















































- Обзор
- Запрос
- Связанные продукты

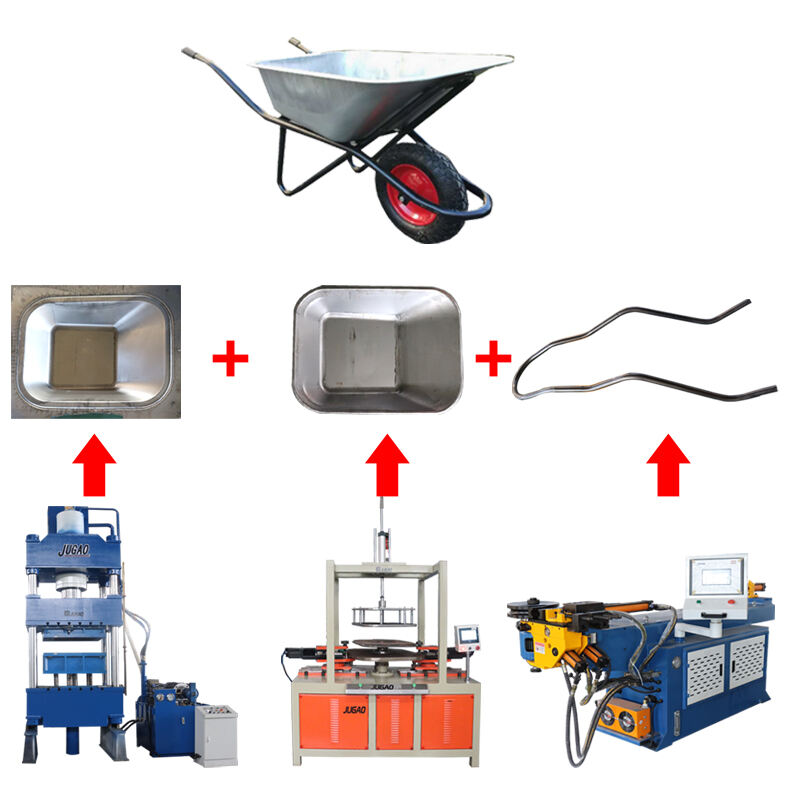
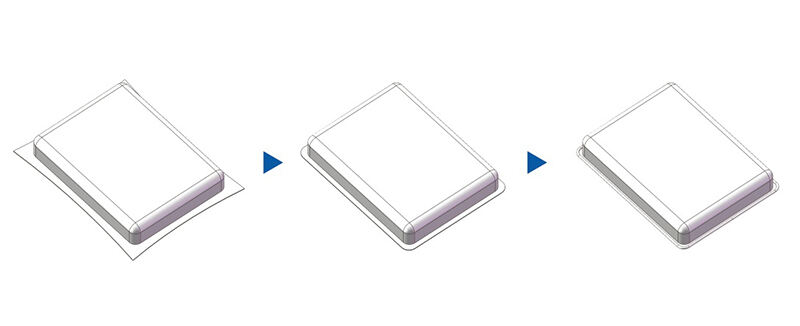
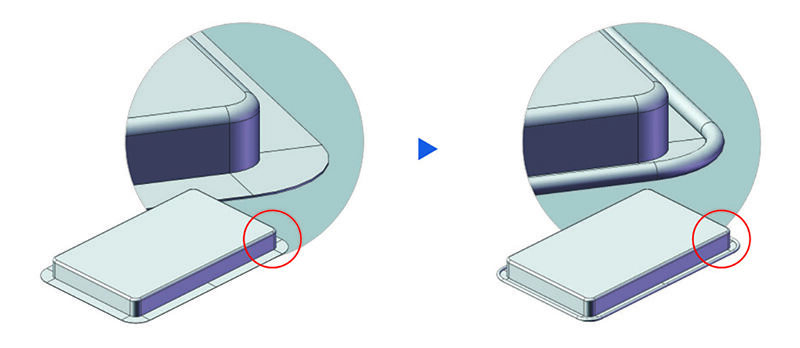
Садовая тележка — это специальное транспортное средство для перевозки строительного мусора, почвы, камней и т.д., и обычно используется в городском строительстве и дорожном строительстве. Процесс производства ковша тележки включает: вытяжку, штамповку, формирование, загибание и т.д. Тело ковша может быть сформировано методом штамповки и вытяжки. Основное оборудование этого процесса — гидравлический пресс для вытяжки, загибочный станок и трубогибочный станок. Первым этапом является формирование, которое связано с начальной формой тележки. Используя сырьевую стальную пластину толщиной 1,0 мм, при помощи синергии гидравлического пресса и формующей формы сырьевая стальная пластина растягивается для получения приблизительной формы тележки. Второй этап — это операция обрезки. У тележки после формирования по периметру остается большая ширина, и избыточная часть должна быть точно отрезана. Следующий шаг — это этап загиба. При помощи загибочного станка выполняется фланцевание вокруг тележки, чтобы сделать ее края круглыми. Таким образом, тележка может более устойчиво располагаться на раме. Последним этапом является производство рамы. Гидравлический трубогибочный станок может эффективно завершить производство рамы. Если выбрать полностью автоматический трубогибочный станок, процесс производства станет проще и удобнее.
1.Формующая часть тележки — гидравлический формовочный пресс

Специальное оборудование для производства тележек, гидравлический формовочный пресс имеет четырехстоечную конструкцию. Гидравлическая система использует картриджный клапан, электрическая система использует автоматическое управление PLC и обладает функциями микродвижения и полуавтоматики. Ход, давление и скорость каждого рабочего элемента в определенном диапазоне регулируются самостоятельно для удовлетворения потребностей металлических изделий формующих деталей. Комплектуется специальной матрицей для растяжения тележки, растягивающее формование выполняется за один раз, что значительно повышает количество и качество производства.
Гидравлический пресс для растяжения тележки (с растягивающей оснасткой) является обычным гидравлическим оборудованием. Его структура主要包括 следующие компоненты:
1) Верхняя балка: Верхняя балка является верхней несущей конструкцией растяжного четырехстоечного гидравлического пресса, как правило, сваренной из высокопрочных стальных плит. Над верхней балкой установлен гидроцилиндр, и гидравлическое давление, предоставляемое гидросистемой, заставляет его двигаться вверх и вниз.

2) Нижний каркас: Нижний каркас является нижней опорной конструкцией четырехстоечного гидравлического пресса, обычно сваренным из стальных пластин с достаточной жесткостью и устойчивостью. В нижнем каркасе есть отверстия для крепежных болтов, фиксируемых к полу, чтобы стабилизировать гидравлический пресс.

3) Гидроцилиндр и поршень: Гидроцилиндр является одним из основных компонентов гидравлического тележечного пресса (с формой для растяжки), обычно устанавливаемым между верхней балкой и нижним каркасом. Гидроцилиндр включает цилиндрическую трубку и поршень. Гидравлическое давление создается поршнем и приводит движение верхней балки.

4) Гидравлическая система: Гидравлическая система является источником питания четырехстоечного гидравлического пресса, включая гидравлические насосы, гидравлические клапаны, масляные трубопроводы и системы управления. Гидравлическая система отвечает за предоставление гидравлического давления, контроль движения гидравлического цилиндра и регулировку давления.

5) Рабочая поверхность: Рабочая поверхность представляет собой платформу на растяжном тележечном гидравлическом прессе (с растяжной матрицей) для размещения заготовок. Рабочая поверхность может быть фиксированной или подвижной для обработки заготовок различных форм и размеров, а растягивающая сила применяется через движение гидравлического пресса.
6) Устройство безопасности: Для обеспечения безопасности оператора растяжной четырехстоечный гидравлический пресс обычно оснащается различными устройствами безопасности, такими как кнопки аварийной остановки, защитные кожухи, датчики безопасности и т.д., чтобы избежать несчастных случаев.

Основные характеристики штампа для растяжки тележки заключаются в том, что верхний штамп имеет выпуклую форму, похожую на внутреннюю полость тележки, а кромка и нижний штамп имеют форму, схожую с внешним краем верхнего отверстия тележки. Преимущества включают быстрое формирование, отсутствие сварных швов, щелей, утечек воды, а также прочность и долговечность.
Штамп для растяжки тележки состоит из следующих основных частей:
1) Верхний штамп: Верхний штамп является частью приспособления, соответствующей нижнему штампу. Он обычно находится над тележкой и используется для применения давления и растягивающей силы. Форма и размер верхнего штампа соответствуют желаемой форме ковша тележки.
2) Нижняя матрица: Нижняя матрица является частью матрицы, соответствующей верхней матрице. Обычно она расположена под ведром тачки, обеспечивая опору для ведра тачки и осуществляя операцию растяжения за счет движения вверх-вниз. Форма и размер нижней матрицы соответствуют желаемой форме ведра тачки.
3) Механизм растяжения: Растягивающая матрица обычно оснащена специальным механизмом растяжения для управления движением между верхней матрицей и нижней матрицей, а также для применения силы растяжения с целью изменения формы ведра тачки. Механизм растяжения может быть выполнен с использованием гидравлического, пневматического или механического привода.
4) Вспомогательные компоненты: Помимо верхней матрицы, нижней матрицы и механизма растяжения, матрица для растяжения ведра тачки может также быть оборудована другими вспомогательными компонентами, такими как фиксирующие устройства, направляющие элементы, системы управления и т.д., для повышения устойчивости матрицы и точности работы.

Преимущества производительности специального оборудования для производства тележек гидравлического пресса:
(1) Используется четырехстоечная направляющая структура с высокой точностью направления и сильным сопротивлением боковым силам.
(2) Простая конструкция, экономичная и практичная. Изготовлена из цельной отливки стали 45#, имеет хорошую жесткость, прочность, долговечность и высокую точность.
(3) Главный цилиндр гидравлического пресса изготовлен из сплава литой стали и подвергается точной шлифовке, что обеспечивает высокую надежность при высоком давлении.
(4) Можно добавить систему ЧПУ. В процессе растяжения усилие главного цилиндра и удержания заготовки изменяется в пределах номинального диапазона вместе с площадью листа (необязательно).
(5) Гидравлический пресс обладает функциями быстрого рабочего продвижения и медленного профилирования формы, что повышает производительность и срок службы формы.
(6) Может быть настроена в соответствии с технологическими требованиями в указанном диапазоне: два процесса формования — постоянное давление и фиксированный ход, простые в управлении.
Обслуживание гидравлического пресса для формирования специального производственного оборудования:
1) Рекомендуется использовать 32# и 46# антиизносное гидравлическое масло в качестве рабочей жидкости, температура масла должна находиться в диапазоне от 15 до 60 градусов Цельсия.
2) Масло допускается заливать в бак только после строгой фильтрации.
3) Рабочее масло меняется один раз в год, время первой замены не должно превышать три месяца.
4) В направляющую следует часто добавлять смазочное масло, открытая поверхность столба должна оставаться чистой в любое время, перед каждой работой необходимо распылить моторное масло.
5) Манометр должен проходить калибровку и проверку каждые шесть месяцев.
2. Процесс обжимки — профилирующая ножовка и машинка для изгиба

Особенности продукта
1) Подходит для обрезки и изгиба крупногабаритных круглых изделий
2) Расширенный рабочий участок, подходит для широкого спектра продукции
3) Подходит для различных материалов, таких как алюминий, железо, медь и т.д., с высокой применимостью
Параметры продукта:
Напряжение входа: 380В
Общая мощность: 4,5 кВт
Режим передачи: смесь газа и жидкости
Подходящая толщина заготовки: 0,4-1,0 мм
Подходящая высота заготовки: 30-300 мм
Диапазон диаметра заготовки: 200-700 мм
Функция оборудования: профилирование, обрезка, свертывание

3. Производство рамы — Гидравлический трубогиб

Особенности гидравлического трубогиба
1) Автоматическое определение динамических характеристик станка/заготовки → быстрая и качественная обработка
2) Высокоскоростной одношовный гидравлический трубогиб, использующий микрокомпьютерное управление, несколько наборов программ, многоугольные настройки, что делает операцию простой и удобной.
3) Отображение субтитров на китайском и английском языках, диалоговая операция человеко-машинного взаимодействия, можно свободно выбирать режим работы: вручную, полувыполнения или полного цикла.
4) Используются высокоэффективные импортные гидравлические клапаны и электрические компоненты.
5) Комплектуется системой охлаждения большой емкости для эффективного контроля рабочей температуры.
6) Машина в целом обладает характеристиками простоты управления, стабильной производительности, высокой рабочей эффективности и высокого коэффициента безопасности. Это идеальное оборудование для промышленности обработки труб.
7) Можно свободно выбирать ручной и полуавтоматический режимы работы, а мобильный педальный переключатель имеет функции запуска и аварийной остановки.

Каждый этап этой передовой линии производства тщательно разработан для создания качественных тачек.

