
















































- Pregled
- Poizvedba
- Povezani produkti
Značilnosti produkta
V seriji EP so male električne štampe stroji, sestavljeni iz dveh skupin servomotorjev, ki vsak od njih pogona težko kroglo z vijakom, da premika klisjo naprej in nazaj, ter nato poganja zgornji model na klisji, da izvaja silo na spodnji model na delovni mizi, oglejajo metalne plošče glede na zahtevano obliko in velikost.
Servovski električni presni lik je sestavljen iz servomotorskega motora, visoke-preciznega vijackega prenosnega naprave, okvirja, klavze, osebne odborne forme, zadnjega materiala, zunanje oblike in upravnega sistema. Očitno je, da servovski električni presni lik v primerjavi z tradičnim hidravličnim presnim likom izbriše hidravlični sistem, kar pomeni višjo učinkovitost prenašanja in manjšo število dejavnikov, ki vplivajo na natančnost; Tudi zmanjša odpadne olje, ki jih generira hidravlični sistem, kar ga dela ekološkega prijaznejšega; Servovski popolnoma električni presni lik močnega izhoda je servni sistem, ki prilagaja izhodno moč glede na spremembe teretnih stanj med delovanjem, kar bo bolj varčevno z energijo.
Mini elektroškovača bo avtomatično izdala pravilno količino električne energije glede na delovne pogoje, zato je zlasti varčeva po potrošnji energije, prijazna okolju in zaščitna: ni potrebno uporabljati in zamenjevati hidravlično olje za škovanje, kar jo osvobuja od onesnaževanja okolja z odpadnim hidravličnim oljem.
PRIMENE PRODUKTOV V RAZLIČnih SITUACIJAH
Postrojenje je široko uporabljeno v metalu listov, busbar-ju in strojništvu, in ima določene prednosti pri proizvodnji v majhnih serijah in vzorcih.
Tehnični parametri
Serija s samostojnim valjem
| Model | Moč škovanja (T) | Obdelovalna dolžina (mm) | Hod škovanja (mm) | Hod ozadnega merila (mm) | Število osi | Moč valja (KW) | Hitrost hitrega vračanja (mm/s) | Delovna hitrost (mm/s) | Višina odprtja (mm) | Globina grla (mm) | Razmik stolpcev (mm) |
| EP03-02 | 3 | 230 | 120 | 150 | 2 | 2 | 200 | < 30 | 420 | - | 250 |
| EP06-04 | 6 | 400 | 120 | 150 | 2 | 3 | 200 | < 30 | 420 | 150 | 370 |
| EP12-06 | 12 | 600 | 120 | 150 | 2 | 5.5 | 200 | < 30 | 420 | 150 | 520 |
| EP18-08 | 18 | 800 | 120 | 250 | 3 | 7.5 | 200 | < 30 | 420 | 250 | 770 |
Vrstica s dvojnima valjem
| Model | Moč pritiska (T) | Obdelovalna dolžina (mm) | Igralnik za oboj (mm) | Dolžina merila za nazadovanje (mm) | Število osi | Moč valja (KW) | Hitrost hitrega vračanja (mm/s) | Delovna hitrost (mm/s) | Višina odprtja (mm) | Globina grla (mm) | Razmik med stebri (mm) |
| EP12-06 | 12 | 600 | 120 | 150 | 3 | 8 | 200 | < 30 | 420 | 150 | 520 |
| EP20-10 | 20 | 1050 | 120 | 300 | 4 | 11 | 200 | < 30 | 430 | 250 | 930 |
| EP30-12 | 30 | 1250 | 150 | 500 | 4 | 13 | 300 | < 30 | 470 | 250 | 1150 |
| EP35-12 | 35 | 1250 | 150 | 500 | 6 | 13 | 200 | <20 | 470 | 250 | 1150 |
| EP40-13 | 40 | 1300 | 150 | 500 | 6 | 15 | 200 | <20 | 470 | 300 | 1200 |
| EP40-16 | 40 | 1600 | 150 | 500 | 6 | 15 | 200 | <20 | 470 | 300 | 1400 |
| EP50-20 | 50 | 1600 | 150 | 500 | 7 | 30 | 250 | <20 | 530 | 350 | 1400 |
| EP60-25 | 60 | 2500 | 150 | 500 | 7 | 30 | 200 | <20 | 530 | 350 | 2300 |
Glavni tehnični kazalci in funkcije
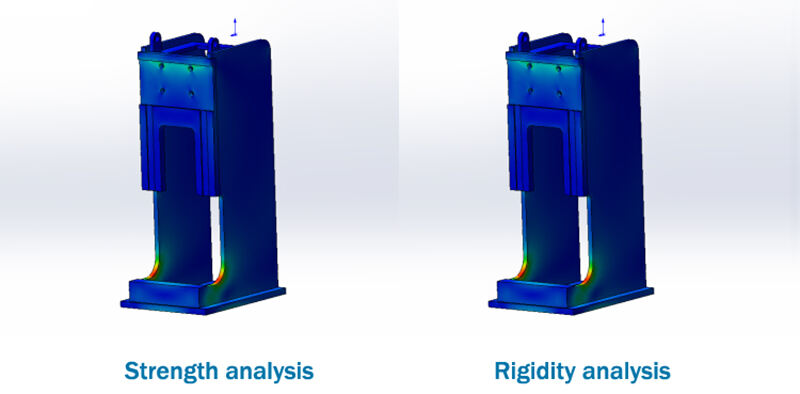
1. Analiza končnih elementov z visoko čvrsto obliko
Deformacija in varnostni faktor ključnih strojnih delov strojnega postrojeva so analizirani s pomočjo analize končnih elementov, da se zagotovi visoka čvrstostna zahteva celotnega strojnega postroja ter zanesljivost dolgoročne uporabe.
2. ECO-10ES CNC sistem
ECO-10ES CNC sistem je glavno namenjen področju vseh električnih poslužilnih ohnjiških strojev. Predstavlja visokonjen CNC sistem, prilagojen tržnim potrebam. Ima močne funkcije, bogate vgrajene vire in je varna, učinkovita, varčevinska in okolju prijazna izdelka.
Lastnosti izdelka CNC sistema
Zanesljiva izvedba
CNC sistem ECO-10ES uporablja visokokakovostno razvojno platformo CNC sistema ter napredne algoritme za posebne listove in gibanjske kontrole. Glavna plošča uporablja industrijske čipse. CNC sistem je prešel verifikacijo EMC elektromagnetne združljivosti ter testiranje prilagodljivosti visokemu in nizkemu temperaturnemu okolju.
Visoko hitra in visoko točna kontrola
CNC sistem uporablja algoritme visoke hitrosti za pospeševanje in zaviranje ter algoritme naprednega pregleda trajektorije. Pred obojanim postopkom CNC sistem naprej načrtuje gibanjsko trajektorijo glede na hitrostne in vektorske lastnosti obojavanja. Med hitrim pospeševanjem in zaviranjem zagotavlja dober natančnost obojavanja in mehka lastnost gibanja, tako da so visoka hitrost in visoka natančnost učinkovito združeni!
Visoka hitrost: Največja hitrost hitrega premikanja osi Y je 200mm/s, največja delovna hitrost pa 30mm/s.
Visoka natančnost: Ponovitvena natančnost položaja je ±0,01mm.
Usklajenost obdelave: Izogibanje vplivom sprememb temperature oljeja na usklajenost obojanega delovnega kosovca.
3. Vprašanje: Prihranek energije in varstvo okolja
CNC sistem ECO-10ES se glavno uporablja v vseh elektro servnih CNC obojnih strojih, ki so posebej varčnoščni, zeleni in okolju prijazni.
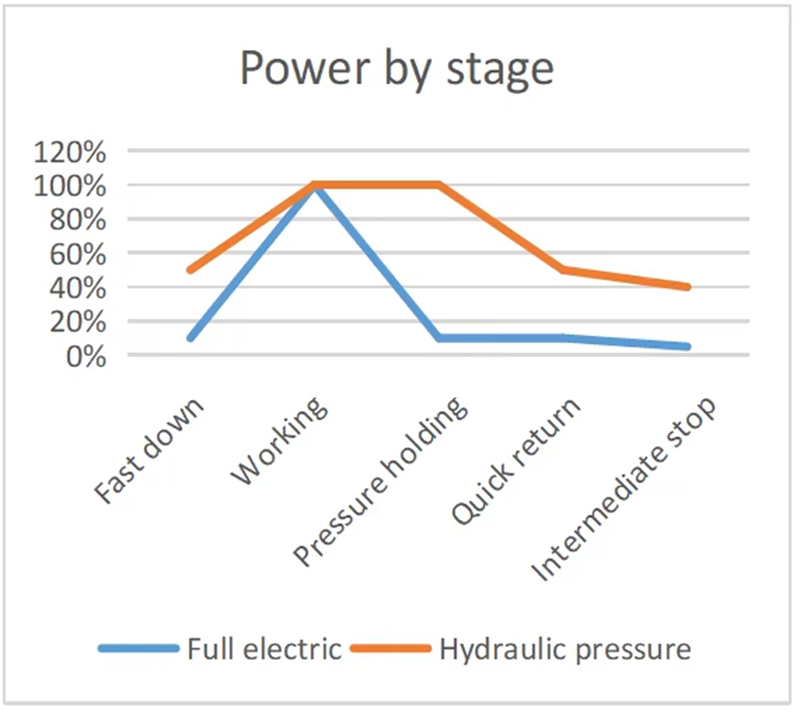
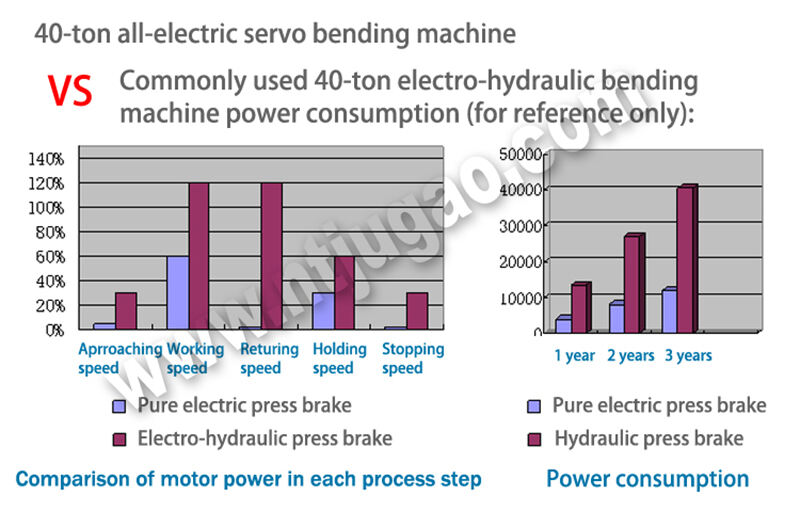
Posebej varčno: Razlika v porabi električne energije med vsemi elektroškoprinsko servomehanskimi stroji in elektrohidravličnimi servomehanskimi stroji je podobna razliki med spremenljivofrekvenčnimi klimatizacijami in navadnimi klimatizacijami. Vsi elektroškoprinski servomehanski stroji bodo samodejno izdajali primerno moč in elektriko glede na delovne pogoje, zato so zelo varčni.
Zeleno in okolju prijazno: Ni potrebno uporabljati in zamenjevati hidraulično olje, kar ustavi onesnaževanje odpadnega hidrauličnega olja okolju.
4. Močništvo osi
Močništvo osi lahko prenese ognjeni tlak, uporablja težko obremenljive krogle škrube in uvožene ogrodje, zasnovano za zelo dolgo življenjsko dobo, ter zasebno zaščiteno zasnovano, da se zagotovi, da ključnih komponent ni vplivov zunanjega prašca.
Glavni tehnični kazalci in funkcije:
Inteligentno spremljanje obremenitve orodij zagotavlja varnost orodij;
Petovodni dotikov zaslon, visoka zanesljivost, življenjska doba več kot 10 milijonov ciklov, preprost in hitri proces delovanja;
Funkcija samodejnega izračuna tlaka za oboj metala, opozorilo pri presežu območja omejitve tlaka;
funkcija "Direct" za izračun položaja nazadnjega merila: Glede na pripadajoče razmere in plastično deformacijo listne kovine se položaj nazadnje merila direktno izračuna glede na sredinsko plato;
Funkcija zveznega lukanja;
Knjižnica parametrov za obole: Ustvari knjižnico parametrov za obole za stranke, da strankam olajša hitro klicanje parametrov za oboj metala;

