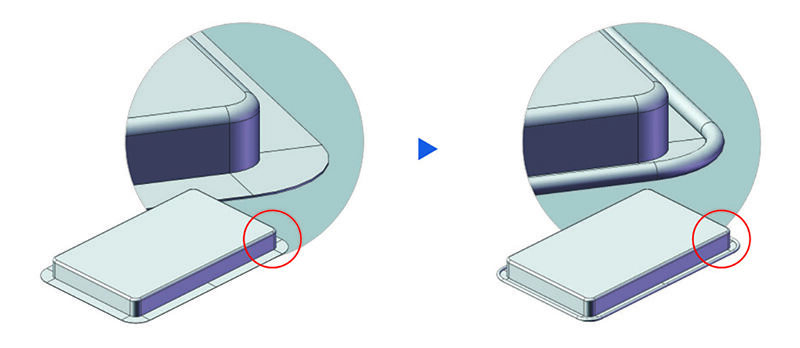
2. Hjulbärarfläkningsprocess — Profilskärning och krökningssmaskin

Produktegenskaper
1) Lämplig för beskärning och krökning av stora rundade produkter
2) Utökad arbetsstation, lämplig för en bred räcka produkter
3) Lämplig för en mängd olika material som aluminium, järn, koppar etc., med stark tillämpbarhet
Produktparameter:
Ingångsspanning: 380V
Totalt effekt: 4,5 kW
Transmissionsläge: gas-vätskeblandning
Lämplig tjocklek av arbetsytan: 0,4-1,0mm
Lämplig höjd av arbetsytan: 30-300mm
Diameteromfattning av arbetsytan: 200-700mm
Utrustningsfunktion: profileringsarbete, beskärning, krökning

3. Ramproduktion——Hydraulisk rörböjmaskin

Egenskaper hos hydraulisk rörböjmaskin
1) Automatisk identifiering av maskins/arbetsytes dynamiska egenskaper → snabbt och bra bearbetning
2) Hög hastighet enskalledd hydraulisk rörböjmaskin, med mikrodatorkontroll, flera programuppsättningar, multi-vinkelinställningar, vilket gör drift enkel och bekväm.
3) Kinesiska och engelska undertexter, mänsklig-datorinteraktion, manuellt, halvcykelt, fullcykelt driftsläge kan väljas fritt.
4) Högpresterande importerade hydrauliska ventil och elektronikkomponenter används.
5) Utrustad med ett större kylsystem för effektiv kontroll av arbets temperatur.
6) Helgen har egenskaperna enkelhantering, stabil prestanda, hög arbets-effektivitet och hög säkerhetsfaktor. Det är en idealisk utrustning för rörbearbetningsindustrin.
7)Manuellt och semi-automatiskt driftsläge kan väljas fritt, och den mobil fotbrytaren har både start och nödstoppfunktioner.

Varje länk i denna avancerade produktionslinje är noggrant utformad för att skapa högkvalitativa hjulbärare.

