















































Manual de operare a mașinii de încovoiat T15
Capitolul 1 Prezentare generală
1.1 Interfața principală
După ce sistemul se porneste și finalizează procesul de boot, intră în pagina principală, așa cum este ilustrat în Figura .

1. Pe partea stângă se află bara de funcții, inclusiv butoanele stânga și dreapta  butonul nivelului de putere și al autentificării
butonul nivelului de putere și al autentificării  , butonul de afișare a statutului
, butonul de afișare a statutului  , butonul meniu
, butonul meniu  și afișarea datei și orei sistemului.
și afișarea datei și orei sistemului.
2. Faceți clic pe login-ul nivelului de putere și introduceți numele de utilizator și parola înainte de a intra la nivelul ridicat de putere și de a putea vedea mai multe din pagină.
3. Bara de meniu: Acest sistem este împărțit în 6 meniuuri conform funcțiilor principale, dintre care:

Biblioteca de produse: se pot crea, stoca, citi și șterge produse.
Înregistrări de producție: stabilirea obiectivelor de producție și menținerea înregistrarilor de producție.
Setare unelte: intrați în interfața de setare a uneltelor pentru a ajusta deschiderea maximă după schimbarea formei.
Ajustare manuală a axelor: pe acest ecran puteți efectua acțiuni manuale pe axe individuale.
Parametrii mașinii: configurarea mașinii, starea mașinii și parametrii de ajustare.
Setări sistem: timpul sistemului, backup și recuperare a datelor, înregistrări de alarmă, setări nivel de putere, etc.
Capitolul 2 Biblioteca de produse
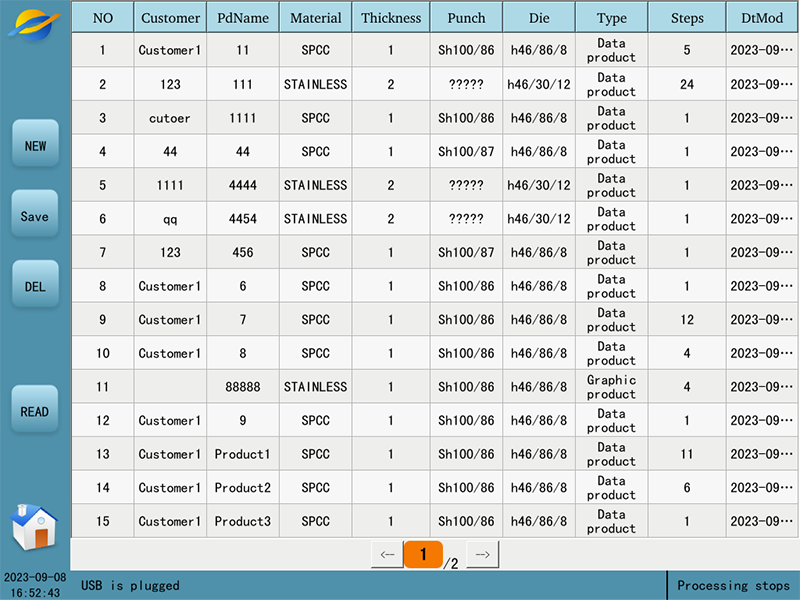
1. Faceți clic pe butonul "Nou" pentru a sări automat la ecranul „Prelucrare”, unde puteți edita pașii produsului gol.
2. Faceți clic pe butonul "Save", introduceți numele clientului și numele produsului în fereastra pop-up, iar informațiile despre produs din ecranul "Processing" vor fi salvate în biblioteca de produse.
3. Selectați un produs și faceți clic pe butonul "Delete", produsul va fi șters din biblioteca de produse.
4. Selectați un produs, faceți clic pe butonul "Read" și produsul va fi citit în ecranul „Processing”.
Capitolul 3 Editor de pași de lucru pentru încovoiere liberă


Punghie: Faceți clic pe numele punghiilor pentru a intra în biblioteca de punghiuri și a selecta o matrice. Utilizatorii pot crea, edita, șterge și citi matricile din biblioteca de punghiuri, mai multe detalii sunt disponibile în „Capitolul 4 Biblioteca de Matrici”.
Matrice: Asemănător cu „Punghie”. Parametrii de matrice setați aici reprezintă matricea implicită a sistemului.
Material: Faceți clic pe numele materialului pentru a selecta materialul procesat din biblioteca de materiale.
Grosimea plăcii: Editați grosimea materialului.
Încovoiare la unghi: faceți clic 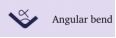 poate alege modul "încovoiere unghi", "încovoiere poziție", "încovoiere plată", "încovoiere de jos". Partea de spate se setează conform diferitelor metode de încovoiere să introducă unghiul sau poziția corespunzătoare.
poate alege modul "încovoiere unghi", "încovoiere poziție", "încovoiere plată", "încovoiere de jos". Partea de spate se setează conform diferitelor metode de încovoiere să introducă unghiul sau poziția corespunzătoare. 
Blocare: Faceți clic pentru a selecta blocarea sau paletizarea.
Dimensiune exterioară: Faceți clic  pentru a selecta "Dimensiune exterioară", "Dimensiune interioară", "poziție pe axa x".
pentru a selecta "Dimensiune exterioară", "Dimensiune interioară", "poziție pe axa x".
Axa R: Introduceți poziția axei R.
Deflecție: Introduceți poziția deflecției.
Axa Z: introduceți poziția punctului central al axei Z, deoarece se calculează pozițiile Z1, Z2; Axa X: Poziția unde suportul se deplasează orizontal în direcția verticală a formei.
Faceți clic pe numărul pașilor de lucru și vor apărea patru butoane pentru ajustarea pașilor de lucru, acestea fiind:

Inserare: inserați o linie goală de pas de lucru deasupra pașului de lucru curent.
Ștergere: ștergeți pasul de lucru curent, pașii următori de lucru sunt mutați automat cu o linie în sus.
Schimbarea în sus: schimbați poziția pașului de lucru curent cu poziția pașului anterior de lucru.
Schimbarea în jos: schimbați poziția pașului de lucru curent cu poziția următorului pașului de lucru.
3.1 Referință detaliată
Prelucrarea partii drepte a parametrilor detaliati, există de asemenea o parte stângă a capitolului selectării modului în detaliu.
Selectarea metodei de încovoiere:
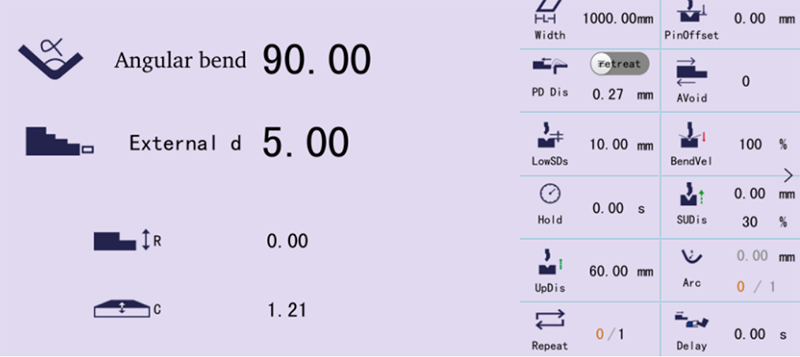
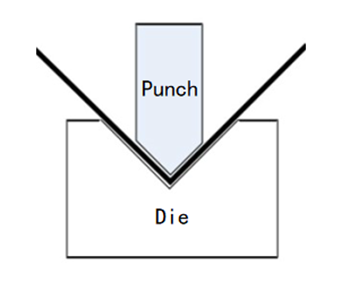
Încovoiere liberă: Foaia este încovoiată la unghiul setat prin coborârea Frapei până la adâncimea dorită, așa cum este arătat în figură. Sistemul calculează poziția necesară pe axa Y pentru a obține unghiul setat. Încovoierea liberă necesită ca unghiul Frapei să fie mai mic sau egal cu unghiul Preselor, iar unghiul țintă să fie mai mare decât ambele unghiuri ale Frapei și Preselor.
Figura 3-4 Încovoiere liberă
Încovoiere prin apăsare până la fund: Fraapa va fi încovoiată până la fundul Preselor pentru a obține unghiul necesar de încovoiere, așa cum este arătat în figură. Poziția pe axa Y este poziția fundului Preselor minus grosimea plăcii, care poate fi corectată prin valoarea de corecție.
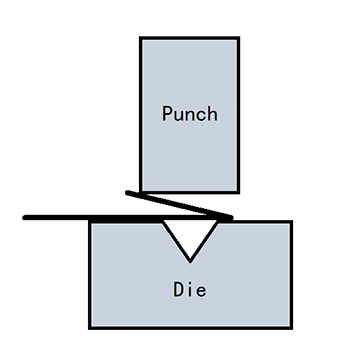
Curătirea încovoierii: placa este încovoiată într-un unghi ascuțit după încovoierea anterioară, folosind Curătitorul, unghiul ascuțit al plăcii este aplatizat și placa este prăbușită, așa cum se arată în Figura 3-6, poziția pe axa Y este pentru poziția punctului de presare a plăcii minus grosimea plăcii, care poate fi corectată prin valoarea de corecție.
Aplatizarea prin presare: asemănătoare cu încovoierea prin presare, poziția pe axa Y este pentru poziția punctului de presare a plăcii, care poate fi corectată prin valoarea de corecție.
Dimensiuni: dimensiuni interne, dimensiuni externe. Așa cum se arată în figură.
Distanța capătului oprii de la interiorul plaștelui la încovoiere, denumită dimensiune internă.
Distanța capătului oprii de la partea exterioară a plaștelui la încovoiere, denumită dimensiune externă.
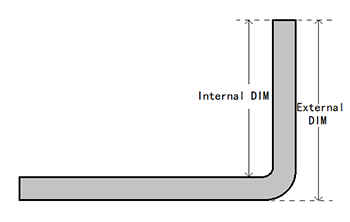
Poziția țintă a axei X este calculată diferit pentru dimensiunile interioare și exterioare, deoarece parte interioară se strânge, iar partea exterioară se extinde atunci când plașa metalică este oprită. Poziția țintă a axei X este mai mare decât dimensiunea interioară și mai mică decât dimensiunea exterioară.
Material de blocare din spate: blocare și ținere a materialului. Când distanța pe axa X este scurtă, se alege modul de blocare. Când axa X este lungă, din cauza gravitației care provoacă o inclinare a materialelor în jos, se poate alege modul de paletizare, materialul fiind plasat pe
degetul de blocare care se mișcă înainte pentru a ține. Când utilizați modul de paletizare, sistemul calculează automat poziția țintă a axei X și a axei R în modul de paletizare.
Distanță de retragere: distanța relativă pe care axa X trebuie să se retragă pentru a evita coliziune când camea coboară la punctul de strâns.
Punct de strâns: poziția în care camea apasă chiar materialul.
Lățimea plăcii: lățimea feței de metal pe parcursul lungimii uleiului.
Repetă: Numărul de ori câte pasul curent de lucru trebuie să se repete.
Semnal de schimbare a pașului: Când faceți clic pentru a comuta la "utilizare", după ce mișcarea de întoarcere pe axa Y este finalizată, trebuie să apăsați o dată pe pedala de jos înainte ca oprirea automată să înceapă să se miște către poziția setată pentru următorul pas.
Timp de întârziere la schimbarea pașului: timpul de întârziere înainte de a comuta la următorul pas de lucru.
Distanță lentă: Distanța dintre punctul de schimbare a vitezei și punctul platen. Dacă distanța lentă a pasului curent de lucru este 0, se utilizează "distanța lentă implicită". Dacă distanța lentă implicită este de asemenea 0, se utilizează distanța lentă implicită a sistemului.
Timp de menținere: Timpul de menținere după terminarea încovoiirii. Se utilizează "timpul de menținere implicit" când timpul de menținere al pasului curent de lucru este 0.
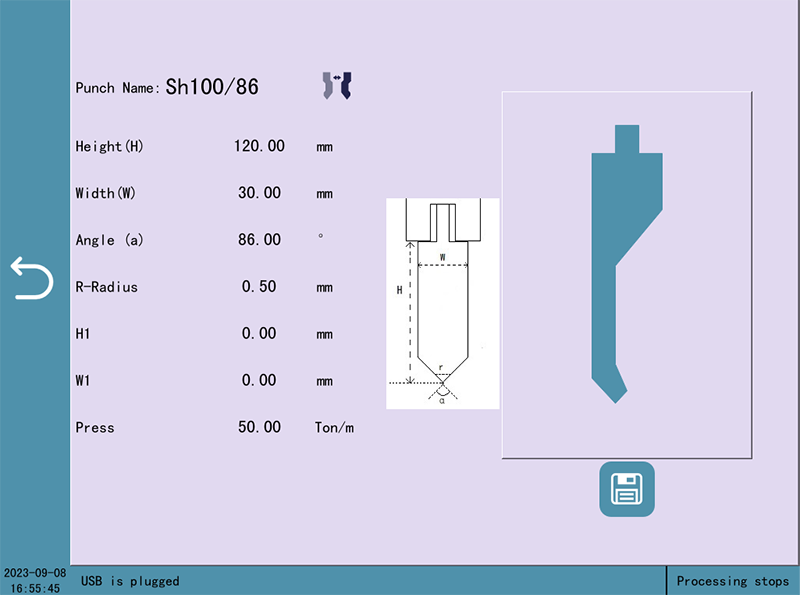
Capitolul 4 Biblioteca de forme
4.1 Biblioteca de lovituri
Pe ecranul „Preprocesare”, faceți clic pe numele loviturii pentru a intra în ecranul bibliotecii de lovituri, așa cum este arătat în figura.
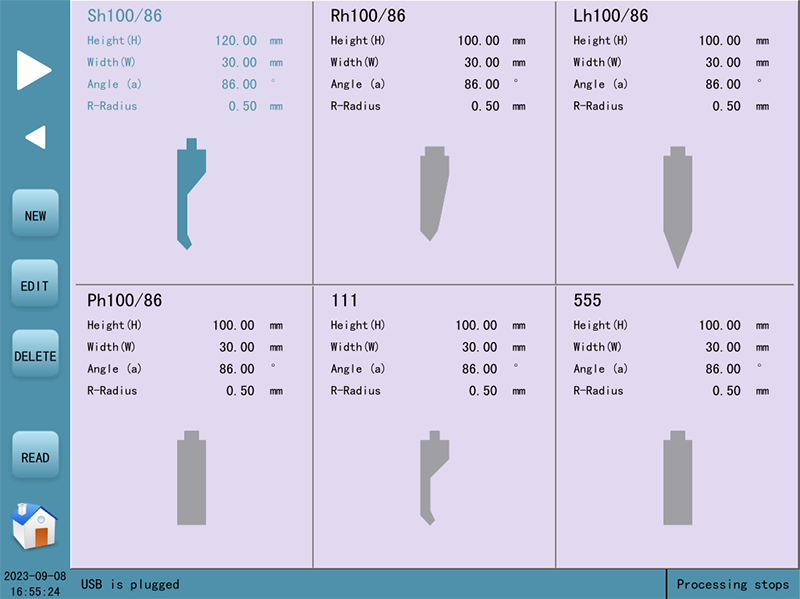
Biblioteca Modelului de Top arată lista modelelor de top salvate în sistem, care pot fi derulate cu săgeata din stânga.
Faceți clic pe butonul de meniu extensibil de pe bara de meniu.
Nou: Faceți clic pe "Nou" pentru a deschide diferite tipuri de noi Punch-uri; intrați în interfața de editare așa cum este arătat în figură.
Editare: Faceți clic pe "Editează" pentru a modifica un parametru al Punch-ului curent.
Ștergere: Selectați un Punch și faceți clic pe "Șterge" pentru a șterge Punch-ul.
Citește: Selectați un Punch și faceți clic pe "Citește" pentru a-l introduce în aplicația curentă.
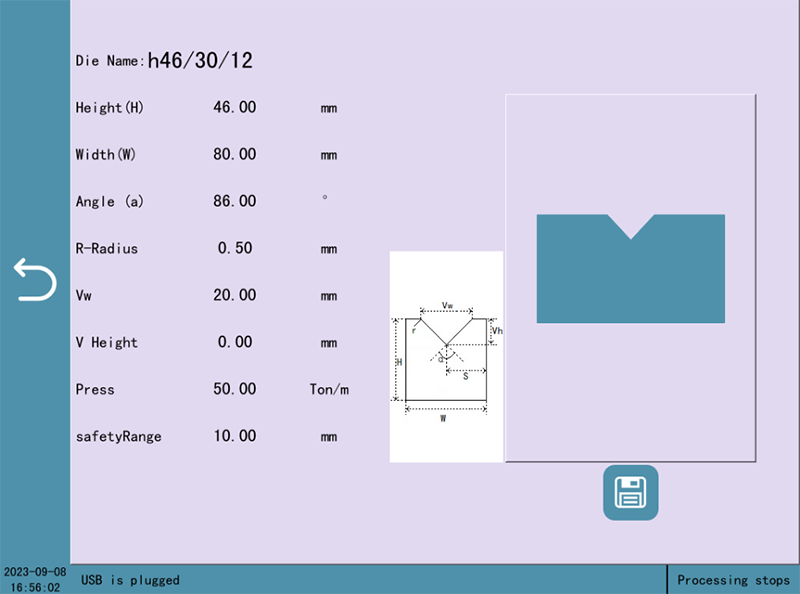
4.2 Biblioteca de matrice
Capitolul 5 Sistem
5.1 Rezolvarea problemelor de alarmă
| Numărul de serie | Descrierea alarmei | Verificarea alarmei |
| Err1 | Motorul nu este pornit | Apăsați butonul START sau butonul motorului pentru a-l porni |
| Err2 | Ajungerea la limită | Intrați pe ecranul de pași singuri, mișcați-vă în sens opus prin micări și ieșiți din limitator |
| Err3 | Ambele capete produc limite | Verificați dacă limitatorul este avariat sau dacă există o circuit deschis în linie |
| simultan | ||
| Err4 | Ținta axei greșită | Verificați dacă poziția țintei este setată pentru a verifica intervalul limită superior și inferior |
| setare poziție | ||
| Err5 | Nu s-a găsit nicio linie validă | Există o eroare în introducerea parametrilor pasului de lucru curent |
| Err7 | Înainte de a acționa, | Intrați pe ecranul de stare, faceți clic pe butonul de căutare și așteptați până când căutarea se finalizează. |
| vă rugăm să căutați | ||
| referință | ||
| Err14 | Inclinare pe axa Y | Intrați pe ecranul de pas unic, mutând ușor sau rotind manual roata pentru a nivelă slider-ul |
| Err16 | Oprire de urgență | Eliberați butonul de oprire de urgență |
| butonul este apăsat | ||
| Err17 | Ridicare de urgență | Eliberați butonul de ridicare de urgență |
| butonul este apăsat | ||
| Err21 | Setare incorectă a | Risc de coliziune cu materialul de oprire, verificați parametrii de setare |
| poziția oprii | ||
| Err30 | Card IO | Reconectați cablul de comunicație între PLC și IO |
| comunicație offline | ||
| Err34 | Ajungerea la limita | Intrăți pe ecranul cu un singur pas, mișcându-vă în sensul opus direcției de mișcare |
| limită | ||
| Err38 | Monitorizare a securității | Verificați dacia pentru alarme |

