Huvudstrukturen av Pressbågen
1. Introduktion till mekanisk struktur
Hydrauliska böjmaskinen består huvudsakligen av en bänk, en schav, en bakmätare, ett hydrauliskt system, en form, en stödrack, en säkerhets skyddsanordning, ett elektriskt system etc.

2. Mekanisk anslutning
(1) Den övre skjuten är ansluten till pistonstiftet i de två cylindrassembléerna och stöds på vänstra och högra väggpanelerna genom cylinderns bottenplatta. Det finns vänstra och högra ledarräcken för att ge guidance för skjuten att röra sig upp och ner. Det finns en sfärisk pad vid anslutningen mellan pistonstiftet och skjuten för att säkerställa att kraften på bjälken är rimligt fördelad och att pistonstiftet är i god justering.

(2) Enligt de olika former av maskinen har böjningsmaskinen som produceras enligt kundkraven två former av den nedre bjälken (arbetsbänk). Den ena är en enskild-bjälktyp som fästs med skruvar; den andra är en tre-bjälktyp med en kompensationscylinder. Justerbara paddar finns på båda sidorna för att korrigera paddarna och kroppens anpassningsyta, och justeringsnoggrannheten kan regleras.
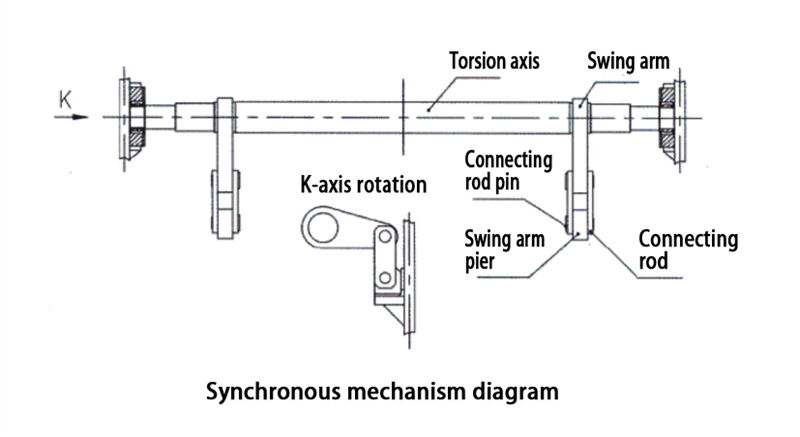
(3) För att säkerställa synkron drift av de vänstra och högra cylinderna använder maskinen en synkront vridningsaxel svängarm och kopplingsspjälk.

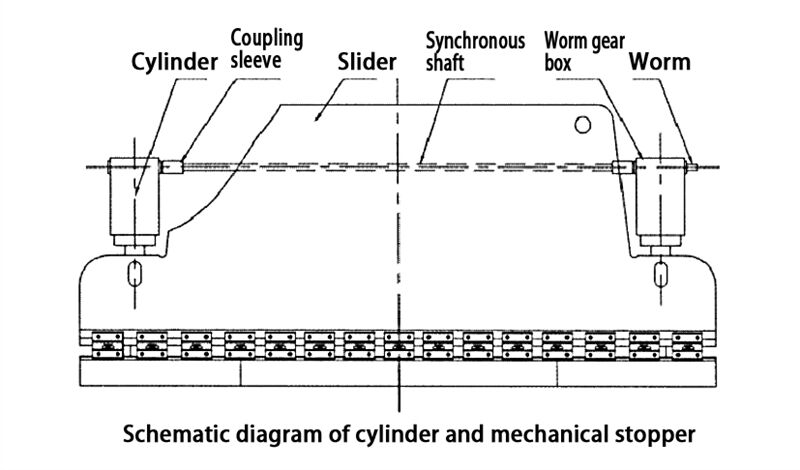
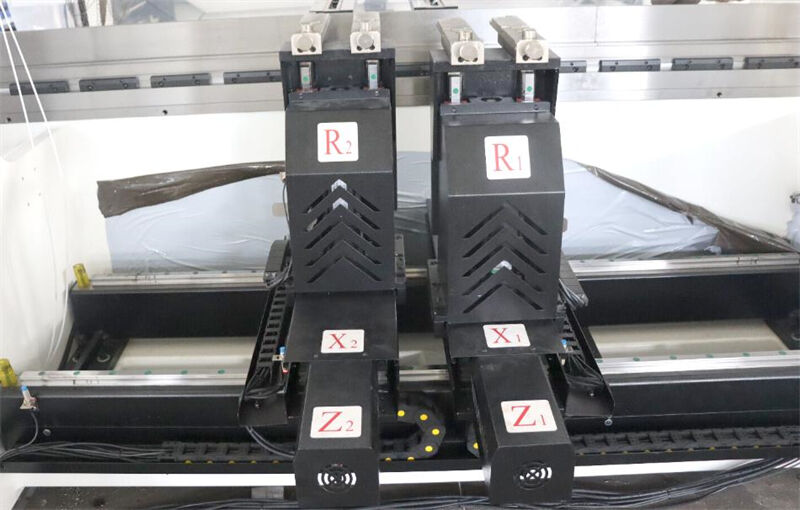
3. Sldare delen
Sldaredelen består av en sldare, en cylinder och en mekanisk stopp finjusteringsstruktur. De vänstra och högra cylinderna är fästa på ramen, och pistonen (stjärten) driver sldaren upp och ner genom hydraulisk tryck.

Den mekaniska stopparen placeras inuti de två cylinderna, med en kompakt struktur och synkron justering på båda sidorna. Schematiskt diagram ser som följer. När skjuten (över) inte är lika till vänster och höger, stoppa skjuten vid övre dödpunkten, ta bort positionsspiken på kupplningsärmarna, vänd maskvarmen antingen på vänstra eller högra sida av maskvaruinkastet på vänstra och högra cylinderna (framåt eller bakåt), och tryck sedan ner skjuten till nedre dödpunkten, mät och justera (upprepa ovanstående operation) tills skjuten (övre form) är lika till vänster och höger, och installera slutligen och positionera den på kupplningsärmarna.
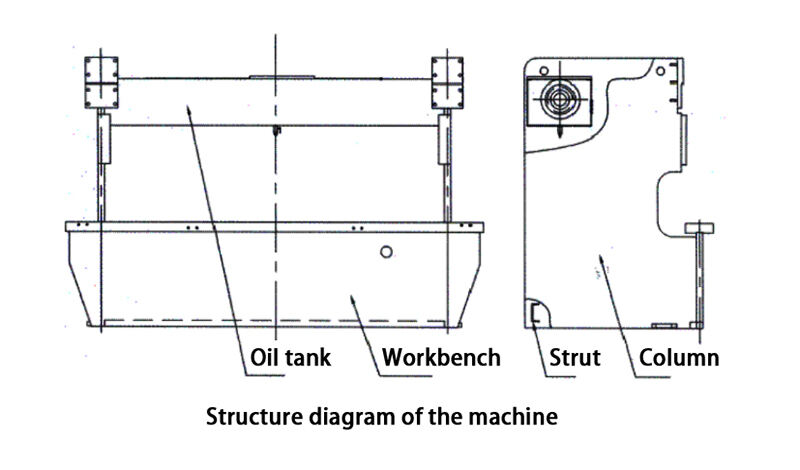
4. Ram
Ramen svetsas samman till en hel ram av vänstra och högra kolumner, oljetanks och stötdämpare, och arbetsbänken fästes till den nedre delen av vänstra och högra kolumner.

5. Synkronmekanism
Den mekaniska tvungna synkronmekanismen, som består av en vridningsaxel och en svängarm, har en enkel struktur, stabil prestation och hög synkroniseringsnoggrannhet.

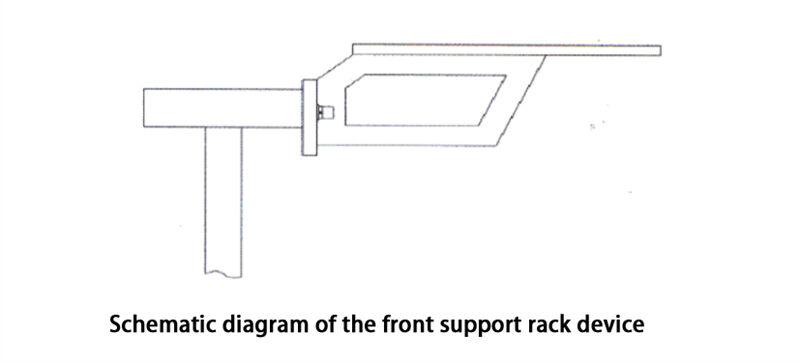
6. Förstöds enhet
Förstöds enheten används för att stödja och hålla det arbetsstycket.
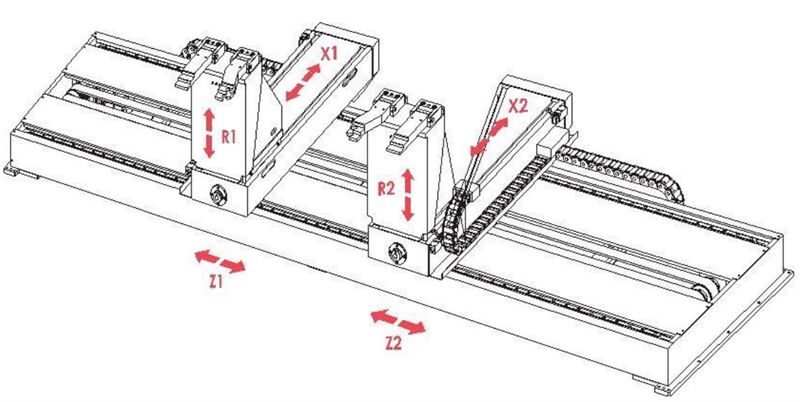
7. Bakmått
Bakmåttet är en värdefull komponent i maskinen och spelar en viktig roll i den faktiska böjningsarbetet. Följande är några beskrivningar av bakmåttet: Det styrs av knappen på operatörspanelen för att göra motorn att driva bakmåttets ram att röra sig framåt och bakåt.

8. Pressbromsdöd
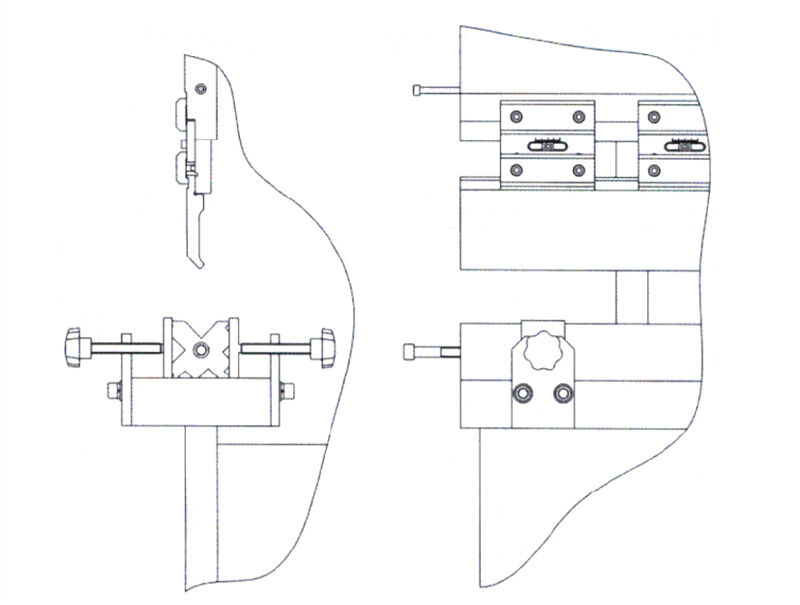
(1) Den övre formen monteras på sliden och fästes med en kopplingsplatta och en tryckplatta. Den övre formen är utrustad med en finjusteringsmekanism, som rör sig vänster och höger snett och används för den vertikala och horisontella kompensationens finjustering av den övre formen för att säkerställa noggrannheten hos böjningsarbetet.
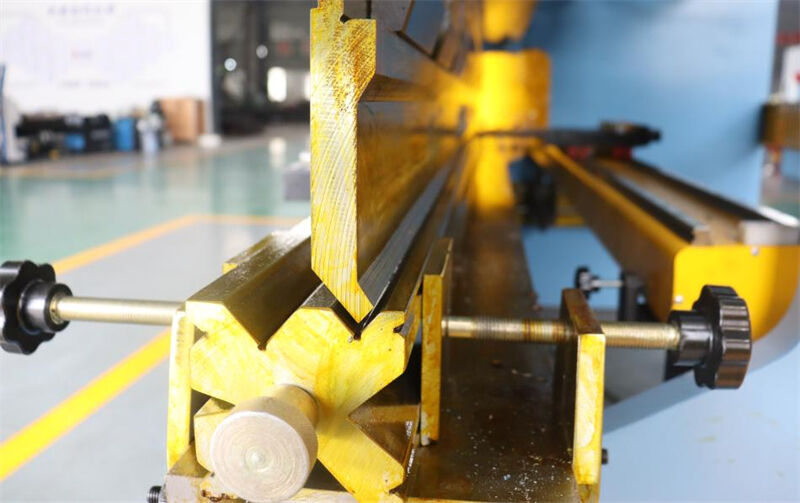
Den nedre formen monteras på arbetsbänken. Roterande handtag kan skjuta den nedre formen framåt och bakåt för att justera centrum av den övre forms blad.

(2) Forminstallation
a. Installation och avmontage av formerna ska utföras av tränade och behöriga professionella och strikt följa kraven i de elektriska specifikationerna.
b. Justera skjutaren till den rätta övre döda centrumpositionen enligt den valda formhöjden.
c. När du installerar formen ska oljepumpen stängas av och maskinverktyget får inte startas.
d. Ta bort föreningar, burkar och fläsk från formen och forminstallationsytan.
e. Installera först den övre formen och sedan den nedre formen.
f. När formen är installerad, se till att fästa skruvarna ordentligt.
e. När maskinen är installerad, starta oljepumpen för att flytta schavotten nedåt och håll den på den nödvändiga lämpliga positionen. Kontrollera om övre och undre formerna är justerade, det vill säga om de båda sidorna av den övre formen har lika stora luckor i V-gropen. Om inte, justera den undre formen och fäst den undre formen för att återställa maskinen till övre dödcentret. (Obs: Håll luckan mellan övre och undre former större än plattjockningen som ska vikas.)
justera den lutande wedjan så att bottenytan av det övre formverket kan justeras för att få minsta möjliga böjningsvinkelavvikelse över hela böjningslängden. För att få en god böjningseffekt kan den lutande wedjan justeras om enligt de faktiska böjningsresultaten av provstycket. Om den faktiska böjningsvinkeln vid detta tillfälle är för stor under justeringen bör bottenytan av formen vid detta ställe justeras nedåt, det vill säga, lösna spikarna och flytta wedjan åt vänster. Efter justering ska skruven spännas fast igen. Annars justeras bottenytan på formen uppåt, det vill säga, flytta wedjan åt höger.

(3) Saker att tänka på när man använder formen:
a. Kontrollera formens fästskruvar regelbundet
b. Var försiktig när du byter form och placera formen försiktigt på formställaren bredvid maskinen för att undvika skada.
c. Varje form har sin maximala lastförmåga, och det är inte tillåtet att böja över belastningen.
d. När inte i bruk under en lång tid eller stannat, bör den övre formen sänkas ner i V-groven av den nedre formen, i kontakt med den nedre formen eller på en platt platta.
e. När formen inte används, för att skydda formbladet kan formen placeras på en träplatta eller gummihud, och formytan kan smörjas.
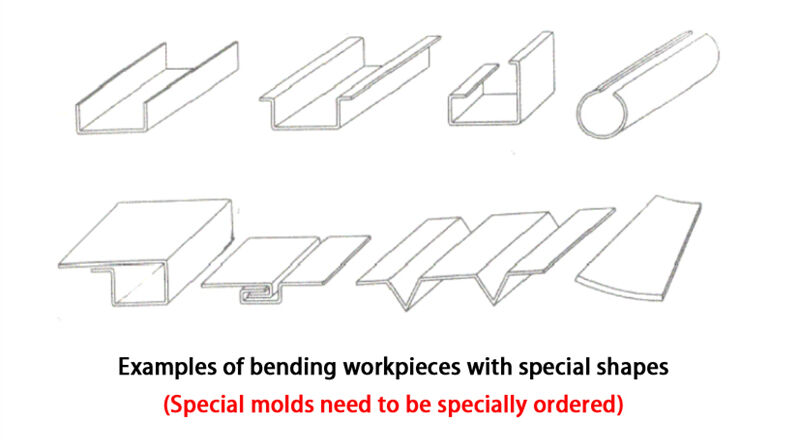
(4) Följande arbetsstycken kan vikas