















































T15 Operativni priručnik za mašinu za savijanje
Poglavlje 1 Pregled
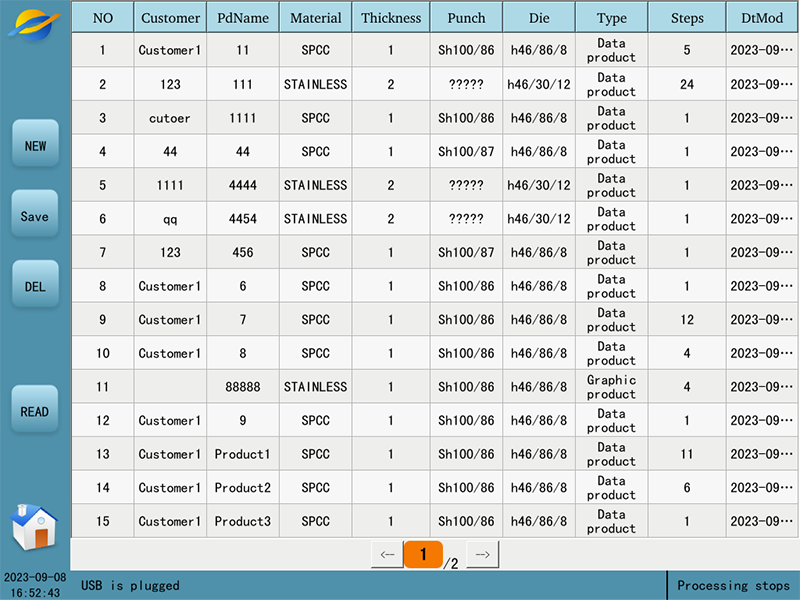
1.1 Glavni interfejs
Nakon što se sistem uključi i pokrene, ulazi se na glavnu stranicu, kao što je prikazano na slici .

1. Sa leve strane nalazi se traka funkcija, uključujući levo i desno dugme  dugme za nivo snage prijavu
dugme za nivo snage prijavu  , dugme za prikaz statusa
, dugme za prikaz statusa  , dugme za meni
, dugme za meni  i prikaz datuma i vremena sistema.
i prikaz datuma i vremena sistema.
2. Kliknite na prijavu na nivo snage i unesite korisničko ime i šifru pre nego što ćete ulaziti u visok nivo snage i moći da vidite više stranice.
3. Traka menija: Ovaj sistem je podeljen u 6 menija prema glavnim funkcijama, od kojih su:

Biblioteka proizvoda: moguće je kreirati, čuvati, čitati i brisati proizvode.
Zapisi proizvodnje: podešavanje ciljeva proizvodnje i čuvanje zapisa o proizvodnji.
Podešavanje alatke: U ovom interfejsu možete pristupiti podešavanju maksimalnog otvaranja nakon promene forme.
Ručna prilagodba osi: Na ovom ekranu možete izvršavati ručne akcije nad pojedinačnim osima.
Parametri mašine: konfiguracija mašine, status mašine i prilagodbeni parametri.
Sistemska podešavanja: vreme sistema, sigurnosno kopiranje i vraćanje podataka, evidencija upozorenja, podešavanja nivoa snage itd.
Poglavlje 2 Biblioteka proizvoda
1. Kliknite na dugme "Novi" da biste automatski skočili na ekran "Obrada", gde možete uređivati korake praznih proizvoda.
2. Kliknite na dugme "Save", unesite ime klijenta i ime proizvoda u iskačućem prozoru, a informacije o proizvodu sa ekrana "Processing" će biti sačuvane u biblioteci proizvoda.
3. Izaberite proizvod i kliknite na dugme "Delete", proizvod će biti izbrisan iz biblioteke proizvoda.
4. Izaberite proizvod, kliknite na dugme "Read", a proizvod će biti učitan na ekran "Processing".
Poglavlje 3 Uređivač koraka slobodnog savijanja


Čekić: Kliknite na ime čekića da otvorite biblioteku čekića za izbor štampa. Korisnici mogu da kreiraju, uređuju, brišu i čitaju štampe u biblioteci čekića, više detalja pogledajte u „Poglavlju 4 Biblioteka štampa“.
Štap: Isto kao i „Čekić“. Parametri štampe postavljeni ovde su podrazumevani sistemski štampi.
Materijal: Kliknite na ime materijala da izaberete procesirani materijal iz biblioteke materijala.
Debljina ploče: Uredite debljinu materijala.
Savijanje pod uglom: kliknite 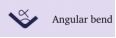 može se izabrati način "ugao savijanja", "pozicija savijanja", "ravno savijanje", "dno savijanja". Po pozadini, u skladu sa različitim načinima savijanja unosi se odgovarajući ugao ili pozicija.
može se izabrati način "ugao savijanja", "pozicija savijanja", "ravno savijanje", "dno savijanja". Po pozadini, u skladu sa različitim načinima savijanja unosi se odgovarajući ugao ili pozicija. 
Blokiranje: Kliknite da biste izabrali blokiranje ili paletizaciju.
Spoljašnje dimenzije: Kliknite  da biste izabrali "Spoljašnje dimenzije", "Unutrašnje dimenzije", "pozicija x-ose".
da biste izabrali "Spoljašnje dimenzije", "Unutrašnje dimenzije", "pozicija x-ose".
R-os: Unesite poziciju R-ose.
Deformacija: Unesite poziciju deformacije.
Z-os: unesite poziciju centralne tačke Z-ose, kako bi se izračunale pozicije Z1 i Z2; X-os: Pozicija gde se zadržava horizontalno pomeranje u vertikalnom smeru forme.
Klikom na broj radnih koraka otvara se četiri dugmeta za prilagođavanje radnih koraka, a to su:

Umetni: umetni praznu liniju kao radni korak iznad trenutnog radnog koraka.
Obriši: obriši trenutni radni korak, sledeći radni koraci automatski se pomere gore za jedan red.
Pomeranje unapred: izmenite poziciju trenutnog koraka rada sa prethodnim korakom rada.
Pomeranje unazad: izmenite poziciju trenutnog koraka rada sa sledećim korakom rada.
3.1 Detaljna referenca
Obrada desne strane detaljnih parametara, postoji takođe leva strana glave režima selekcije u detaljima.
Izbor metode savijanja:
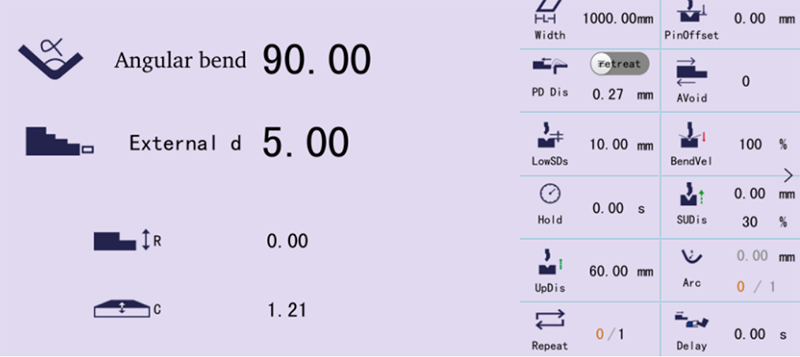
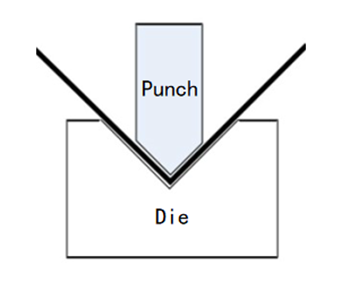
Slobodno savijanje: List se savija do podešenog ugla spuštanjem štampača na željenu dubinu, kao što je prikazano na slici. Sistem izračunava potrebnu poziciju Y-ose da bi se dobio podešeni ugao. Slobodno savijanje zahteva da ugao štampača bude manji ili jednak uglu štampe, a ciljni ugao da je veći od oba ugla štampača i štampe.
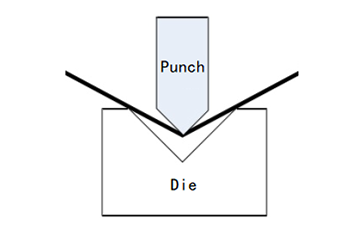
Slika 3-4 Slobodno savijanje
Savijanje na dno štampe: Štampač će biti savijen do dna štampe kako bi se dobio potreban ugao savijanja, kao što je prikazano na slici. Pozicija Y-ose je pozicija dna štampe minus debljina ploče, što se može ispraviti korekcijom vrednosti.
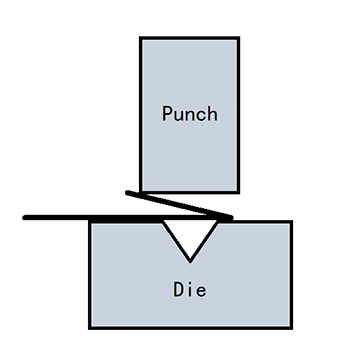
Razvlačno savijanje: ploča se savija u oštar ugao nakon prethodnog savijanja, koristeći razvlačni udarac, oštar ugao ploče se ravna i ploča se zavi, kao što je prikazano na slici 3-6, pozicija Y-ose je za poziciju tačke pritiska ploče minus debljina ploče, što se može ispraviti korekcijom vrednosti.
Pritisak sa ravnanjem: slično pritisku sa ravnom savijanjem, pozicija Y-ose je za poziciju tačke pritiska ploče, što se može ispraviti korekcijom vrednosti.
Dimenzije: unutrašnje dimenzije, spoljašnje dimenzije. Kao što je prikazano na slici.
Rastojanje kraja štapa od unutrašnjeg dela listove metala kod savijanja, naziva se unutrašnja dimenzija.
Rastojanje kraja štapa od spoljašnjeg dela listove metala kod savijanja, naziva se spoljašnja dimenzija.
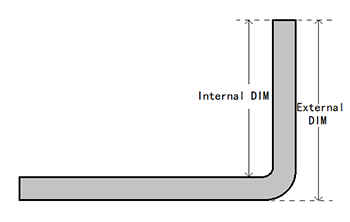
Poželjna pozicija X-ose računata se drugačije za unutrašnje i spoljašnje dimenzije, jer se unutrašnja strana skrće, a spoljašnja se produžuje kada se blistava štampa savija. Poželjna pozicija X-ose je veća od unutrašnje dimenzije i manja od spoljašnje dimenzije.
Materijal za blokiranje iza: blokiranje i držanje materijala. Kada je rastojanje X-ose kratko, izaberi režim blokiranja. Kada je X-os dug, zbog gravitacije prema dolje nagibane ploče može se izabrati režim paletizacije, pri čemu će se ploča postaviti na
blokirajući prst napred da drži. Kada koristite režim paletizacije, sistem automatski računa poželjnu poziciju X-ose i R-ose u režimu paletizacije.
Rastojanje povlačenja: relativno rastojanje koje X-os mora da se povuče kako bi se izbeglo spona opuštanja do tačke zaklapanja.
Tačka zaklapanja: pozicija gde je spona upravo pritisnuta protiv ploče.
Širina table: širina liste duž dužine štampe.
Ponavljanje: Broj puta koliko treba ponoviti trenutni korak rada.
Signal za promenu koraka: Kada kliknete da pređete na "upotrebu", nakon što se završi povratna putanja po osi Y, morate jednom pritisnuti donji pedal prije nego što će se zaustavnik početi kretnuti u položaj podešen za sledeći korak.
Zakasnjenje pri promeni koraka: vreme zakasnjenja pre prelaska na sledeći korak rada.
Brzina rastojanja: Rastojanje između tačke promene brzine i tačke ramena. Ako je sporo rastojanje trenutnog koraka rada 0, koristi se "podrazumevana brzina rastojanja". Ako je i podrazumevano sporo rastojanje takođe 0, koristi se sistemski podrazumevani sporo brzinom rastojanje.
Vreme čuvanja: Vreme čuvanja posle završetka savijanja. Koristi se "podrazumevano vreme čuvanja" kada je vreme čuvanja trenutnog koraka rada 0.
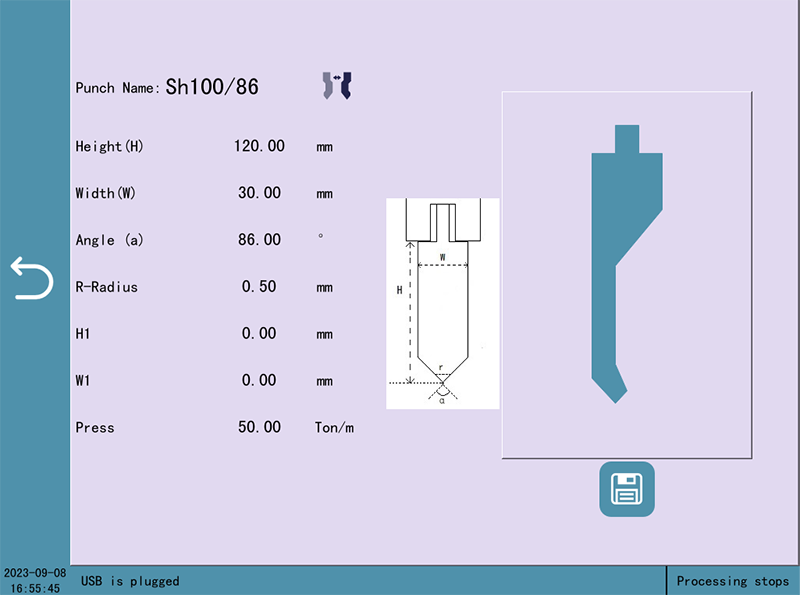
Poglavlje 4 Biblioteka štampa
4.1 Biblioteka udaraca
Na ekranu za "Obradu", kliknite na ime udarca da biste ulazili u biblioteku udaraca, kao što je prikazano na slici.
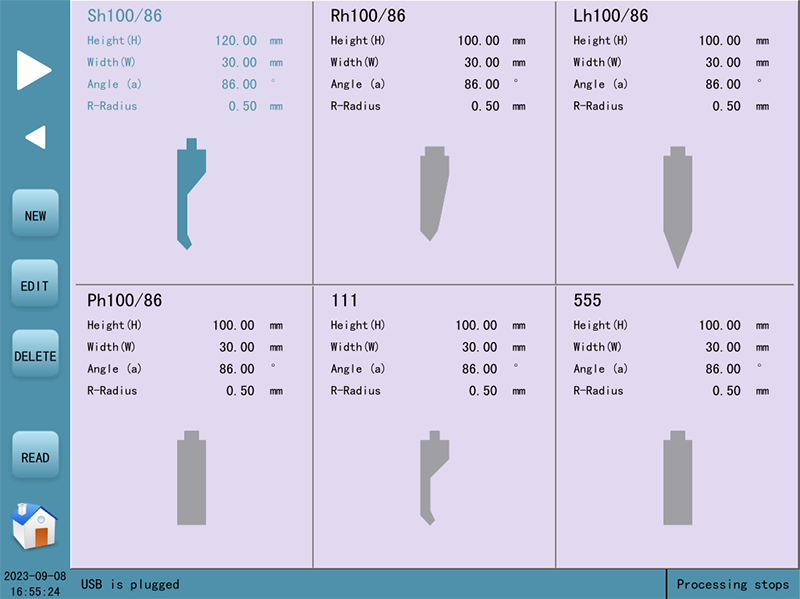
Biblioteka Vršnog Modela prikazuje listu vršnih modela sačuvanih u sistemu, koje je moguće okrenuti strelicom nalevo.
Kliknite na izlazni gumb trake menija.
Novi: Kliknite „Novi“ da bi se otvorio različiti tipovi novih Punch-eva; ulazite u urednički interfejs kao što je prikazano na slici.
Uredi: Kliknite „Uredi“ da biste izmenili parametar trenutnog Punch-a.
Obriši: Izaberite Punch i kliknite „Obriši“ da biste obrisali Punch.
Čitanje: Izaberite Punch i kliknite „Čitanje“ da biste pročitali izabrani Punch u trenutnu aplikaciju.
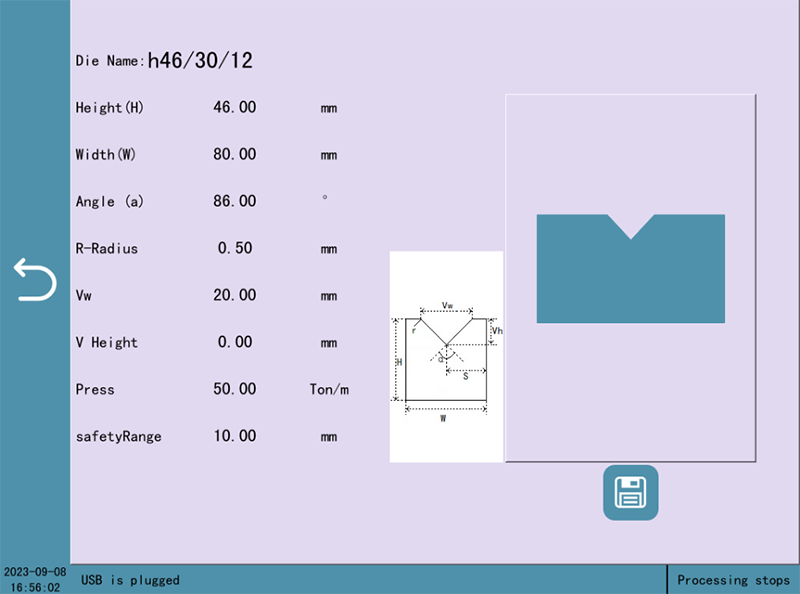
4.2 Biblioteka štampa
Poglavlje 5 Sistem
5.1 Rešavanje problema alarmiranja
| Серијски број | Opis alarma | Provera alarm-a |
| Err1 | Motor nije uključen | Kliknite na dugme START ili motor-dugme da biste uključili motor |
| Err2 | Dostizanje granice | Uđite u ekran jednostruke koraka, kretanje u suprotnom smeru po koracima i napustite ograničivač |
| Err3 | Oba kraja proizvode granice | Proverite da li je ograničivač oštećen ili da li postoji otvorena šema u liniji |
| istovremeno | ||
| Err4 | Pogrešna ciljna pozicija osi | Proverite da li je ciljna pozicija podešena za proveru gornjeg i donjeg limitnog opsega |
| podešavanje pozicije | ||
| Err5 | Nije pronađena važeća linija | Postoji greška u unosu parametara trenutnog koraka rada |
| Err7 | Pre akcije, | Uđite na ekran stanja, kliknite na dugme pretrage i sačekajte da se pretraga završi. |
| molimo tražite | ||
| referenca | ||
| Err14 | Nagib Y-ose | Uđite u ekran jednostrukog koraka, pomjerajući kotač malim koracima ili ručno vrteljicom kako biste ravnotežili klizac |
| Err16 | Хитно заустављање | Pustite dugme za hitnu zaustavu |
| dugme je pritisnuto | ||
| Err17 | Hitna ustanak | Pustite dugme za hitan ustanak |
| dugme je pritisnuto | ||
| Err21 | Pogrešno podešavanje | Rizik sudara sa materijalom za zaustavljanje, proverite parametre podešavanja |
| pozicija zaustavljanja | ||
| Err30 | IO kartica | Ponovo priključite komunikacioni kabel između PLC i IO |
| komunikacija isključena | ||
| Err34 | Dostizanje mekih | Uđite na jedno-korak ekran, pomjerajući se u suprotnom smeru kretanja |
| границу | ||
| Err38 | MONITORING BEZBEDNOSTI | Provjerite pogon za alarme |

