















































Vprašanja, na katera je potrebno pozorati po zagonu in ponovnem zagonu stroja za obojčenje
Jan.25.2024

Vprašanja, na katera je potrebno pozorati po zagonu in ponovnem zagonu stroja za obojčenje
Stlačni šklop
#. Priprava pred zagonom stiskalne mašine
1. Zaključite prilagoditev ravnotežja stiskalne mašine.
2. Dodajte ustrezen hidravlični olj: normalno priporočena modela je #46 protiiznosna hidravlična olj, ter napolnite okoli 85% prostora rezervoarja.
3. Pripnite ustrezen vod za električno napajanje: izberite ustrezni vod za električno napajanje glede na moč motorja naprave in preverite, ali je napetost strojnega orodja skladna s praktično uporabljeno napetostjo.
4. Preberite navodila za uporabo stroja in roko za delovanje operacijskega sistema, ki jih zagotavlja JUGAO.
5. Pripnite vodilo za nogarsko prekidač pod električno skrinjo in pripnite ter zaklenite nogarski prekidač v smeri bayonetne povezave aviacijskega vtičnika.
#. Opozorila ob zagonu lokatorskega stroja in po zagonu.
1. Smer vrtenja motorja olajnega puma: Po končanju priprav pred zagonom stroja. Vključite energijo strojnega postrojenja in vse stiske napake v primeru nujnosti. Pritisnite gumb za zagon olajne pumpe in opazujte, ali se motor vrti v pravi smeri. Prepričajte se, da je smer vrtenja v skladu s označeno smerjo, preden nadaljujete z zagonom. Če ni v skladu, samo prilagodite položaj katerih koli dveh žič izmed treh žic napajalnega voda (vrtenje motorja v napačni smeri lahko poškoduje olajno pumo).
2. Postavite stopalo na nogalni preklopnik in pustite kljukar, da se pomakne navzgor. Vrtež ali enostavno stanje. Postavite stopalo na nogalni preklopnik, da zaženete stroj brez obremenitve. Opazujte stanje delovanja stroja brez obremenitve. Normalen obdelovalni test lahko izvedete le po tem, ko stroj stabilno deluje.
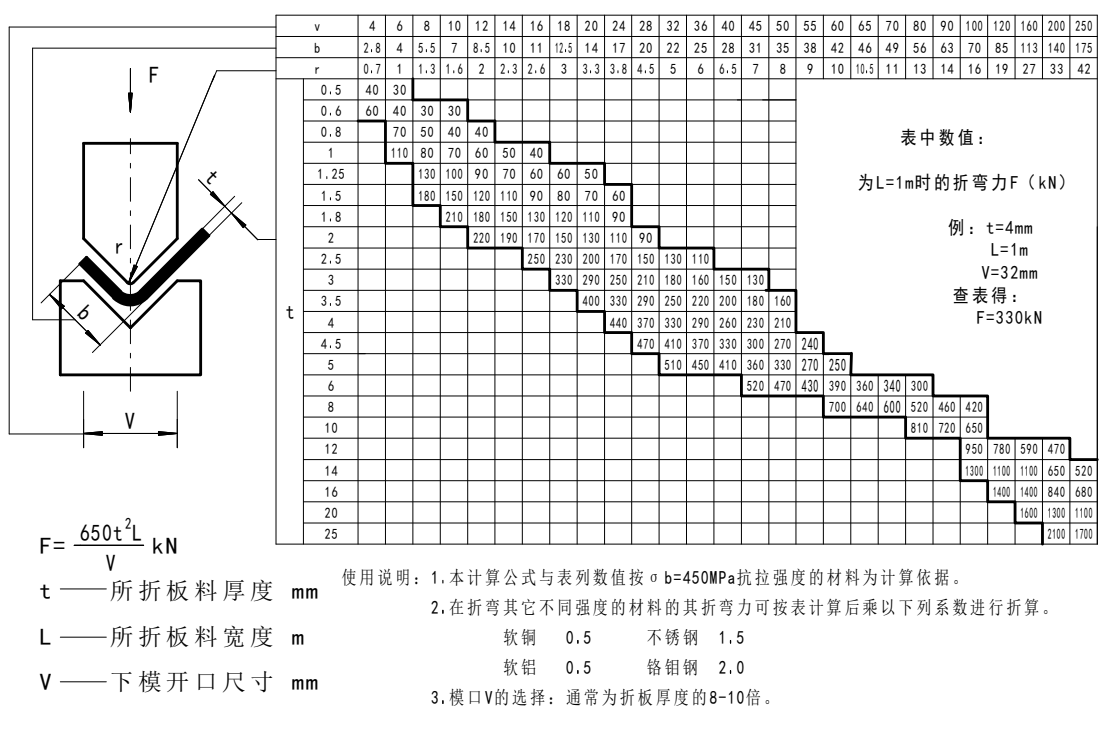
3. Izberite primerno preskok glede na debelino plošče, ki jo želite obdelati (pogledajte priporočilno tabelo preskokov). Navadno priporočeno je, da je preskok 8-krat večji od debeline plošče. Po prilagoditvi presodka matrice je potrebno zagotoviti, da so levizna in desna razmika med V-kanalom in zgornjo matrico enaki. Poleg tega je treba nastaviti parametre Y-osi (kot), pri čemer so nastavitvene vrednosti različnih sistemov različne.
4. Prvi test ovinjanja listov. Po končni nastavitvi izvedite predhodni test. Priporoča se, da ga izvedete v načinu jog. Ko se ovija za 90°, se ugotovi, da je kot ovinjanja manjši od 90° pred pritiskom in pritiska ni mogoče izvesti; po vrnilu morajo biti podatki popravljeni. Sicer je preprosto poškodovati spodnji model. Poleg tega ni mogoče uporabiti kratkih plošč za testiranje dolžine plošče. Prekratka plošča je preprosto pritisnjena in sredotočena, kar lahko uniči V-kanav v spodnjem umirjevalnem modelu.
5. Shranite ali zabeležite podatke po zaključenem testiranju. To omogoča lažjo obdelavo in poznejše branje podatkov.
JUGAO opozorilo: Pred obdelavo preberite navodila za uporabo, sistemski vodnik za delovanje ter opozorila za zagon. Posebno opozorilo glede poškodbe olajnega pumpe in poškodbe V-kanava spodnjega umirjevalnega modela!

