















































Osnovne informacije o škarevimа za češenje
Kao osoba koja je duboko uključena u ovaj sektor, često primjećujem da je razumijevanje šećanskih željeza ključno za optimalno funkcionisanje mašinerije. U ovom raspravi, "Šećanska željez: Ključni činjenice koje treba znati," moj cilj je pružiti kritične uvide o ovim ključnim komponentama. Provoditi ću vas kroz važne aspekte, od njihovog dizajna i materijalnih razmatranja do strategija održavanja, što može povećati vaše razumijevanje i upotrebu šećanskih željeza. Bez obzira na to da li ste iskusni praktičar ili novac u ovom polju, ovaj vodič je namenjen da vam pomogne donijeti mudra odluka za vaše projekte.
Sadržaj
· Uvod
· Materijali
· Postupci
· Sigurnosne operacije
· Održavanje
· Primene
Uvod
Stroj za šarenje obično koristi materijale za žile kao što su T10, 9CrSI, 6CrW2Si, Cr12MoV, H13 i razni legure od čelika. Ovi strojevi imaju široku primenu u više sektora, uključujući laganu industriju, aviokosoru, brodogradnju, metalurgiju, instrumentacionu tehniku, elektroprive, proizvode od nerđajućeg čelika, konstrukciju iz čelika i dekorativnu industriju.
Koristeći pomičnu gornju žilu u kombinaciji sa fiksnom donjom žilom, stroj za šarenje izvodi snagu šarenja na metale liste različite debljine putem odgovarajuće kalibrisane razmaka između žila. To dovodi do odvojenja lista po željenim dimenzijama. Kao vrsta forge mašine, stroj za šarenje glavno služi metalnoj obradnoj industriji. Obične kategorije strojeva za šarenje uključuju ono sa pedalnim upravljanjem (ručno), mehaničke, hidrauličke klapanje i hidrauličke modela s voznim trzima.
Mašine za šarenje se često koriste zarezivanje praznina sa ravnim ivicama. Proces šarenja mora da osigura da se šarene površine režanih listova podudaraju sa zahtevima za izravnost i paralelnost, dok istovremeno minimizuju deformaciju lista kako bi se postigao visokokvalitetan krajnji proizvod.
Материјал
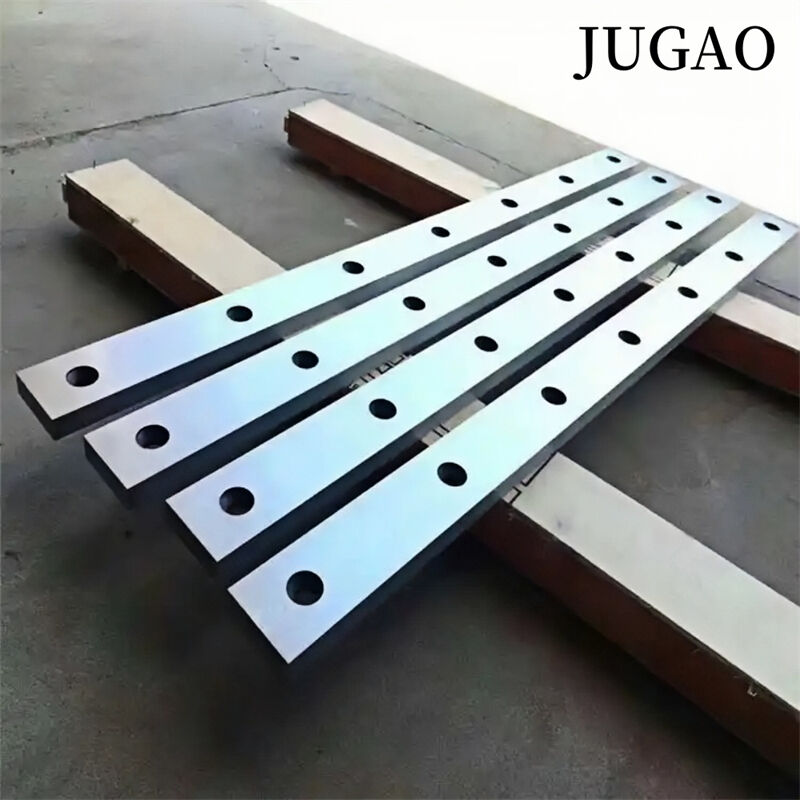
Izbor materijala za šarene željeve obuhvata tri glavne kategorije: ugljikovno spojenu alatnu ocel, malo legirano alatnu ocel i legirano alatnu ocel.
1. Ugljikovno spojena alatna ocel: Obično, ugljikovno spojena ocel obuhvata materijale kao što su 65, 75 ocel, T8, T10 i drugi. Tvrdnost termodobrijeđenja željeva izrađenih od ovih materijala se kreće od HRC57-59 stepeni, što ih čini odgovarajućim za obradu standardnih niskougljikovnih hladno valjenih ploča i običnih A3 ploča. Karakteristika ovog materijala, koja je ekonomična i nudi razumnu cenu proizvoda, je posebno prednost pri recikliranju i rezivanju otpadnih materijala.
2. Nisko legirana alatna čelika: Uobičajeni materijali za nisko legirane alatne čelikave žile uključuju 6Crw2sI, Cr5Mo1V, 9CrSi i Cr12MoV. Tvrdnost termodobrijeđivanjem ovih žila nalazi se u opsegu HRC58-62 stepeni, što ih čini posebno prilagođenim za režanje nerđajućeg čelika, tople okačene ploče i srednje do debelih ploča.
3. Legirana alatna čelika: Materijali za žile od legiranog alatnog čelika sastoje se od 4Cr5MoSiV1 (H13K), 7Cr7Mo2V2Si9 (LD), W6Mo5Cr4V2 (6542), H13 i drugih. Žile izrađene od ovih materijala koriste se za tople okačene bilge od čelika i za toplu režu srednje i debelog čeličnog plešta. Pritom, ovi materijali izlažu visoku otpornost na visoke temperature i manje su prednosti anealing procesu, što ih čini prigodnim za toplu okačenu i toplu režu u čelikarskim trgovinama.
Uputstva
1. Pokrenite mašinu za šarenje za nekoliko ciklusa praznog rada da biste verifikovali njen normalan rad i izvršili probna šarenja različitih debljina, od tanke do debelje. Osigurajte da je operater dobro upućen u performanse žica hidrauličke gilotsinske mašine za šarenje.
2. Prilagodite razmak između žica prema debljini ploče tijekom probnog šarenja. Nepravilna prilagođavanja odgovarajućeg razmaka između žica može uzrokovati smanjeni životni vek žica.
3. Uključite prekidač manometra tijekom šarenja i pratite čitanje tlaka ulja. Tlak ne sme premašiti 20MPa prilikom šarenja ploče debljine 12mm. Dalekovodni regulator tlaka broj 9 je postavljen na fabričnoj liniji na 20-22MPa; korisnici moraju da se drže ovog postavka i da se izbjegava povećanje tlaka iznad određene granice kako bi se izbegao šteta mašini.
4. Održavajte ravnotežu zvučnog stanja tijekom rada. Ako se otkrije buka na žicama hidrauličke gilotsinske mašine za šarenje, prestanite sa radom i izvršite inspekciju.
5. Tijekom rada hidrauličke šearne klizive, osigurajte da se maksimalna temperatura ulja u rezervoaru ne podiže iznad 60 stepeni Celzijusa. Ako temperatura premaši ovu granicu, stroj treba isključiti i dopustiti mu odmor.

1. Osigurajte da je zaštitna odeća dobro prilagođena, zaključajte manžete i ne otvarajte rub džaketa. Izbjegavajte nošenje, skidanje ili visenje odeće na stroju kako biste spriječili uvijanje. Sigurnosni šeširi su obavezni, s kose sakupljene unutar šešira; zabranjene su haljine i pantofli.
2. Operatori ovog strojnog alata moraju biti dobro upućeni u osnovnu strukturu, funkcionalnost i rad hidrauličke šearne klizive.
3. Ovaj stroj je namenjen reženju različitih vrsta čelika, bakra, aluminijuma i nepovratnih materijalnih ploča, uz uslov da debljina materijala ne premašuje nominalnu kapacitetu stroja. Materijali moraju biti slobodni od tvrdih oznaka, spavačkih šlaka, uključenog šlaka i spava, a prekomerna debljina nije dozvoljena.
4. Uputi za korišćenje žiljaka hidrauličkog gilotinskeg rezačkog stroja:
A. Prilagodite razmak između žiljaka da bi se podudarao sa debljinom materijala koji treba režati.
B. Izmijenite profilske ili držače prema širini materijala namenjenog za režanje.
C. Izvršite 1-3 prazna pokretanja prije nego što počnete da koristite stroj; rad sa materijalom može početi kada stroj normalno funkcioniše.
5. Ukoliko prilikom rada primetite bilo kakve nepravilnosti, odmah isključite struju i izvršite proveru pre nego što ponovo pokrenete stroj.
6. Kada prilagođavate strojni postroj, pobrinite se da je struja isključena. Budite pažljivi kod sigurnosti ruku prilikom pomjeranja radnih delova.
7. Često održavajte mašinske komponente ulja. Operatori trebaju da dopune ulje jednom po smeni, dok mehaničari trebaju da primene ulje na kugle polugodišnje.


Održavanje
Praćenje pravilne održavanja škare je ključno za produživanje njenog života i osiguravanje korisničke udobnosti. Škara, kao vrsta kuvališne mašinerije, uglavnom služi u metalnoj obradi industrije. Sledeće su postupci održavanja škare.
1. Strogo se držite operativnih protokola.
2. Pre pokretanja mašine, primenite ulje prema tablici za ulje. Osigurajte da je ulje čisto i slobodno od otpadaka.
3. Redovno čistite škarske žile i primenjujte antikorozijsko mastilo na neomaljene delove.
4. Redovno zamenjujte i dopunjavajte ulje u elektromotorskim loptnim šaricama i provode redovne inspekcijske provere električnih komponenti kako biste osigurali normalnu, sigurnu i pouzdanu radnju.
5. Redovno proveravajte šesteru, dršku, klopce i dugme na mašini za režanje za oštećenja. Ukoliko se činilo da ima ozbiljne oštećenje, zamenite ga odmah i prijavite potrebu za rezervnim delovima.
6. Redovno proveravajte i popravljajte prekidače, osiguranja i drške kako biste osigurali pouzdan rad.
7. Unapred 10 minuta pre kraja svakog radnog dana olijevajte i čistite stroj.
8. Strogo zabranjuje se upotreba od strane neovlašćenog osoblja, a zaustavljanje stroja dozvoljeno je samo ovlašćenim licima.
9. Odaberite odgovarajući razmak za režanje u zavisnosti od debljine ploče.
10. Osigurajte da je ploča slobodna od nepoželjenih tvari i tvrdih predmeta.
11. Izbegavajte režanje i spajanje starih ploča.
12. Ne preteravajte u režanju debelih ploča i redovno prilagodite razmak između gornje i donje reže.



Primena
Male i srednje veličine češlje za CNC su u upotrebi na hidrauličkim gilotsinskim češljama, hidrauličkim klapećim češljama, mehaničkim češljama, pedalnim češljama i različitim drugim forge mašinama. Često se koriste u obradi listove metala, laki industriji, elektro aparaturi, metalurgiji, instrumentalnoj proizvodnji, brodogradnji, avijskoj industriji, proizvodnji od nerđajućeg čelika, građenju ocelovitih struktura i dekorativnoj industriji. Njihova primena obuhvata mnoge važne oblasti, uključujući metalurgiju, pakovanje, papir, štampu, karton, baštu i drva, gumu i plastiku, hrano, elektronske materijale, brodogradnju, izgradnju i remont, proizvodnju automobila i mašinsku opremu.
O Garyju Olsonu
Kao posvećeni autor i urednik za JUGAO CNC, specijalizujem se na pružanje uvidnih i praktičnih sadržaja prilagođenih metaloobradnoj industriji. Sa godinama iskustva u tehničkom pisanju, fokusiram se na pružanje detaljnih članaka i vodiča koji pomagaju proizvođačima, inženjerima i profesionalcima da ostaju informisani o najnovijim inovacijama u obradi listne metale, uključujući CNC štampačke mašine, hidrauličke pritiskalice, mašine za režanje i druge.

