















































Настройка гибочного станка

1. Настройка зазора изгиба
балка сжатия должна быть ослаблена, и её нужно настраивать, когда сжатие ослаблено; оба конца должны быть отрегулированы.
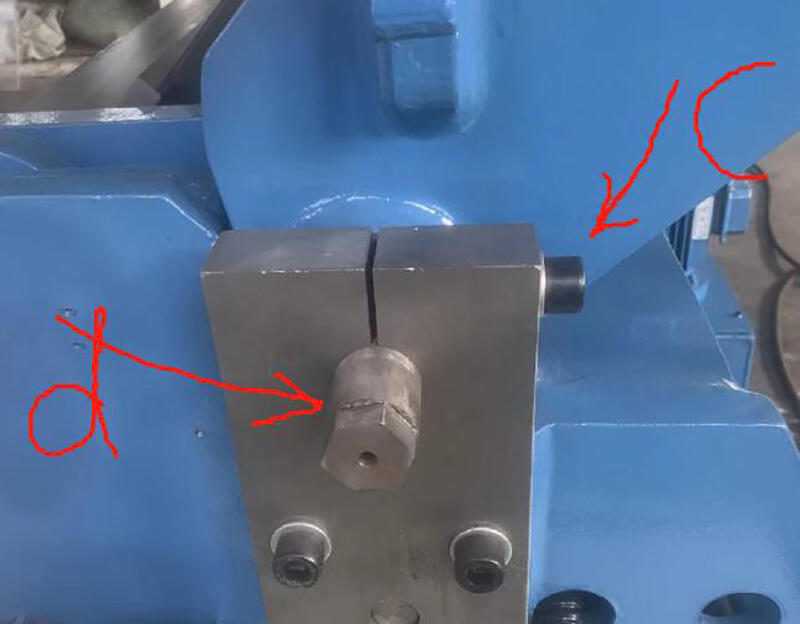
a) Ослабьте винт C,
b) Настройте эксцентричный вал d
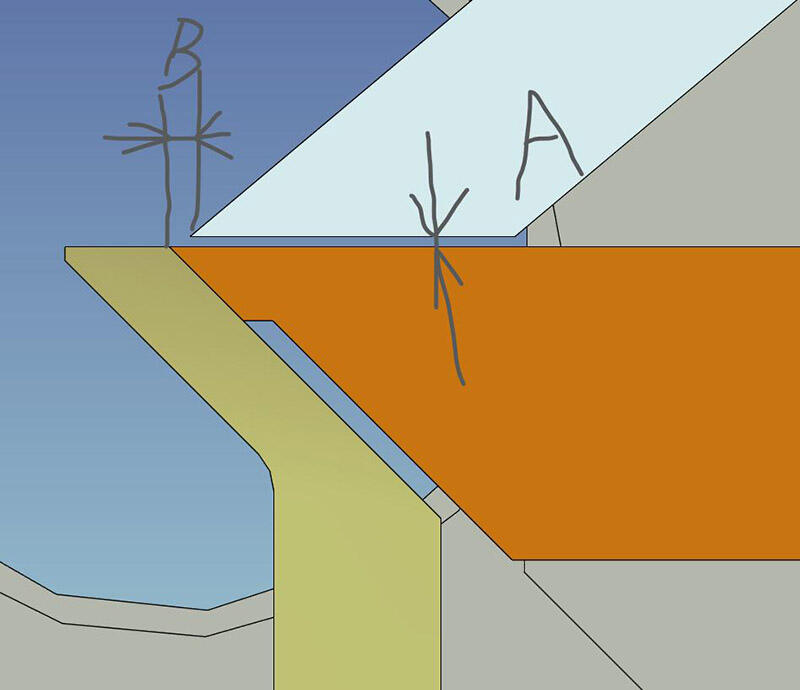
c) Измерьте размер B
Закрепите винт C
2. Настройка расстояния прессования
A на приведенной выше картинке — это расстояние нажатия, выбор A на 0.1-0.2 мм меньше толщины пластины. Когда A больше толщины пластины, пластину нельзя нажать. Когда A намного меньше толщины пластины, пластина сжимается из-за напряжения на обоих концах. Сила вызывает прогиб рабочего стола и сжимающей пластины, что приводит к сжатию обоих концов пластины и невозможности сжатия в середине. Отрегулируйте размер A, отрегулировав поршневой стержень масляного цилиндра, и оба конца должны быть отрегулированы.
Не кладите ничего на рабочий стол для нажатия балки.
a) Ослабьте гайку, фиксирующую масляный цилиндр e
b) Выберите поршневой стержень f
c) Измерьте размер A
d) Закрепляющая гайка e

3. Настройка среднего давления недостаточно жесткая
Если балка нажата без размещения пластины, то
расстояние между верхней формой и рабочим столом будет значительно
различаться между серединой и обоими концами.

Необходимо отрегулировать винт на сжимающей балке, как показано ниже


