















































- Pregled
- Upit
- Povezani proizvodi

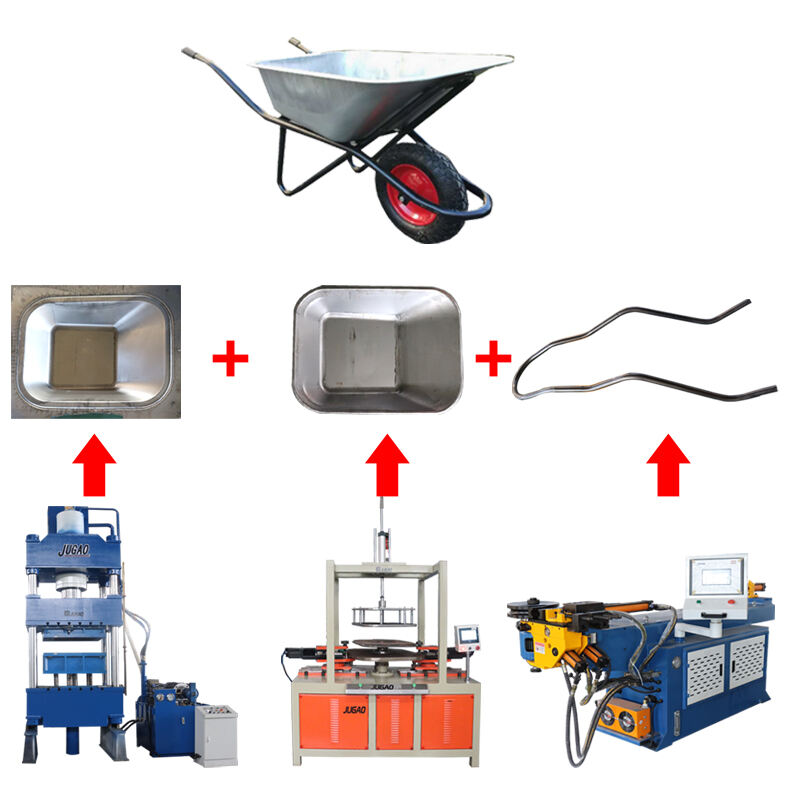
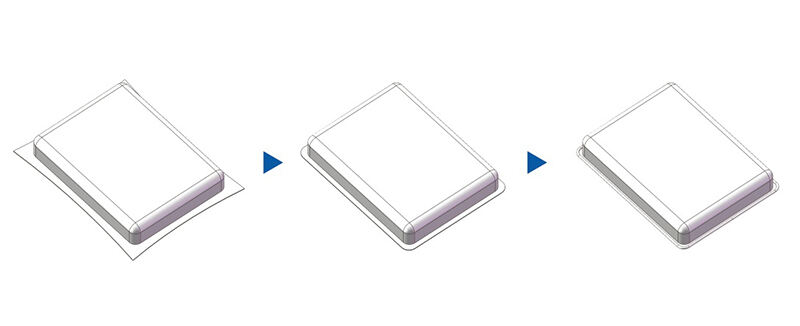
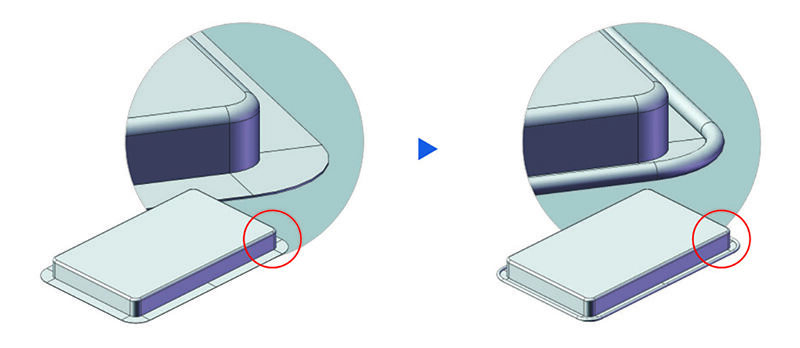
Koljivo je posebno prevozno vozilo za prevoz građevinskog otpada, tla, kamenja i sličnog, i obično se koristi u urbanoj građevinari i građevinari puteva. Proizvodni proces koljiva uključuje: širenje, izrezivanje, formiranje, zakrivljanje itd. Telo koljiva može biti formirano štampanjem i širenjem. Glavna obradna oprema ovog procesa su širenje-formiranje hidraulički pritisak, stroj za zakrivljanje ivica i stroj za savijanje cijevi. Prvo je deo formiranja, koji je povezan sa početnom formom koljiva. Koristeći sirovu čeliku tablu debljinom 1,0 mm, uz pomoć sinergije hidrauličkog tisnja i forme za formiranje, sirova čelika tabla se širi kako bi se dobila približna forma koljiva. Drugi korak je korak izrezivanja. Nakon formiranja, koljivo ima veliku širinu oko sebe, a potrebna je tačno odsecanja prekomjera dela. Sledeći korak je korak zakrivljanja ivica. Stroj za zakrivljanje ivica se koristi za flanging okolo koljiva kako bi se njegove ivice ukrugle. Na taj način, koljivo može biti stabilnije postavljeno na okvir. Poslednji korak je proizvodnja okvira. Hidraulički stroj za savijanje cijevi može efikasno završiti proizvodnju okvira. Ako izaberete potpuno automatski stroj za savijanje cijevi, proizvodni proces će biti lakši i praktičniji.
1.Formirajući deo mačevca——hidraulički formiranje štampa

Specijalno opremno za proizvodnju mačevaca, hidraulička štampa koristi četverokolonsku strukturu. Hidraulički sistem koristi kartušni klup, a električni sistem koristi PLC automatsko upravljanje i ima funkcije mikro-pomeranja i polu-automatske rada. Putanja, pritisak i brzina svakog operativnog elementa su unutar određenog opsega samopodešavajući, što zadovoljava potrebe formiranja metaličkih delova. Opasana je specijalnim šablonom za mačevac, a formiranje se obavlja u jednom koraku, što znatno povećava količinu i kvalitet proizvodnje.
Hidraulička štampa za mačevce (sa šablonom za formiranje) je opšta hidraulička oprema. Njena struktura glavnose sastoji se od sledećih komponenti:
1) Gornja konzola: Gornja konzola je gornja nosivča struktura na tenzorskom četverokolonom hidrauličnom štamparu, obično spajana od čelikastih ploča visoke snage. Iznad gornje konzole je montiran hidraulički cilindar, a hidraulički tlak koji ga pruža hidraulični sistem ga vozi da se kreće gore i dole.

2) Donja baza: Donja baza je donja nosivča struktura četverokolonog hidrauličnog štampara, obično spajana od čelikastih ploča sa dovoljnom čvrstoćom i stabilnošću. Donja baza je opremljena otvorima za šrafove za fiksaciju na tlo kako bi se stabilizovao hidraulički štampar.

3) Hidraulički cilindar i piston: Hidraulički cilindar je jedan od osnovnih komponenti hidrauličkog štampara (sa protiračkim matricom), obično montiran između gornje konzole i donje baze. Hidraulički cilindar uključuje tubus i piston. Hidraulički tlak se generiše pistonom i vozi kretanje gornje konzole.

4) Hidraulički sistem: Hidraulički sistem je izvor snage četverokolone hidrauličke štampalice, uključujući hidrauličke pumpe, hidrauličke klape, ulja cijevi i upravljačke sisteme itd. Hidraulički sistem odgovara za pružanje hidrauličkog tlaka, kontrolu pokretanja hidrauličkog cilindra i regulaciju tlaka.

5) Radna površina: Radna površina je platforma na hidrauličkoj štampalici za raširenje (sa alatkom za raširenje) za postavljanje radnih komada. Radna površina može biti fiksna ili pomična kako bi se prilagodila radnim komadovima različitih oblika i veličina, a sila za raširenje se primenjuje kroz pokretanje hidrauličke štampalice.
6) Uređaj za sigurnosnu zaštitu: Da bi se osigurala sigurnost operatera, štampalica sa četiri kolone za raširenje obično je opremljena različitim uređajima za sigurnosnu zaštitu, kao što su dugmići za hitnu zaustavu, zaštiti, sigurnosni senzori itd., kako bi se izbegle nesreće.

Glavne karakteristike formanta za rastegnuće vozele su to da gornji formant koristi konveksni formant koji je sličan unutrašnjoj šupljini vozele, a rubni i donji formant koriste rubne i konkavne formante koje su slične spoljašnjem delu gornje otvorene vozele. Imaju prednosti brzog oblikovanja, bez spojeva, bez štica, bez vodećenja vode i jake i trajne strukture.
Formant za rastegnuće vozele se sastoji od sledećih glavnih delova:
1) Gornji formant: Gornji formant je deo formanta koji odgovara donjem formantu. Obično se nalazi iznad vozele i služi za primenu pritiska i snage rastegnuća. Oblik i dimenzije gornjeg formanta su uzgodne sa željenim oblikom kese vozele.
2) Donji štamp: Donji štamp je deo štampe koji odgovara gornjem štampu. Obično se nalazi ispod kosare, pruža podršku kosari i ostvaruje operaciju straganja pomeranjem nagore i nadole. Oblik i veličina donjeg štampa su konzistentni sa željenim oblikom kosare.
3) Mehanizam za straganje: Štampa za straganje obično je opremljena određenim mehanizmom za straganje kako bi kontrolisala pokret između gornjeg i donjeg štamпа i primenila snagу straganja da promeni oblik kosare. Mehаnizam zа strаganje može biti realizovan hидrаulički, pnevmаtički ili mehаnički.
4) Pomoćne komponente: Osim gornjeg štamпа, donjeg štamпа i mehanizma za straganje, štampa za straganje kosare može biti opremljena i drugim pomoćnim komponentama, kao što su čvrstosne fiksne uređaje, vodiljske komponente, upravljačke sisteme itd., kako bi se poboljšala stabilnost štampe i tačnost rada.

Prednosti učinkovitosti posebnog proizvodnog opreme šatora za oblikovanje hidrauličkog tisnja:
(1) Koristi četvorstupeni vodički sistem sa visokom preciznošću vodjenja i jakim otporom prema bočnim silama.
(2) Jednostavna konstrukcija, ekonomična i praktična. Izrađena od celokupne otopine čelika 45#, ima dobru čvrstoću, stabilnost, trajnost i visoku preciznost.
(3) Glavni cilindar šatora za oblikovanje hidrauličkog tisnja je izrađen od legurane otopine čelika i precizno otresan, što osigurava visoku pouzdanost pri visokom pritisku.
(4) Može se dodati CNC sistem. Tijekom procesa protaganja, glavni cilindar i sila držača praznog mesta promijenjaju se unutar rated opsega uz poštivanje površine listića (opcionalno).
(5) Hidrauličko tisnje posjeduje funkcije brzeg rada napred i spore profilirovanja mašine, što povećava efikasnost proizvodnje i životnu dobu mašine.
(6) Može se prilagoditi prema zahtevima postupka unutar određenog raspona: dva oblika oblikovanja - konstantni pritisak i fiksni put, lako za upotrebu.
Održavanje hidrauličkog tisnja za posebnu proizvodnju opreme radne koljive:
1) Preporučuje se korišćenje 32# i 46# anti-iznose hidrauličke ulje kao radno ulje, a temperatura ulja treba da bude u opsegu od 15 do 60 stepeni Celzijus.
2) Ulje se sme dodavati u uljni rezervoar tek nakon stroge filtracije.
3) Radno ulje se menja jednom godišnje, a prvo zamena ne sme da premaše tri meseca.
4) Klizni blok treba često napuniti uljem za mašinsko olaganje, izložene površine stubova treba da ostaju čiste uvek, a prije svake rada treba isprušiti motorno ulje.
5) Manometar treba kalibrirati i proveravati svakih šest meseceva.
2. Proces oblaganja radne koljive — Mašina za profiliranje, sijecanje i zakrivljanje

Karakteristike proizvoda
1) Prikladna za sijecanje i zakrivljanje velikih dimenzija kruglih proizvoda
2) Proširena radna stacionarna tačka, prikladna za širok spektar proizvoda
3) Prikladna za različite materijale poput aluminijuma, željeza, bakra itd., sa jakom primenljivošću
Parametri proizvoda:
Ulazna napetost: 380V
Укупна снага: 4,5 кВт
Način prijenosa: gas-tekuća mješavina
Odgovarajuća debljina radnog materijala: 0.4-1.0mm
Odgovarajuća visina radnog materijala: 30-300mm
Dionica prečnika radnog materijala: 200-700mm
Funkcija opreme: profiliranje, striženje, zakrivljanje

3. Proizvodnja okvira——Hidraulički savijalac cijevi

Karakteristike hidrauličkog savijalca cijevi
1) Automatsko prepoznavanje dinamičkih karakteristika stroja/radnog materijala → brzo i dobro obrade
2) Brzi jednozaglavlji hidraulički savijalac cijevi, koristeći mikrokontroler, više skupina programa, više uglova podešavanja, što čini operaciju jednostavnom i praktičnom.
3) Приказ кинеских и енглеских титла, операција хуман-компјутер дијалога, могуће је било који изабрати ручни, полуциклични, целим цикlusом режим рада.
4) Користе се високо performansne увезене хидраuličke клапета и електричне компоненте.
5) Опремљен је великим капацитетом система за хлађење који ефикасно kontrolise радну температуру.
6) Цео апарат има карактеристике лаког рада, стабилне performanse, високе радне ефикасности и високог фактора безбедности. То је идеална опrema за индустрију обраде цеви.
7) Ручни и полуавтоматски режими рада могу бити било који изабран, и мобилни педал за покретање има и почетна и функција престанка у случају незговора.

Свaki корак ове напредне производне линије је пажљиво дизаjниран да би се створиле високеквалитетне барове.

