Hur man justerar CNC-hydrauliska bögningsverktyg. Punch och nedre formdel. Hela verktygen.

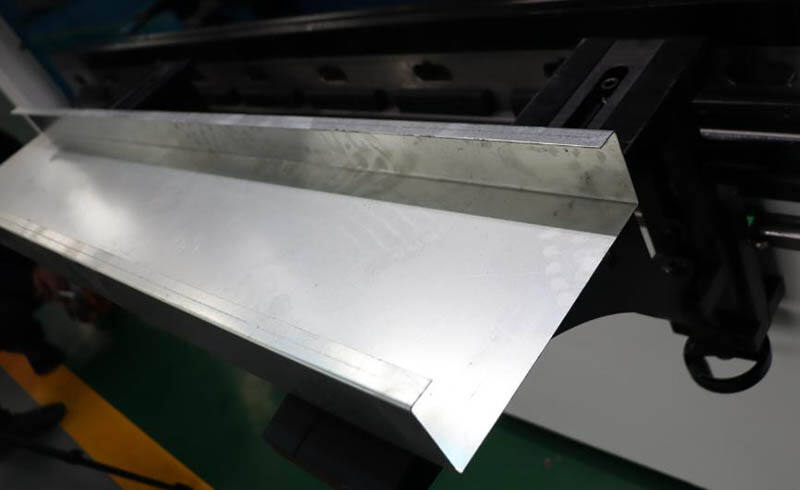
CNC-hydrauliska pressbromsskjutet består av många delar, så extra uppmärksamhet bör ägnas under installationen. När det är klart bör det felsökas upprepade gånger. Maskinen har specialpunch och blad för böjning av produkter i olika former. Övre skiva och punch kan vara i avsnitt eller små delar. Och nedre död och verktyg kan också vara i små delar och avsnitt. Nedre verktyg kan ha bottenstöd för justering. Vanligtvis kommer vi att slutföra installationen och justeringen av pressbromsskjutet i fem steg.
1. Justering av maskinen. Innan installationen ska presteras bör maskinens funktion justeras först. Denna process bör genomföras tålmodigt och noggrant. Kontrollera om maskinen har damm, använda järnfiléer etc., och utför nödvändig rengöring för att minska problem på senare etapper.

2. Justering av skjutarens sträcka. Se till att kontrollera tjockleken på pressbromsskivan och om förhållandet mellan övre och nedre moduler är normalt. Under normala omständigheter bör modulen kontrolleras vid växelpunkten för sträcklinjen. Detta måste tas hänsyn till.

3. Justering av sträckmodulen, dvs justering av den övre begränsningspositionen för modulen. När modulen är överallt ska växeln ställas in och en stoppposition för skjutaren ska reserveras. Samtidigt bör decelerationsmodulen genomföras när man sjunker, för att bättre skydda maskinen och pressbromsskivan.

4. Justeringen av luckan handlar främst om att mäta avståndet mellan de övre och undre modulerna. Den specifika luckeställningen ska avgöras enligt plattan som ska vikas.

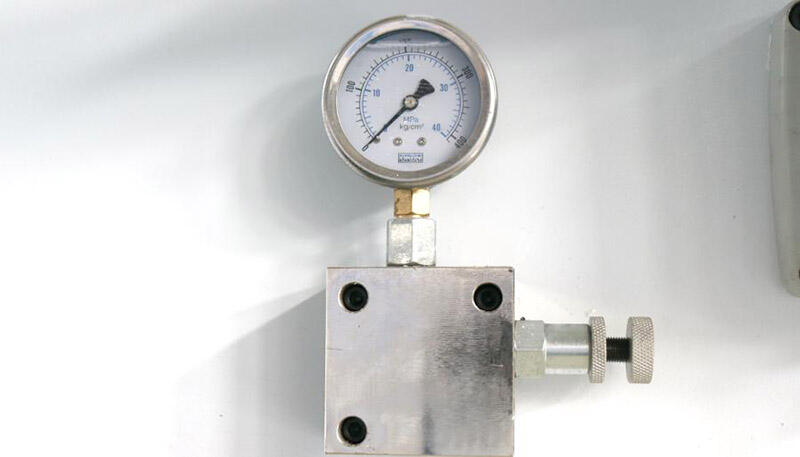
5. Vinkelfinjustering. Vinkelfinjustering har ett visst förhållande till produkten. Tryckbågsfabrianten ber dig att generellt sett, när du bugar en 90°-mall, ska den mittre vinkeln vara större än vinklarna på båda sidorna. Därefter justerar du dess spänning enligt justeringsskruven. När du bugnar kan trycket justeras via en tryckmätare för att undvika att mallen spricker.