















































T15 Böjmaskin operativ manual
Kapitel 1 Översikt
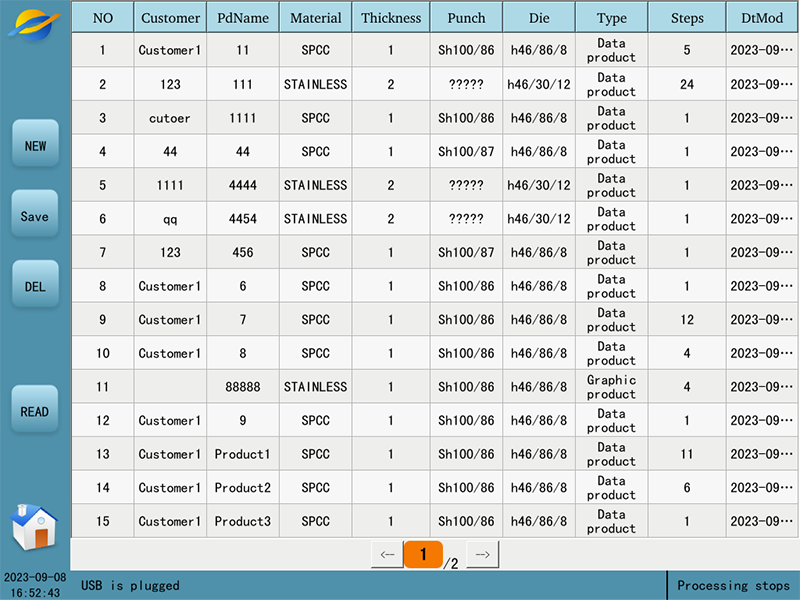
1.1 Huvudgränssnitt
När systemets start och uppstart är klar, går man in på huvudsidan, som visas i figuren .

1. Till vänster finns funktionsfältet, inklusive vänster och höger knapp  energinivå inloggningsknappen
energinivå inloggningsknappen  , statusvisningsknappen
, statusvisningsknappen  , menyn
, menyn  och visningen av systemets datum och tid.
och visningen av systemets datum och tid.
2. Klicka på inloggningsnivån och ange ditt användarnamn och lösenord innan du går in på hög nivå och kan se mer av sidan.
3.Menyfält: Detta system är indelat i 6 menyer enligt de huvudsakliga funktionerna, varav:

Produktbibliotek: produkter kan skapas, lagras, läsas och raderas.
Produktionsregister: inställning av produktionsmål och hållning av produktionsregister.
Verktygsinställning: Gå in på verktygsinställningsgränssnittet för att justera maximalt öppningsvärde efter formbyte.
Manuell axeljustering: På den här skärmen kan du utföra manuella åtgärder på enskilda axlar.
Maskinparametrar: maskinkonfiguration, maskintillstånd och justeringsparametrar.
Systeminställningar: systemtid, databackup och återställning, alarmregister, nivåinställningar etc.
Kapitel 2 Produktbibliotek
1. Klicka på knappen "Ny" för att automatiskt hoppa till "Bearbetning"-skärmen där du kan redigera tomma produktsteg.
2. Klicka på knappen "Spara", ange kundens namn och produktnamnet i popup-fönstret, och produktinformationen på skärmen "Bearbetning" sparas till produktbiblioteket.
3. Välj en produkt och klicka på knappen "Ta bort", produkten tas bort från produktbiblioteket.
4. Välj en produkt, klicka på knappen "Läs" och produkten läses in på skärmen "Bearbetning".
Kapitel 3 Fri bryt arbetsstegsredigerare


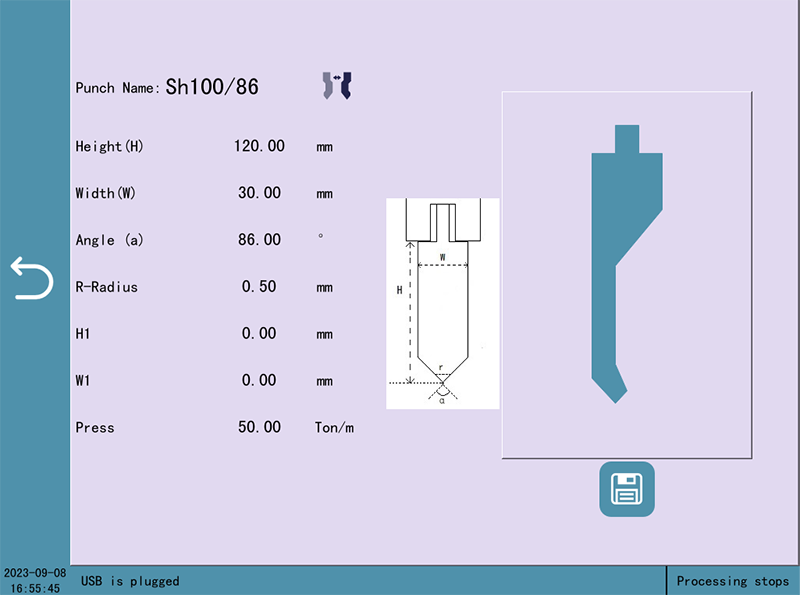
Punch: Klicka på Punch-namnet för att gå in i Punch-biblioteket för att välja en form. Användare kan skapa, redigera, ta bort och läsa former i Punch-biblioteket, se "Kapitel 4 Formbibliotek" för mer information.
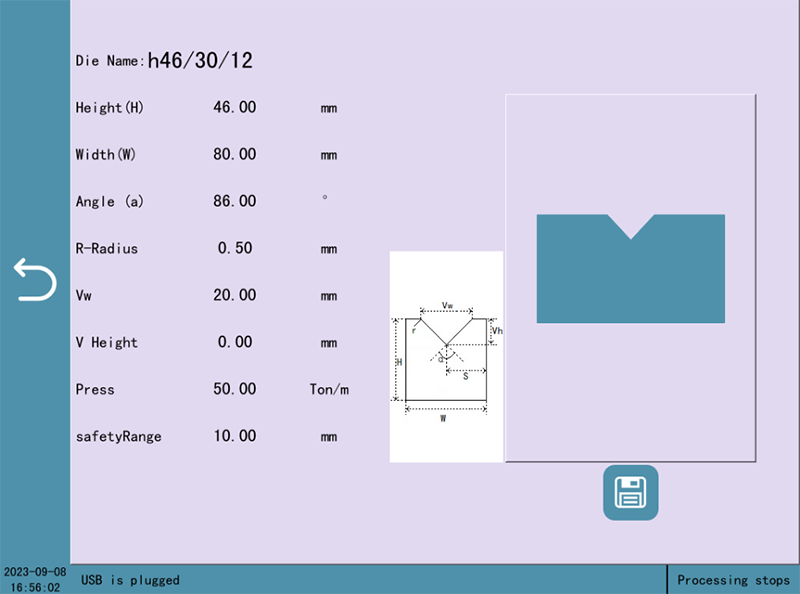
Die: Samma som "Punch". Formparametrarna som ställs in här är systemets standardform.
Material: Klicka på materialnamnet för att välja det bearbetade materialet från materialbiblioteket.
Plattjocklek: Redigera materialtjockleken.
Vinkelbrytning: klicka 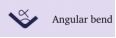 kan välja "vinkelböjning", "positionsböjning", "platt böjning", "bottenböjning" sätt. Ryggen enligt den olika böjnigsmetoden för att ange den motsvarande vinkeln eller positionen.
kan välja "vinkelböjning", "positionsböjning", "platt böjning", "bottenböjning" sätt. Ryggen enligt den olika böjnigsmetoden för att ange den motsvarande vinkeln eller positionen. 
Blockering: Klicka på för att välja blockering eller palettisering.
Yttre Dimension: Klicka  för att välja "Yttre Dimension", "Inre Dimension", "x-axel position".
för att välja "Yttre Dimension", "Inre Dimension", "x-axel position".
R-axel: Ange positionen för R-axeln.
Flection: Ange positionen för flexionen.
Z-axel: Ange positionen för Z-axelns mittelpunkt, eftersom beräkningen av Z1, Z2 position; X-axel: Positionen där ryggstödet rör sig horisontellt i den vertikala formriktningen.
Klicka på antalet arbetssteg för att visa fyra knappar för justering av arbetsstegen, de är:

Infoga: infoga en tom rad arbetssteg ovanför det aktuella arbetssteget.
Ta bort: ta bort det aktuella arbetssteget, följande arbetssteg flyttas automatiskt upp en rad.
Uppskiftning: byt positionen på det aktuella arbetssteget med det föregående arbetssteget.
Nedskiftning: byt positionen på det aktuella arbetssteget med det nästa arbetssteget.
3.1 detaljerad referens
Bearbetning av höger sidan av de detaljerade parametrarna, det finns också en vänster sida av lägesvalskapitlet i detalj.
Välj bödningsmetod:
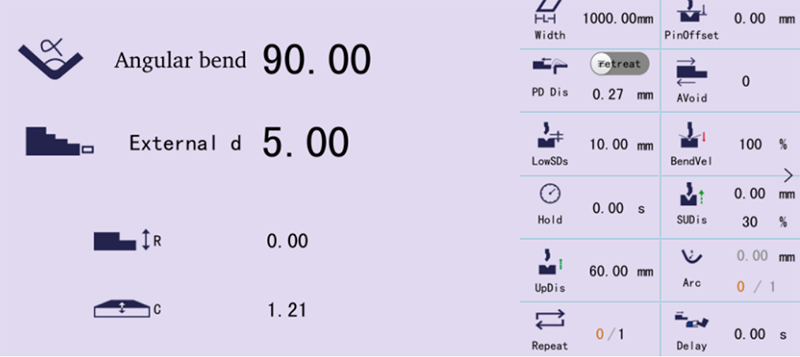
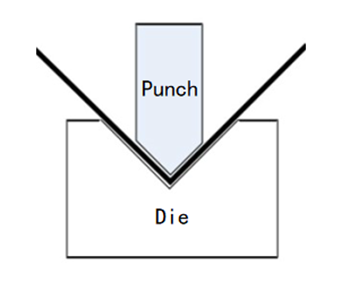
Fri böjning: Bladet böjs till den inställda vinkeln genom att släppa Punchen ner till önskad djupgrad, som visas i figuren. Systemet beräknar den krävda Y-axelpositionen för att få den inställda vinkeln. Fri böjning kräver att Punchens vinkel ska vara mindre än eller lika med Diewinkeln, och att målvinkeln ska vara större än både den övre och Dievinkeln.
Figur 3-4 Fri böjning
Tryckbottenböjning: Punchen kommer att böjas ner till botten av Dien för att få den nödvändiga böjningsvinkeln, som visas i figuren. Y-axelpositionen är positionen av Dibotten minus plattjockleken, vilket kan korrigeras av korrektionsvärdet.
Utfjättring av böjning: plattan böjs till en skarp vinkel efter den föregående böjningen, med hjälp av utfjättringsslaget slås den skarpa vinkeln på plattan ut och plattan vikas, som visas i figur 3-6 är Y-axelns position för tryckplattans punkts position minus plattjockleken, vilket kan korrigeras med korrektionsvärdet.
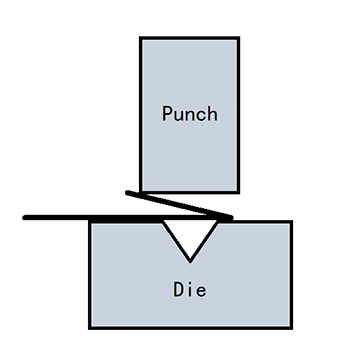
Tryck utfjättring: liknande tryckflättringsböjning, Y-axelns position är för tryckplattans punkts position, vilket kan korrigeras med korrektionsvärdet.
Dimensioner: inre dimensioner, yttre dimensioner. Som visas i figuren.
Avståndet från stoppen ända till insidan av bläcket vid böjningen, kallat inre dimension.
Avståndet från stoppen ända till yttre sidan av bläcket vid böjningen, kallat yttre dimension.
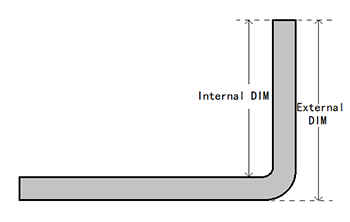
Målvärdet för X-axeln beräknas annorlunda för de inre och yttre dimensionerna eftersom den inre sidan kontraherar och den yttre sidan sträcks när plåtmetallen böjs. Målvärdet för X-axeln är större än den inre dimensionen och mindre än den yttre dimensionen.
Bakre blockermaterial: blockering och hållning av material. När X-axelns avstånd är kort, välj blockeringsläget. När X-axeln är lång, på grund av plåtmaterialets tyngd som orsakar en nedåtgående lutning, kan du välja lagerläge, där plåtmaterialet placeras på
blockeringsfingret framåt för att hålla. När du använder lagerläget beräknar systemet automatiskt målvärdena för X-axeln och R-axeln i lagerläget.
Tillbakaavstånd: Det relativa avståndet som X-axeln behöver gå tillbaka för att undvika när skjuten sjunker ner till klampningspunkten.
Klampningspunkt: Positionen där skjuten precis trycker mot plåtet.
Plåtbredd: Bredden på plåtet längs med formens längd.
Upprepa: Antalet gånger den aktuella arbetsstegen behöver upprepas.
Stegbytet signal: När du klickar för att växla till "använd", efter att Y-axeln har slutfört sin återresa, måste du trycka på nedtråpet en gång innan backstopet börjar flyttas till den inställda positionen för nästa steg.
Fördröjning vid stegbyte: tiden som förlängs innan man växlar till nästa arbetssteg.
Långsam distans: Avståndet mellan hastighetsändringspunkten och plattformspunkten. Om den aktuella arbetsstegens långsamma distans är 0, används "standardlångsamma distansen". Om även standardlångsamma hastighetsdistansen är 0, används systemets standardslöa hastighetsdistans.
Hålltid: Hålltiden efter böjningens slut. Standardhålltiden används när hålltiden för den aktuella arbetsstegen är 0.
Kapitel 4 Moldsamling
4.1 Punschsamling
På skärmen "Bearbetning", klicka på Punch-namnet för att komma in i puncheskärmen, som visas i figuren.
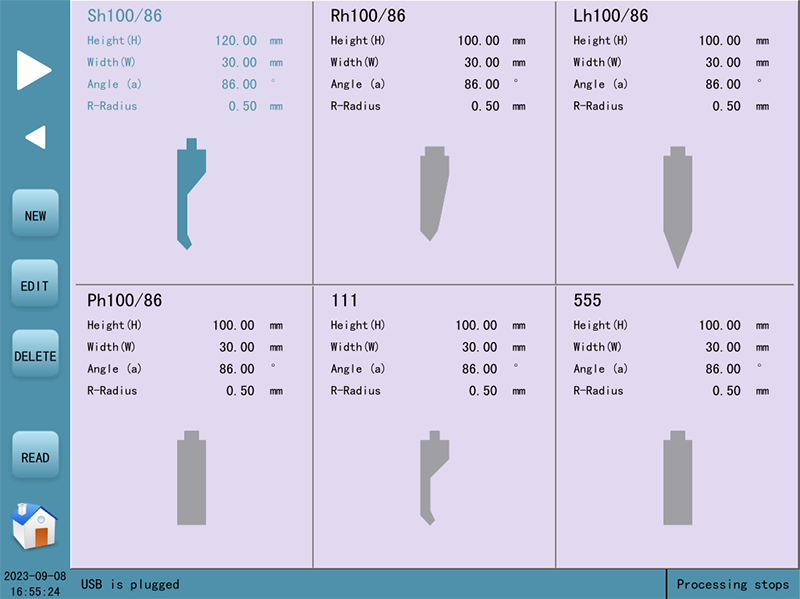
Top Model-biblioteket visar listan över de toppmodeller som är sparade i systemet, vilka kan vändas med den vänstra pilen.
Klicka på menyfliksknappen.
Ny: Klicka "Ny" för att få upp olika typer av nya Punchar; gå in i redigeringsgränssnittet som visas i figuren.
Redigera: Klicka "Redigera" för att ändra en parameter för den aktuella Punchen.
Ta bort: Välj en Punch och klicka "Ta bort" för att radera Punchen.
Läs: Välj en Punch och klicka "Läs" för att läsa den valda Punchen in i den aktuella applikationen.
4.2 Matrisbibliotek
Kapitel 5 System
5.1 Fel sökning vid varningar
| Serienummer | Varningsbeskrivning | Alarmkontroll |
| Err1 | Motoren är inte på | Klicka på START-knappen eller motorknappen för att slå på motorn |
| Err2 | Närmar sig gränsen | Gå in i enskilt-stegsskärmen, röra dig i motsatt riktning genom smygsteg och lämna gränsskyddet |
| Err3 | Båda ändarna producerar gränser | Kontrollera om gränsskyddet är skadat eller om det finns en öppen krets i linjen |
| samtidigt | ||
| Err4 | Felaktigt axelmål | Kontrollera om målpositionen är inställd för att kontrollera övre och undre gränsvärden |
| positionsinställning | ||
| Err5 | Ingen giltig linje hittades | Det finns ett fel i parametervärdet för den aktuella arbetsstegen |
| Err7 | Innan åtgärd, | Gå in på statusskärmen, klicka på sökknappen och vänta tills sökningen är klar. |
| sök efter | ||
| hänvisning | ||
| Err14 | Y-axelns lutning | Gå in i enskilt-stegsskärmen och justera hjulet stegvis eller med handkurbeln för att nivåut slidern. |
| Err16 | Nödstopp | Släpp emergency stop-knappen |
| knappen trycks ned | ||
| Err17 | Nödresning | Släpp nödresningsknappen |
| knappen trycks ned | ||
| Err21 | Felaktig inställning av | Risk för kollision med backstop-material, kontrollera inställningsparametrar |
| backstop-position | ||
| Err30 | IO-kort | Koppla om kommunikationskabeln mellan PLC och IO |
| kommunikation offline | ||
| Err34 | Närmande till den mjuka | Gå in på den enstegs-skärmen, flytta i motsatt riktning mot rörelsen |
| gräns | ||
| Err38 | Säkerhetsövervakning | Kontrollera motorer efter varningar |

