Ako ladenie nástrojov CNC hydraulického lisu prehybového. Klesavka a dolná matrica. Celé nástroje.

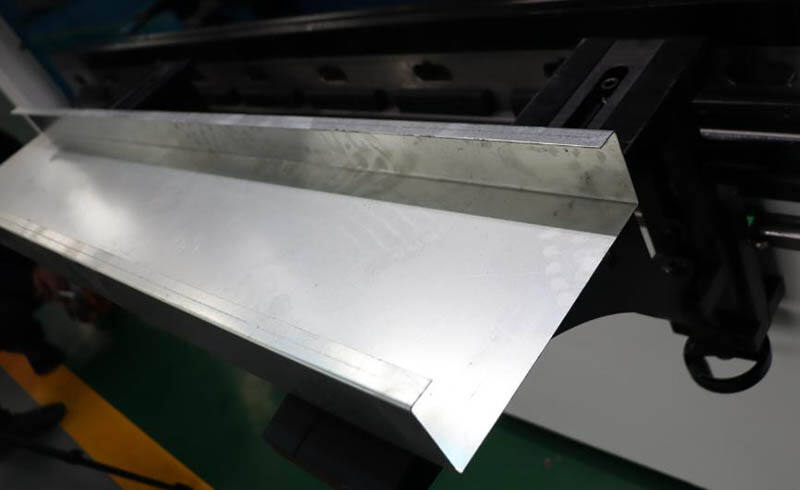
Formovacia priemer CNC hydraulického lisu je tvorená mnohými časťami, preto je potrebné počas montáže venovať osobitnú pozornosť. Po dokončení by sa mala vykonať opakovaná ladenie. Stroj je s špeciálnym vrtacom a žile pre ohýbanie rôznych tvarových produktov. Horná žila a vrtacie nástroje môžu byť čiastkové alebo v menších kusoch. Dolné die a nástroje môžu byť tiež v menších kusoch a častiach. Dolný nástroj môže mať spodnú podporu na prispôsobenie. Všeobecne povedané, dokončíme inštaláciu a prispôsobenie lisu v piatich krokoch.
1. Ladenie stroja. Pred inštaláciou treba najprv upraviť výkon stroja. Tento proces treba vykonať trpezlivost'ou a pečlivo. Skontrolujte, či nemá stroj prach alebo použité železné striedy atď., a vykonajte nevyhnuté čistenie na zníženie problémov v ďalšom štádiu.

2. Upravenie chodu klátu. Dajte pozor na kontrolu hrúbky lisovacieho nástroja a či je pomer horného a dolného modulu normálny. V normálnych okolnostiach by mal byt modul kontrolovaný v prechodovom bode chodovej čiary. Na tomto musíte dať pozor.

3. Upravenie modulu chodu, t.j. prispôsobenie horného obmedzujúceho poziomu modulu. Keď je modul v rôznych polohách, musí byt nastavený prepínač a rezervovaná zastavovačná pozícia klátu. Zároveň pri sústupu treba vykonať spomalenie modulu, aby sa lepšie chránilo zariadenie a lisovací nástroj.

4. Upravenie medzery slúži predovšetkým na meranie vzdialenosti medzi horným a dolným modulom. Presná nastavenie medzery sa musí určiť podľa plechu, ktorý sa má zlomiť.

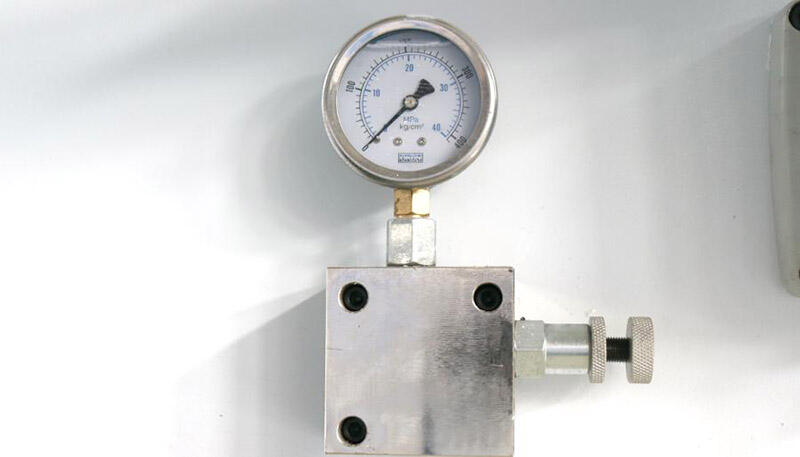
prispôsobenie uhla. Prispôsobenie uhla má istý vzťah k produktu. Výrobca tlačných brzd hovorí, že všeobecne povedané, keď sa ohýba 90° matrica, stredný uhol by mal byť väčší ako uhly na oboch stranách. Následne upravte jej utiahnutie podľa regulovacieho šroubu. Pri ohýbaní môžete tlak prispôsobiť cez manometr, aby sa predišlo rozlomeniu matice.