















































Ključne informacije o strihnih žlezih
Kot oseba, ki je globoko vpletena v sektor, pogosto ugotavjam, da je razumevanje strižnih žilek ključno za optimalno delovanje strojev. V tem članku, "Strižne žilke: Ključni podatki, ki jih morate vedeti", je moj cilj predstaviti kritične uvide o teh pomembnih komponentah. Vam bom povedal pomembne točke, od njihovega oblikovanja in materialnih razmer do strategij vzdrževanja, kar lahko poveča vaše razumevanje in uporabo strižnih žilek. Ne glede na to, ali ste izkušeni praksač ali novi v tem področju, je ta vodnik namenjen, da vam pomaga pri sprejemanju pravih odločitev za vaše projekte.
Vsebina
· Uvod
· Materiali
· Postopki
· Varnostne operacije
· Održavanje
· Uporabe
Uvod
Strugalska strojna oprema običajno uporablja za ležaje material, kot so T10, 9CrSI, 6CrW2Si, Cr12MoV, H13 in različne kovinske spojine. Ta stroj ima široko uporabo v več sektorjih, vključno z lahkoto industrijo, letalstvom, gradnjo ladjev, metalurgijo, sodelavci, elektrodomačino, izdelki iz nerjaveče ocele, gradnjo ocelskih struktur ter dekorativnih industrijskih področjih.
S pomočjo premiknega zgornjega ležaja v kombinaciji s stacionarnim spodnjim ležajem strugalska strojna oprema izvaja stružno silo na metalki, ki imajo različne debeline prek ustreznega prilagajanja medprostora med ležaji. To dejansko pomeni ločitev listov po želenih razsežnostih. Strugalska strojna oprema je vrsta kovačevskega strojnega postrežnika, ki služi predvsem za obrato v kovinski industriji. Običajne kategorije strugalskih strojev vključujejo stopničasti (ročni), mehanski, hidravlični kljun in hidravlični brezvežni modeli.
Oreševalne stroje so pogosto uporabljani zarezovanje osebnih listov z ravno robov. Oreševalni proces mora zagotoviti, da so orešene ploskve rezanih listov v skladu z zahtevami glede ravnosti in vzporednosti, hkrati pa tudi minimizirajo deformacijo lista za dobljenje visoke kakovosti končnega izdelka.
Material
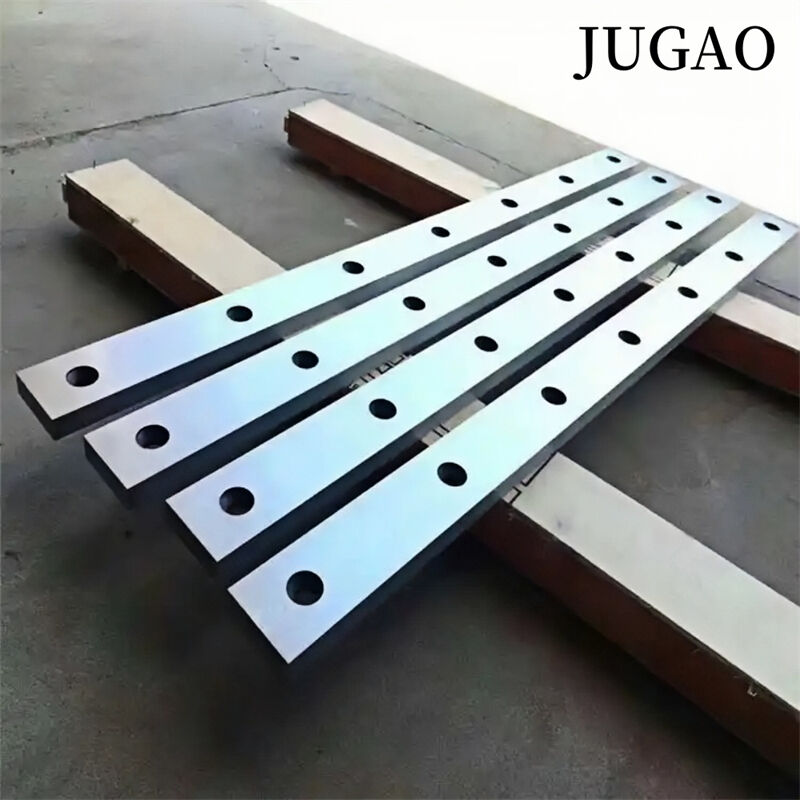
Izbira materialov za oreševalne žlez obsega tri glavne kategorije: ogljikovito vezano orodno celico, nizko legirano orodno celico in legirano orodno celico.
1. Ogljikovito vezana orodna celica: Tipično se ogljikovito vezana celica nanaša na material, kot so 65, 75 celica, T8, T10 itd. Termodinamska tvrdnost žlez iz teh materialov je v območju HRC57-59 stopinj, kar jih dela primerenimi za obdelavo standardnih nizko ogljikovitih hladno valčenih plošč in običajnih A3 plošč. Ta material ima prednost razumno ceno in je posebej ugoden pri recikliranju in rezanju odpadnih materialov.
2. Nizko legurjevno osebje iz osebja: pogosto uporabljene materiale za nizko legurjevne osebne žlezne ploščice vsebujejo 6Crw2sI, Cr5Mo1V, 9CrSi in Cr12MoV. Trdnost toplinske obravnave teh ploščic pada v območju HRC58-62 stopinj, kar jih posebej prilagaja za rez stainless ocele, tople valjene ploščice in srednje do debelih ploščic.
3. Legurno osebje: Materiali za šežne ploščice iz legurnega osebnega osebja sestavljajo 4Cr5MoSiV1 (H13K), 7Cr7Mo2V2Si9 (LD), W6Mo5Cr4V2 (6542), H13 in druge. Ploščice, izdelane iz teh materialov, se uporabljajo za tople valjene črtače ocele in za tople rezanje srednje in debelih ocelnih ploščic. Zlasti te materiale prikazujejo visoko temperaturen upor in so manj podobni anevalu, kar jih prilagaja za tople valjenje in tople rezanje procese v oceleskih zavodih.
Navodila
1. Zaganjajte stegarjo za nekaj ciklov praznega delovanja, da preverite normalno delovanje in izvedete poskusne rezove različnih debelin, od jemnih do debelih. Poskrbite, da je operater dobro seznanjen z možnostmi čepev hidravlične giljeve stegarje.
2. Prilagodite razmik med čepi glede na debelino plošče med poskusnim rezanjem. Neustrezen razmik med čepi lahko vpliva na trajnost čepov.
3. Vključite prekidač manometra med rezanjem in spremljajte branje tlaka oljeva. Tlak pri rezanju 12mm plošče ne sme preseči 20MPa. Dalo za daljinovalni tlak No9 je nastavljeno na 20-22MPa; uporabniki morajo pristati temu nastavitvi in se ne smejo lotiti povišanja tlaka nad določenimi meji, da se izognemo poškodovanju stroja.
4. Ohranite uravnotežen zvočni profil. Če zaznamete šum pri čepljih hidravlične giljeve stegarje, ustavite delo in izvedite pregled.
5. Med delovanjem hidravlične škarje za strih, se prepričajte, da ostaneta maksimalna temperatura olajnega roba pod 60 stopinjami Celzija. Če se temperatura poveča nad to mejo, je potrebno stroj izklopiti in ga pustiti v mirovanju.

1. Prepričajte se, da so zaščitne odeže priljubljene, zaklenite robove in se ne odpirajte vratnika jeklca. Izogibajte se nosenju, odstranjevanju ali visenju odeje na stroju, da se izognete zatekanju. Varnostni šapki so obvezne, s kosi vmetanimi noter; odeja in sandale so prepovedane.
2. Operatorji tega strojnega orodja morajo biti dobro seznanjeni z osnovno strukturo, funkcionalnostjo in delovanjem hidravlične škarje za strih.
3. Ta strojno orodje je namenjeno rezanju različnih plošč materialov, kot so jeklenina, bakra, aluminij in nekemikalne snovi, pod pogojem, da debljina materiala ne presega imenovalne zmogljivosti stroja. Materiali morajo biti brez tvrdih oznak, varnega šlamu, vključenega šlaka in varjenj, pri čemer ni dovoljena premerana debljina.
4. Navodila za uporabo žlez strojnega hidravličnega giljotinskega rezačnega stroja:
A. Prilagodi razmik med žlezoma tako, da ustrezata debljini snovi, ki jo želiš rezati.
B. Spremeni obliko ali fiksno namestitev glede na širino snovi, namenjene za rezanje.
C. Izvedi 1-3 prazna utika pred zagonom stroja; rezni delo se lahko začne, ko stroj normalno deluje.
5. Če bodo med uporabo zaznane kakršne koli nesrednosti, takoj izklopite energijo in izvedite pregled pred ponovnim zagonom.
6. Pri prilagajanju strojnega orodja se prepričajte, da je odstranjena napetost. Pri premikanju delcev pozornost na varnost rok.
7. Redno održevajte mašinske komponente s čisto mašinsko oljevino. Operatorji naj dopolnjujejo oljevino enkrat na delovni smeni, medtem ko mehaniki pol-letno primenijo oljevino na kotalne nosilce.


Vzdrževanje
Pravilno održevanje strihne plošče je ključno za podaljšanje njenega življenja in zagotavljanje uporabnikovega komforta. Strihna plošča, kot vrsta kovarske opreme, predvsem služi v metalurškem obdelovanju. Spodaj so pregledane postopke održevanja za strihno ploščo.
1. Strogo pridržujte se operacijskih protokolov.
2. Pred vsakim zagonom naprave uporabite oljevino po navodilih iz tabele za oljevanje. Poskrbite, da je oljevina čista in brez sedimentov.
3. Redno počistite strihne plošče in namazite nepomaljene dele z ravno proti ržavi.
4. Redno zamenjуйте in dopolnite oljevino v motorjevih nosilcih ter redno preverjайте električne komponente, da zagotovite normalno, varno in zanesljivo delovanje.
5. Občasno preverite trikotni pas, roko, vijak in gumb stroja za rezanje za škode. Če je žlebka označena s hudo iznosenostjo, jo zamenjajte takoj in poročajte o potrebi po delovnih delih.
6. Redno preverjajte in popravljajte vključnike, osigurnice in roke, da bo delovanje zanesljivo.
7. Zahranite in počistite strojni orodni 10 minut pred koncem vsakega delovnega dneva.
8. Strogo prepovedujte uporabo neavtoriziranim osebam in se posredujte, da ga ustavijo avtorizirane osebe.
9. Ustrezen izberite odmik za rezanje glede na debelino plošče.
10. Prepričajte se, da je plošča brez nepoželenih snovi in tvrdih predmetov.
11. Izogibajte se rezanju in svarivanju starejših plošč.
12. Se izognite presežnemu rezanju debelih plošč in redno prilagajajte odmik med zgornjim in spodnjim žlebkom.



Uporaba
Male in srednje velikosti noži za CNC strižnje so uporabljani v hidravličnih gilotinskih strižnjih strojih, hidravličnih klenjujočih strojih, mehanskih strižnjih strojih, stopničastih strižnjih strojih in različnih drugih kovinskih strojev. Splošno jih uporabljajo pri obdelavi listne metale, v legi industriji, elektroaparatih, metalurgiji, merilnih napravah, ladjarjenju, letalskem prometu, izdelkih iz nerjaveče celice, gradnji oceljskih struktur in dekorativni industriji. Njihova uporaba se dotika številnih pomembnih področij, vključno z metalurgijo, pakiranjem, papirjem, tiskom, kartonom, gradbeništvom, gumo in plastiko, hrano, elektronskimi materiali, ladjarjenjem, gradnjo in reparation, avtomobilsko proizvodnjo in mehanskimi napravami.
O Garyju Olsonu
Kot posvečen avtor in urednik za JUGAO CNC se osredotočam na izdelavo smiselnih in praktičnih vsebin, prilagojenih za industrijo delavine iz kovin. S leti izkušenj v tehničnem pisanju ponujam tematsko napisane članke in vodnice, ki pomagajo proizvajalcem, inženirjem in strokovnjakom, da ostanjo obveščeni o najnovejših inovacijah v obdelavi listne kovine, vključno s CNC lomalnicami, hidravličnimi tlaki, šearskimi stroji in drugim.

