















































- Pregled
- Poizvedba
- Povezani produkti

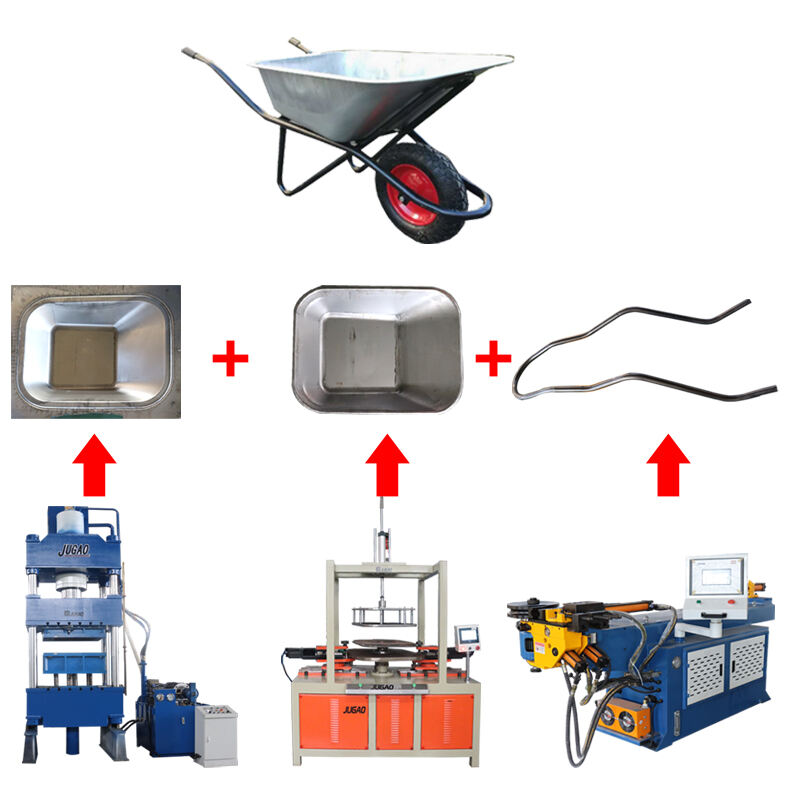
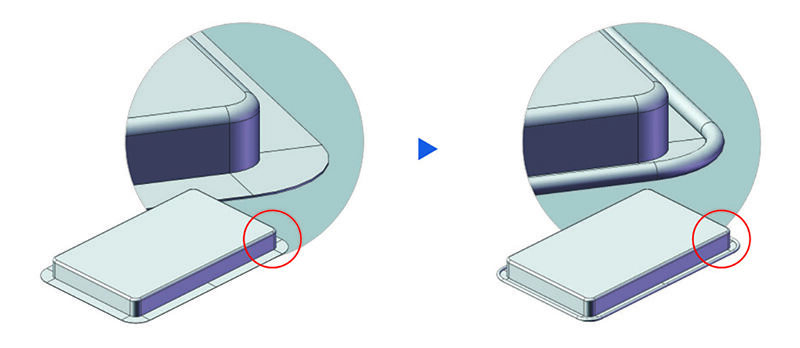
Kolesar je poseben vozilni priključek za prevoz grajskih odpadkov, tla, kamna itd., in se običajno uporablja v mestnem gradbeništvu in cestnem gradnjišču. Proizvodni postopek kolesarskega vaza vključuje: razteg, izrezovanje, oblikovanje, zavijanje itd. Teleso vaza lahko oblikujemo s štampovanjem in razteganjem. Glavno obdelovalno opremo tega procesa predstavlja hidravlični lis za razteg in oblikovanje, stroj za zavijanje in stroj za zavijanje cevi. Prvi korak je del oblikovanja, ki je povezan z začetno obliko kolesarja. Z uporabo surove ocelne plošče debeline 1,0 mm, s pomočjo sinergije med hidravličnim lisom in oblikovalno matričo, se surov materjal raztegne, da pridobi približno obliko kolesarja. Drugi korak je faze izreza. Po oblikovanju ima kolesar velik širini okolijskega dela, ki jo je potrebno natančno odstraniti. Naslednji korak je korak zavijanja. S strojem za zavijanje se po celotnem obsegu kolesarja zavi, da se mu robovi zakrogujejo. Na ta način se lahko kolesar bolj zakoreninjen postavi na okvir. Zadnji korak je proizvodnja okvira. Hidravlični stroj za zavijanje cevi učinkovito dokonča proizvodnjo okvira. Če izberete popolnoma avtomatski stroj za zavijanje cevi, bo proizvodni postopek enostavnejši in pregodnejši.
1.Oblikovalni del kolesarja — hidravlični oblikovalni tlačnik

Hidravlični tlačnik za posebno proizvodnjo kolesarjev ima štir-stebljasto gradivo. Hidravlični sistem uporablja kartični vleček, električni sistem pa PLC avtomatsko nadzorovanje, ter ima funkcije mikrokorakov in polavtomatskega načina dela. Zakonitost, tlak in hitrost vsakega delujočega elementa so samopriključljive v določenem obsegu, da izpolnijo potrebe po oblikovanju metalnih izdelkov. Opremljen je z posebnim šibanjem za kolesarje, pri čemer se oblikovanje izvede v enem koraku, kar znatno poveča količino in kakovost proizvodnje.
Šibalski hidravlični tlačnik za kolesarje (s šibnim matricnim orodjem) je pogosta hidravlična oprema. Njegova struktura glavno vsebuje naslednje komponente:
1) Zgornja rebrje: Zgornja rebrje je zgornja nosilna struktura vlečne hidravlične četrstolpecne pritiskalnice, običajno svarjena iz visoko stopnje ocele. Nad zgornjo rebrjo je nameščen hidravlični valj, katerega gibanje navzgor in navzdol vodi hidravlični tlak, ki ga zagotavlja hidravlični sistem.

2) Spodnja podlaga: Spodnja podlaga je spodnja nosilna struktura četrestolpecne hidravlične pritiskalnice, običajno svarjena iz ocelnih plošč z dovolj trdno in stabilno gradivo. Spodnja podlaga je opremljena z vrtoglavnicami za zaklep na tla, da se stabilizira hidravlična pritiskalnica.

3) Hidravlični valj in štik: Hidravlični valj je ena od osrednjih komponent hidravlične kolesarice (s vlečnim umirjem), običajno nameščena med zgornjo rebrjo in spodnjo podlago. Hidravlični valj vsebuje valjnico in štik. Hidravlični tlak je generiran s štikom in vodi gibanje zgornje rebrje.

4) Hidravlični sistem: Hidravlični sistem je vir moči štiristoparske hidravlične lisalice, vključuje hidravlične pumpe, hidravlične klape, oljastne cevi in upravljalne sisteme itd. Hidravlični sistem zagotavlja hidravlični tlak, nadzira gibanje hidravličnega valja in prilagaja tlak.

5) Delna površina: Delna površina je platforma na raztegninski hidravlični lisalici (z raztegninsko matrico) za postavljanje del. Delna površina lahko bistri ali premikna, da se prilagodi delom različnih oblik in velikosti, pri čemer se raztegninska sila izvaja prek gibanja hidravlične lisalice.
6) Varnostni varnostni napravi: Da bi se zagotovila varnost operaterja, je raztegninska štiristoparska hidravlična lisalica običajno opremljena z različnimi varnostnimi napravami, kot so gumbe hitrega ustanka, zaščitne pokroge, varnostni senzorji itd., da se izognemo nesrečam.

Glavne značilnosti lesovalne matrike za lesovanje kolesarja so, da gornja matrika uporablja konveksno matriko, ki je podobna notranjemu prostoru kolesarja, medtem ko rob in spodnja matrika uporabljata robove in konkavne matrike, ki so podobne zunanjem robu zgornjega otvorja kolesarja. Imajo prednosti hitrega oblikovanja, brez svarjenih vez, brez vrpov, brez vode, ki se spraša, ter so jake in trajne.
Matrika za lesovanje kolesarja sestoji iz naslednjih glavnih delov:
1) Gornja matrika: Gornja matrika je del matrike, ki odgovarja spodnji matriki. Običajno je postavljena zgoraj na kolesarju in se uporablja za izvajanje pritiska in lesovalne sile. Oblika in velikost gornje matrike so skladni z želeno obliko in velikostjo kolesarskega vedenja.
2) Spodnja matrica: Spodnja matrica je del matrice, ki odgovarja zgornji matriki. Običajno se nahaja pod kovanim vrecem ter ponuja podporo za kovani vrec in izvaja raztegovanje z gibanjem navzgor in navzdol. Oblika in velikost spodnje matrice se ujema z želeno obliko kovanim vrečem.
3) Raztegova mehanizem: Raztegova matrica je običajno opremljena s posebnim raztegovim mehanizmom, ki nadzira gibanje med zgornjo in spodnjo matico ter uporabi raztegovico za spreminjanje oblike kovanim vrečem. Raztegov mehanizem lahko deluje z hidravličnimi, pnevmatičnimi ali mehanskimi sredstvi.
4) Pomožni komponenti: Poleg zgornje matrike, spodnje matrike in raztegovega mehanizma morda kovanski vrecni razteg tudi vsebuje druge pomožne komponente, kot so zaklepna orodja, vodilne komponente, nadzorne sisteme itd., da bi izboljšali stabilnost matrike in natančnost opravil.

Prednosti izvedbe posebnega proizvodnjega opreme za oblikovanje hidravličnega tla:
(1) Uporablja štirikotno vodilno strukturo z visoko stopnjo vodilne natančnosti in močno uporostjo proti stranski sili.
(2) Preprosta struktura, ekonomična in praktična. Izdelana je iz celovite odlive 45# jeklerjeve oceli, ki ji zagotavlja dobro čvrstoćo, trdno, trajnost in visoko natančnost.
(3) Glavni cilinder hidravličnega tla za oblikovanje je izdelan iz legurske odlive oceli in precizno poljen, kar zagotavlja visoko zanesljivost pri visokem tlaku.
(4) Lahko se doda CNC sistem. Med procesom razteganja se glavni cilinder in sila držalnika spremenjujeta v določenem obsegu skupaj z ploščino listove (po izbiri).
(5) Hidravlično tlo ima funkciji hitrega delovanja in počasnega profiliranja, kar poviša proizvodno učinkovitost in življenjsko dobo forme.
(6) V določenem obsegu lahko prilagodite glede na zahteve postopka: dva oblikovalna postopka – stalni tlak in fiksni korak, enostaven za uporabo.
Održovanje hidrauličnega lisala za posebno proizvodno opremo kolesarjev:
1) Priporoča se uporaba 32# in 46# protiiznosnega hidrauličnega olja kot deločno olje, temperatura olja pa mora biti v območju od 15 do 60 stopinj Celzija.
2) Olje je dovoljeno dodajati v oljenik le po strogi filtraciji.
3) Deločno olje se zamenja enkrat na leto, prvič pa se ne sme zamenjati več kot po treh mesecih.
4) Na klisnik je potrebno pogosto nanositi smazočno olje, izpostavljeni del stebra mora biti vedno čist in pred vsako delovno opravilo je potrebno izpirati motorno olje.
5) Pritiskovni kazalec je potrebno kalibrirati in preverjati vsakih šest mesecev.
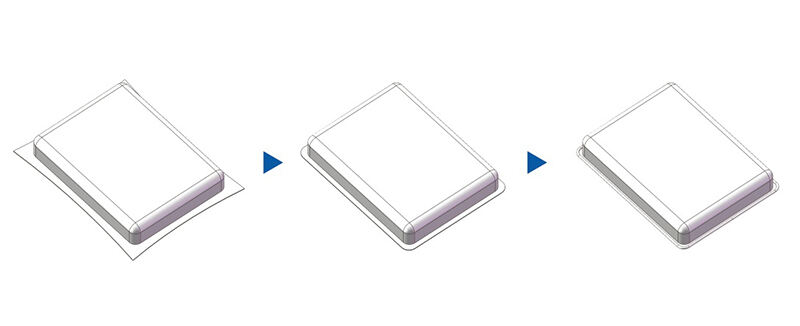
2. Postopek obočenja kolesarjev — Profiliranje, striženje in zavijanje stroja

Značilnosti produkta
1) Primeren za obočevanje in zavijanje velikih kroglih izdelkov
2) Razširjena delovna postaja, primerne za širok razpon izdelkov
3) Primeren za različne materialne vrste, kot so aluminij, jeklo, bakra itd., s močno primernostjo
Parametri produkta:
Vhodna napetost: 380V
Skupna moč: 4,5KW
Način prenosa: mešanica plina in tekočine
Primerljiva debelina delca: 0,4-1,0mm
Primerljiva višina delca: 30-300mm
Obseg čevlja: 200-700mm
Funkcija opreme: profiliranje, striženje, zavijanje

3. Proizvodnja ogrodij — hidravlična stroj za zavijanje čevov

Značilnosti hidravlične stroji za zavijanje čevov
1) Avtomatska identifikacija dinamičnih lastnosti strojnega postrojenja/delca → hitro in dobro obdelava
2) Hidravlična stroj za zavijanje čevov s samodejnimi glavami, uporablja mikrokrmilnik, več skupin programov, večkotne nastavitve, kar poenostavi in olajša delovanje.
3) Prikaz kitajskih in angleških titlov, operacija človek-stroj, lahko izberete ročni, polcikeljni ali celocikeljni način delovanja po želji.
4) Uporablja se visoko-kakovostne uvožene hidravlične vratice in elektrokomponente.
5) Opremljeno z velikostno hladilno sistemo za učinkovito nadzor delovne temperature.
6) Cela strojna enota ima lastnosti enostavnega uporabe, stabilnega delovanja, visoke delovne učinkovitosti in visoke stopnje varnosti. Je idealen stroj za obdelavo cevi.
7) Lahko izberete ročni in polavtomatski način delovanja po želji, premični nogalni preklopnik ima funkciji zagona in hitrega ustanka.

Vsako povezavo tega naprednega proizvodnega procesa je natančno zasnovano za izdelavo kakovostnih vozikov.

