















































Optimizacija postopkov zagnevanja za izjemno kakovost v metalni obdelavi
Optimizacija postopkov zagnevanja za izjemno kakovost v metalni obdelavi
Vsebina
1. Kritična vloga optimizacije procesa ohnjenja
Zakaj je optimizacija ohnjenja pomembna
Ključni dejavniki, ki vplivajo na kakovost ohnjenja
2. Korak za korakom: Vodnik za optimizacijo ukrivljanja
Izbor prave opreme
Natančna konfiguracija orodja
Pripravljenost in obdelava materiala
Kalibracija in jamstvo kakovosti
3. Reševanje pogostih problemov pri ukrivljanju
Zaznavanje pogostih pomanjkljivosti pri ognjenju
Proaktivne rešitve za konzistentne rezultate
4. Stroški odgovori na pogosta vprašanja o stiskalnikih
Najboljše prakse za kalibracijo stiskalnika
Pogostost održavanja za vrhunsno učinkovitost
5. Zaključni razmisliki o dosegujanju popolnih obojnic
V konkurenčnem področju metalne obdelave je optimizacija procesov obojnje temeljni stebur pri dostavljanju visoko preciznih, brez defektov izdelkov. Ne glede na to, ali delate v malih delavnih radnicah ali pa v velikih proizvodnih enotah, usposabljanje svojih tehnik obojnje lahko zelo poveča učinkovitost, zmanjša odpade in poviša kakovost izdelka. Ta vodnik se loti uporabnih strategij za dokončno usposabljanje vaših operacij obojnje, tako da vsaka obojnica izpolnjuje stroge standarde.

1. Kritična vloga optimizacije procesa ohnjenja
Zakaj je optimizacija ohnjenja pomembna
Preciznost v obojnji neposredno vpliva na integriteto, estetiko in funkcionalnost izdelka. Optimizirani procesi zmanjšajo ponovno delo, znižajo materialne odpade in skrajšajo proizvodne cikle – ključne pogojnike za stroškovno učinkovitost in zadovoljstvo strank.
Ključni dejavniki, ki vplivajo na kakovost ohnjenja
Uspeh odvisi od treh stebrov:
Možnosti opreme – prilagajanje specifikacij stroja zahtevam materijala.
Natančnost orodja – Uporaba šablonov in udarcev, prilagojenih geometriji obojnice.
Pohitrost materijala – Zavarovanje enakomernosti lastnosti kovina in stanja površine.

2. Korak za korakom: Vodnik za optimizacijo ukrivljanja
Korak 1: Izbor prave opreme
Izberite prekinitelj na osnovi:
Tonska moč in dolžina lожe – Prilagodite si debelino materiala in zahtevnost obojnice.
Nadzorni sistemi – Stroji s CNC omogočajo boljšo ponovno uporabo za zapletene načrte.
Namig strokovnjaka: Hidravlične tokove izjemno delujejo pri obojnicah debelih plasti, medtem ko električni modeli omogočajo energijske štednje pri rabilnih materialih.

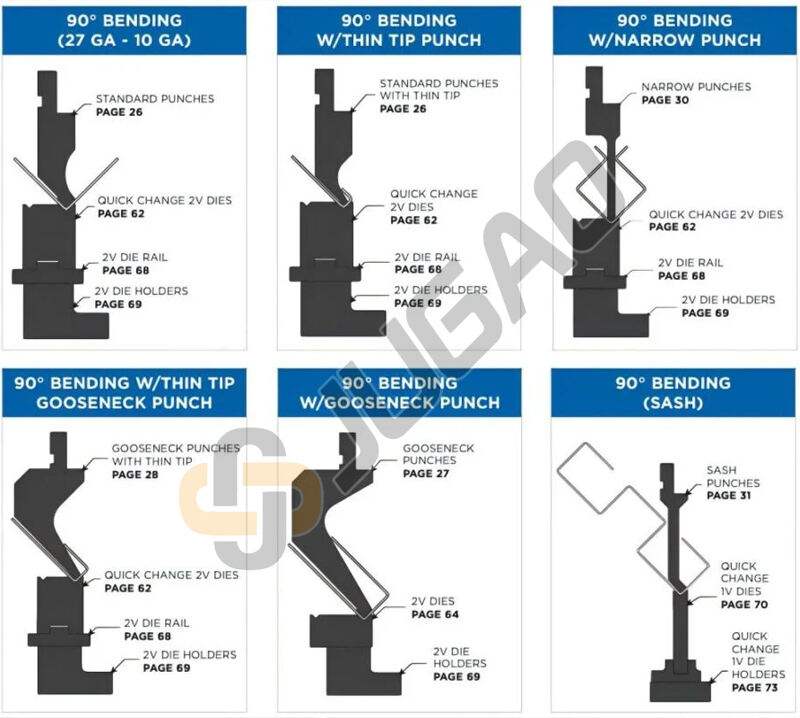
Korak 2: Natančna konfiguracija orodja
Izbor umrlca in udarca – Skočite na proizvajalske grafike za optimalno združevanje orodij.
Izogibanje sprembu – Uporabite kompensacijske tehnike ali zavojo v zraku za metalne snovi s pomembno uprugostjo.
Korak 3: Pripravnost in obravnavanje materiala
Priprava površine – Odstranite onesnaževalke, kot je olje ali ledenca, da preprečite nepopolnosti.
Oznaka pred ohnji – Laser ali risalne črte zagotavljajo natančnost ohnja.

Korak 4: Kalibracija in jamstvo kakovosti
Poravnava zadnjega merila – Preverite položaj s pomembnimi merilnimi orodji.
Preizkusna obočenja – Izvedite vzorčne požire, da preverite nastavitve pred polno proizvodnjo.

3. Reševanje pogostih problemov pri ukrivljanju
Zaznavanje pogostih pomanjkljivosti pri ognjenju
Neposledični kote – Pogosto povzročeni s stošnim orodjem ali napačnim poravnava.
Škrbe na površini – Izvira iz špinega orodja ali nepravilne ravnanje z materialom.
Proaktivne rešitve za konzistentne rezultate
Redne preglednosti orodja – Zamenjajte stošna umrlca čim prej.
Protokoli maščenja – Zmanjšajte trenje, da podaljšate življenjsko dobo orodij in izboljšate končni izgled.
4. Stroški odgovori na pogosta vprašanja o stiskalnikih
Q: Katera je najzanesljivejša metoda za kalibracijo listovnega ohinjača?
A: Začnite z ravnanjem stroja, nato uporabite digitalno merilo kota za precizno prilagoditev rampa in umirjev. Redna laserjska kalibracija je priporočena za operacije s visoko količino proizvodnje.

Q: Kakšno pogostost bi moralo imeti ohranjevanje?
A: Razporedite pregled ob vsakih 500 delovnih urah, s poudarkom na hidravličnih sistemih, vodilih in električnih komponentah.
5. Zaključni razmisliki o dosegujanju popolnih obojnic
Ovladovanje optimizacije zvija zahteva sestavino tehnične znanosti in predelne izvedbe. S tem, da vlagate v pravo opremo, ohranjate stroge standarde in rešujete težave preventivno, lahko dosežete neverjetno natančnost in učinkovitost. Za prilagojeno svetovanje ali napredno odpravljanje težav se obrnite na JUGAO CNC MACHINE, da bodo vaše operacije vedno na vrhu.
Optimiziraj danes — uspevaj jutri.

Ključni poudarki:
✔ Prednostno skrbite za združljivost opreme in orodja.
✔ Uvedite stroge rutine priprave materiala in kalibracije.
✔ Vstopite v preventivno vzdrževanje za ohranjanje zmogljivosti.
Ta popravljena različica povečuje jasnost, tok in uporabnost, hkrati pa ohranja tehnično osnovo izvorne verzije. Če želite še dodatne izboljšave, kontaktirajte JUGAO CNC MACHINE!

