















































Nödvändig information om klippblad
Som en individ med djupgående engagemang i sektorn upptäcker jag ofta att förståelsen av klippblad är avgörande för den optimala fungeringen av maskiner. I denna diskussion, "Klippblad: Viktiga fakta att känna till", är mitt mål att kommunicera kritiska insikter om dessa centrala komponenter. Jag ska leda dig genom de viktigaste aspekterna, från deras design och materialöverväganden till underhållsstrategier, vilket kan förstärka din förståelse och användning av klippblad. Oavsett om du är en erfaren praktiker eller nybörjare inom området är denna guide tänkt att hjälpa dig att fatta förnuftiga beslut för dina projekt.
Innehållsförteckning
· Introduktion
· Material
· Procedure
· Säkerhetsoperationer
· Underhåll
· Användningsområden
Introduktion
Klippmaskinen använder vanligtvis bladmaterial som T10, 9CrSI, 6CrW2Si, Cr12MoV, H13 och olika typer av legoter. Dessa maskiner har omfattande tillämpningar i flera sektorer, bland annat lättindustri, luftfart, skeppsbygge, metallurgi, mätinstrument, elektronik, rostfria stålprodukter, stålstrukturbygge och dekorationsindustrin.
Genom att använda ett rörligt övre blad tillsammans med ett statiskt nedre blad övar klippmaskinen en klippkraft på metallsidor av varierande tjocklekar genom att justera bladsprickan lämpligt. Detta resulterar i att sidorna skiljs åt enligt de önskade dimensionerna. Som en typ av smedemaskin tjänar huvudsakligen klippmaskinen metallbearbetningsindustrin. Vanliga typer av klippmaskiner inkluderar fotpedaldrivna (manuella), mekaniska, hydrauliska sväng- och hydrauliska bromsmodeller.
Skärmaskiner används ofta för att skära ut blanketter med raka kanter. Skärprocessen måste säkerställa att de skurna ytor på plattorna uppfyller kraven på rakhet och parallellitet, samtidigt som plattors deformation minimeras för att uppnå en högkvalitativ slutprodukt.
Material
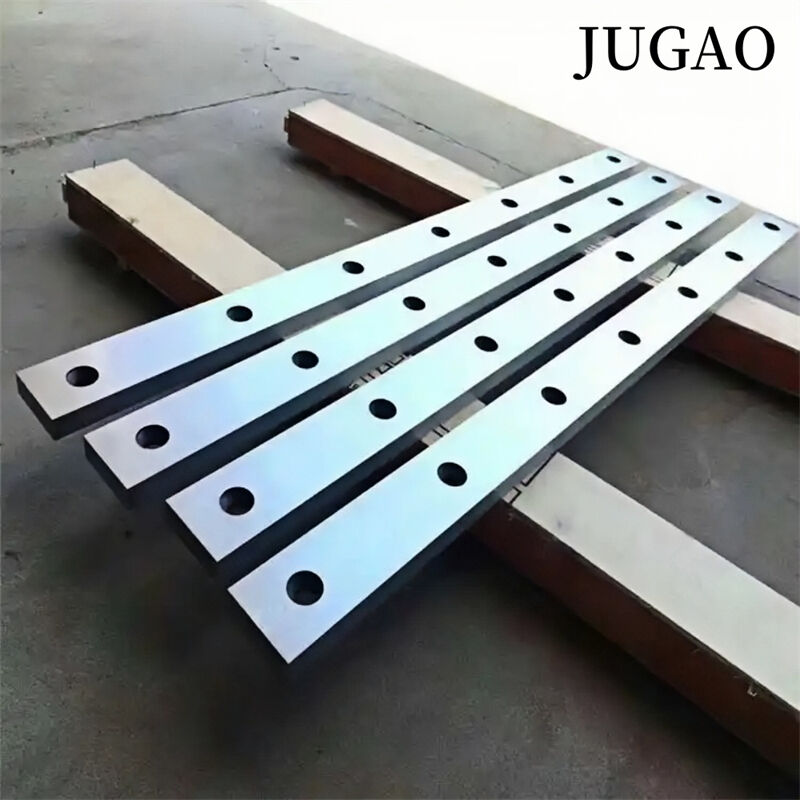
Väljandet av material för skärblad ingår i tre huvudsakliga kategorier: kolbindat verktygstål, låglegat verktygstål och legat verktygstål.
1. Kolbindat verktygstål: Vanligtvis omfattar kolbindat stål material som 65, 75 stål, T8, T10, bland annat. Värmebehandlingshårdheten på blad gjorda av dessa material ligger mellan HRC57-59 grader, vilket gör dem lämpliga för bearbetning av standardlågkolhydrillade plattor och vanliga A3-plattor. Denna materials egenskap av kostnads-effektivitet och rimlig produktpris är särskilt fördelaktig vid återvinning och skur av avfallsmaterial.
2. Låglegat verktygsstål: Vanligt förekommande material för låglegade verktygsstålsskivor inkluderar 6Crw2sI, Cr5Mo1V, 9CrSi och Cr12MoV. Värmebehandlingshården för dessa blad ligger inom intervallet HRC58-62 grader, vilket gör dem särskilt lämpliga för att skära rostfritt stål, varmvalda plattor och medium till tjocka plattor.
3. Alloysverktygsstål: Skivmaterialen av alloysverktygsstål består av 4Cr5MoSiV1 (H13K), 7Cr7Mo2V2Si9 (LD), W6Mo5Cr4V2 (6542), H13 och andra. Bladen gjorda av dessa material används för varmvalda stålbiljettor och för varmskärning av medium och tjocka stålplattor. Notera att dessa material visar hög temperaturbeständighet och är mindre benägna att återvärmas, vilket gör dem lämpliga för varmvalning och varmskärningsprocesser i stålfabriker.
Instruktioner
1. Starta skärmaskinen för flera varmlöpningars cyklar för att verifiera dess normala drift och utför provskärningar av olika tjocklekar, från tunna till tjocka. Se till att operatören är väl bekant med bladets prestanda på den hydrauliska guillotinskärmaskinen.
2. Justera bladsprickan enligt plattans tjocklek under provskärning. Att inte justera den motsvarande bladsprickan kan leda till minskad bladhållbarhet.
3. Aktivera tryckmätargransväxeln under skärningsoperationen och övervaka oljetrycket. Trycken får inte överstiga 20MPa vid skärning av en 12mm-platta. Den fjärrstyra tryckregleringsventilen nr 9 är inställd på fabriksnivå till 20-22MPa; användare måste hålla sig till denna inställning och undvika att höja trycket över den specifierade gränsen för att förhindra maskinskada.
4. Håll i kraft ljudbalansen under drift. Om buller upptäcks på bladen på den hydrauliska guillotinskärmaskinen, avbryt operationen och genomför en inspektion.
5. Under driften av hydrauliska guillotinskärbladen ska du se till att oljetankens maximala temperatur hålls under 60 grader Celsius. Om temperaturen överstiger denna gräns ska maskinen stängas av och få vila.

1. Se till att skyddskläder sitter stramt, sätt fast ärmarna och undvik att öppna jackans kant. Undvik att bära, ta av eller hänga kläder på maskinen för att förhindra att de snöras in. Säkerhetshjälmar är obligatoriska, med flätor stoppade in i hatten; kjolar och dragskor är förbjudna.
2. Operatörer av detta maskinverktyg måste vara väl insatta i den grundläggande strukturen, funktionaliteten och drift av hydrauliska guillotinskärbladen.
3. Denna maskinverktyg är utformad för att skära en mängd olika plåtmaterial av stål, koppar, aluminium och icke-metaller, förutsatt att materialtjockleken inte överstiger maskinens nominalkapacitet. Materialen får inte ha hårda märken, svetsningsslag, slaginklusioner och svetsar, och överdriven tjocklek är inte tillåten.
4. Anvisningar för användning av bladen på en hydraulisk guillotinskarsmaskin:
A. Justera bladspelet för att matcha materialets tjocklek.
B. Ändra profilen eller fästningen enligt den bredd som avses att skäras.
C. Utför 1-3 tomma drag innan du startar maskinen; skärarbete kan börja när maskinen fungerar normalt.
5. Om några driftsomaligheter upptäcks under användning, avbryt strömmen omedelbart och genomför en inspektion innan du startar om.
6. När du justerar maskinverktyget, se till att strömförsöringen är avbruten. Var försiktig med händerna när du flyttar arbetsstycken.
7. Underhåll ofta smörjning av alla maskindelar. Operatörer ska fylla på smörjolja en gång per skift, medan mekaniker ska tillämpa smörjmedel på rullbjälkar halvårligen.


Underhåll
Rätt underhåll av skärbladen är avgörande för att förlänga dess livslängd och säkerställa användarbekvämlighet. Skärbladen, som är en typ av smedemaskin, tjänar främst metallbearbetningsindustrin. Följande beskriver underhållsprocedurerna för skärbladen.
1. Följ strikt operativa protokoll.
2. Innan varje maskinstart, applicera smörjolja enligt smörjningsdiagrammet. Se till att oljan är ren och fri från nedsättning.
3. Rensa regelbundet skärbladerna och tillämpa antikorrosionssmörjning på alla obehandlade områden.
4. Byt ut och fyll på smörjolja i motorpjäsarna regelbundet, och genomför regelbundna inspektioner av elektronikkomponenterna för att garantera normal, säker och pålitlig drift.
5. Inspektera periodiskt triangelkåren, handtaget, knappen och skruvan på klippmaskinens blad efter skador. Om bladet visar allvarlig utslitasning, byt det direkt och rapportera behovet av ersättningsdelar.
6. Kontrollera och reparerade regelbundet växlar, försäkringar och handtag för att säkerställa pålitlig drift.
7. Smörja och rensa maskinverktyget 10 minuter innan varje arbetsdag är slut.
8. Strikt förbjuda bedrift av oauktoriserad personell och se till att maskinen stängs av av auktoriserade individer.
9. Välj klippgapet lämpligt baserat på plattans tjocklek.
10. Se till att plattan är fri från främmande ämnen och hårda föremål.
11. Undvik att klippa och läs gamla plattor.
12. Undvika överdriven klippning av tjocka plattor och justera rutinmässigt gapet mellan övre och nedre bladen.



Ansökan
Små och medelstora CNC-skärknivar används i hydrauliska guillotinskärmaskiner, hydrauliska pendelskärmaskiner, mekaniska skärmaskiner, trampskärmaskiner och olika andra smedjverktyg. De används vanligtvis i plåtmetallbearbetning, lättindustri, elektronik, metallurgi, mätinstrument, skeppsbygge, luftfart, rostfritt stålprodukter, stålkonstruktioner och dekorationsindustrin. Deras tillämpning omfattar flera viktiga områden, bland annat metallurgi, förpackning, papper, tryck, kartong, trädgårdsprodukter, gummis och plast, livsmedel, elektroniska material, skeppsbygge, byggnads- och reparationer, bilproduktion och maskinutrustning.
Om Gary Olson
Som dedikerad författare och redaktör för JUGAO CNC specialiserar jag mig på att leverera insiktsfullt och praktiskt innehåll anpassat till metallbearbetningsindustrin. Med flera års erfarenhet av teknisk skrivning fokuserar jag på att tillhandahålla djupgående artiklar och handledningar som hjälper tillverkare, ingenjörer och professionella att hålla sig informerade om de senaste innovationerna inom plåtbearbetning, inklusive CNC-tryckbromsar, hydrauliska tryckmaskiner, skärmaskiner och mer.

