















































Instrukcja obsługi maszyny do gięcia T15
Rozdział 1 Przegląd
1.1 Interfejs główny
Po włączeniu systemu i zakończeniu uruchamiania, system przechodzi na stronę główną, jak pokazano na rysunku .

1. Po lewej stronie znajduje się pasek funkcji, w tym przyciski lewo i prawo  przycisk logowania poziomu baterii
przycisk logowania poziomu baterii  , przycisk wyświetlania statusu
, przycisk wyświetlania statusu  , przycisk menu
, przycisk menu  oraz wyświetlanie daty i godziny systemowych.
oraz wyświetlanie daty i godziny systemowych.
2. Kliknij na logowanie na poziom uprawnień i wprowadź swoją nazwę użytkownika oraz hasło, zanim wejdziesz na wyższy poziom uprawnień i będziesz mógł zobaczyć więcej stron.
pasek menu: Ten system jest podzielony na 6 menu według głównych funkcji, w tym:

Baza produktów: można tworzyć, przechowywać, odczytywać i usuwać produkty.
Rejestry produkcji: ustawianie celów produkcyjnych i prowadzenie rejestru produkcji.
Ustawienia narzędzi: Wejdź do interfejsu ustawień narzędzi, aby dostosować maksymalne otwarcie po zmianie formy.
Ręczna regulacja osi: Na tym ekranie możesz wykonywać ręczne działania na poszczególnych osiach.
Parametry maszyny: konfiguracja maszyny, status maszyny i parametry dopasowania.
Ustawienia systemowe: czas systemowy, kopie zapasowe danych i ich przywracanie, rejestr alarmów, ustawienia poziomu uprawnień itp.
Rozdział 2 Baza produktów
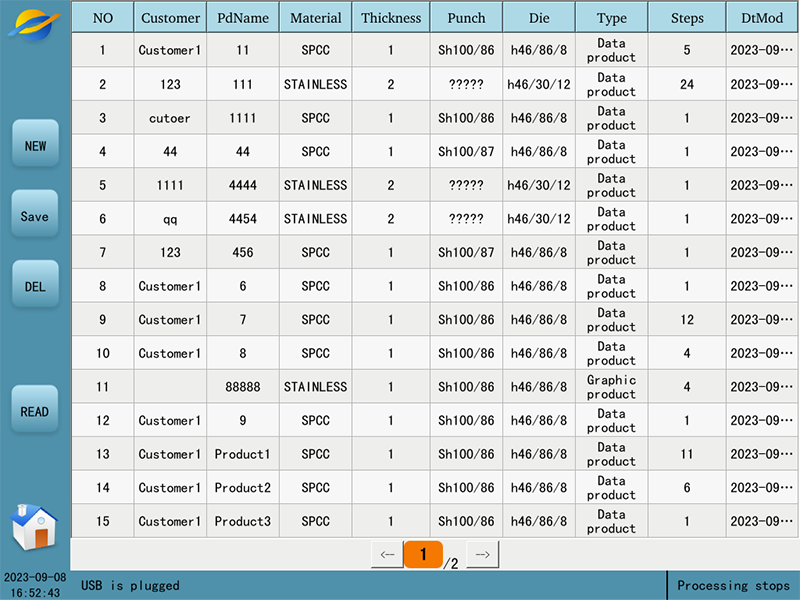
1. Kliknij przycisk "Nowy", aby automatycznie przejść do ekranu "Przetwarzanie", gdzie możesz edytować kroki produktu dla pustego produktu.
2. Kliknij przycisk "Save", wprowadź nazwę klienta i nazwę produktu w oknie dialogowym, a informacje o produkcie na ekranie "Processing" zostaną zapisane w bibliotece produktów.
3. Wybierz produkt i kliknij przycisk "Delete", produkt zostanie usunięty z biblioteki produktów.
4. Wybierz produkt, kliknij przycisk "Read", a produkt zostanie wczytany na ekran "Processing".
Rozdział 3 Edytor kroków pracy gięcia swobodnego


Cios: Kliknij nazwę ciosu, aby wejść do biblioteki ciosów i wybrać formę. Użytkownicy mogą tworzyć, edytować, usuwać i czytać formy w bibliotece ciosów, więcej szczegółów można znaleźć w "Rozdziale 4 Biblioteka form".
Forma: Tak samo jak "Cios". Parametry formy ustawione tutaj są domyślną formą systemową.
Materiał: Kliknij nazwę materiału, aby wybrać przetwarzany materiał z biblioteki materiałów.
Grubość blachy: Edytuj grubość materiału.
Gięcie kąta: kliknij 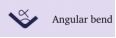 może wybrać sposób: "zgięcie kątowe", "zgięcie pozycyjne", "zgięcie płaskie", "zgięcie od spodu". Z tyłu, zgodnie z różnymi sposobami zginania, wprowadź odpowiedni kąt lub pozycję.
może wybrać sposób: "zgięcie kątowe", "zgięcie pozycyjne", "zgięcie płaskie", "zgięcie od spodu". Z tyłu, zgodnie z różnymi sposobami zginania, wprowadź odpowiedni kąt lub pozycję. 
Blokada: Kliknij, aby wybrać blokadę lub paletyzację.
Wymiar zewnętrzny: Kliknij  , aby wybrać "wymiary zewnętrzne", "wymiary wewnętrzne", "pozycję osi x".
, aby wybrać "wymiary zewnętrzne", "wymiary wewnętrzne", "pozycję osi x".
Oś R: Wprowadź pozycję osi R.
Przechylenie: Wprowadź pozycję przechylenia.
Oś Z: wprowadź pozycję punktu środkowego osi Z, ponieważ obliczenie pozycji Z1, Z2; Oś X: Pozycja, w której przegroda porusza się poziomo w pionowym kierunku formy.
Kliknięcie na liczbę kroków pracy wyświetla cztery przyciski do dostosowywania kroków pracy, są to:

Wstaw: wstaw pustą linię kroku pracy powyżej bieżącego kroku pracy.
Usuń: usuwa bieżący krok pracy, kolejne kroki pracy są automatycznie przesuwane o jedną linię w górę.
Przesunięcie w górę: wymiana pozycji bieżącego kroku pracy z poprzednim krokiem pracy.
Przesunięcie w dół: wymiana pozycji bieżącego kroku pracy z następnym krokiem pracy.
3.1 Szczegółowa referencja
Przetwarzanie prawej strony szczegółowych parametrów, istnieje również lewa strona rozdziału wyboru trybu w szczegółach.
Wybór metody gięcia:
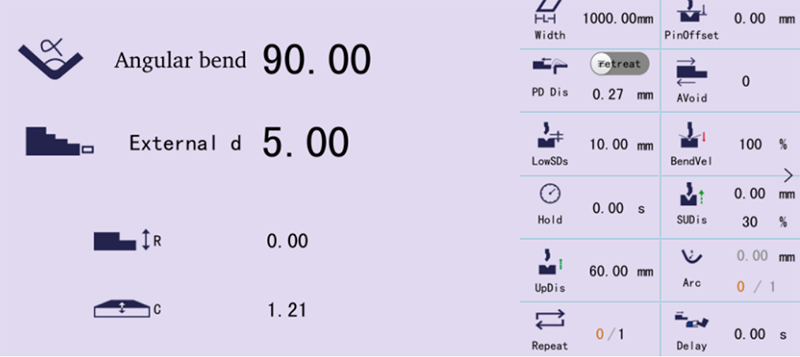
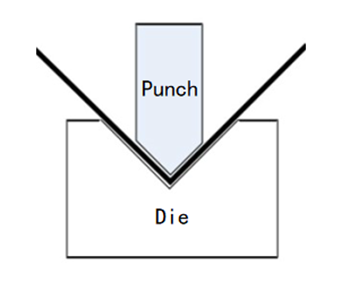
Wolne gięcie: Arkusz jest gięty do ustawionego kąta przez opuszczenie Puncha do pożądanego poziomu, jak pokazano na rysunku. System oblicza wymaganą pozycję osi Y, aby uzyskać ustawiony kąt. Wolne gięcie wymaga, aby kąt Puncha był mniejszy lub równy kątowi Die, a kąt docelowy był większy niż oba kąty górnego i Die.
Rysunek 3-4 Wolne gięcie
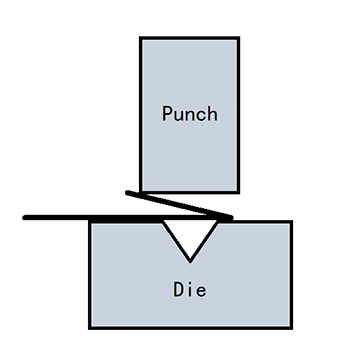
Gięcie na dno prasy: Punch zostanie załamanie do dna Die, aby uzyskać wymagany kąt gięcia, jak pokazano na rysunku. Pozycja osi Y to pozycja dna Die minus grubość płyty, którą można poprawić za pomocą wartości korekcyjnej.
Wygładzanie zginania: płyta jest zginana w ostry kąt po poprzednim zginaniu, za pomocą wygładzającego pięstka, ostry kąt płyty jest wygładzany i płyta jest składana, jak pokazano na Rysunku 3-6, pozycja osi Y jest dla pozycji punktu ciśnienia minus grubość płyty, co może być poprawione przez wartość korekcyjną.
Ciśnienie do wygładzania: podobne do zginania przy ciśnieniu, pozycja osi Y jest dla pozycji punktu płyty ciśnienia, co może być poprawione przez wartość korekcyjną.
Wymiary: wymiary wewnętrzne, zewnętrzne. Jak pokazano na rysunku.
Odległość końca zatrzymywacza od wnętrza blachy w miejscu zgięcia, nazywana wymiarem wewnętrznym.
Odległość końca zatrzymywacza od zewnętrznej strony blachy w miejscu zgięcia, nazywana wymiarem zewnętrznym.
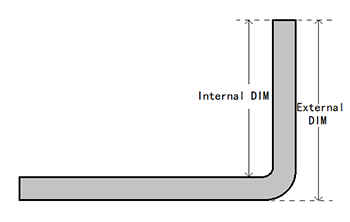
Pozycja docelowa osi X jest obliczana inaczej dla wymiarów wewnętrznych i zewnętrznych, ponieważ strona wewnętrzna kurczy się, a zewnętrzna rozciąga się podczas gięcia blachy. Pozycja docelowa osi X jest większa niż wewnętrzny wymiar i mniejsza niż zewnętrzny wymiar.
Materiał blokujący tylny: blokowanie i utrzymywanie materiału. Gdy odległość osi X jest krótka, wybierz tryb blokowania. Gdy oś X jest długa, ze względu na ciężar materiału płytkowego spowodowany opadaniem, można wybrać tryb paletyzacji, w którym materiał płytkowy zostanie umieszczony na
wskazującym palcu do przodu, aby utrzymać. Gdy używasz trybu palety, system automatycznie oblicza pozycję docelową osi X i osi R w trybie palety.
Odległość wycofania: względna odległość, którą oś X musi wycofać się, aby uniknąć opadnięcia suwaka do punktu zacisku.
Punkt zacisku: pozycja, w której suwak jest właśnie naciśnięty na płytę.
Szerokość płyty: szerokość blachy wzdłuż długości formy.
Powtórzenia: Liczba powtórzeń bieżącego kroku pracy.
Sygnał zmiany kroku: Po kliknięciu, aby przełączyć na "użycie", po zakończeniu ruchu zwrotnego osi Y, musisz raz nacisnąć pedał w dół, zanim blok hamujący zacznie się poruszać do pozycji ustawionej dla następnego kroku.
Opóźnienie zmiany kroku: czas opóźnienia przed przejściem do następnego kroku pracy.
Dystans zwolnienia: Odległość między punktem zmiany prędkości a punktem podłoża. Jeśli dystans zwolnienia dla bieżącego kroku pracy wynosi 0, używany jest "domyślny dystans zwolnienia". Jeśli również domyślna odległość zwolnienia jest równa 0, system używa domyślnej odległości zwolnienia.
Czas utrzymania: Czas utrzymania po zakończeniu gięcia. Jeśli czas utrzymania dla bieżącego kroku pracy wynosi 0, używany jest "domyślny czas utrzymania".
Rozdział 4 Biblioteka form
4.1 Biblioteka ciosów
Na ekranie "Przetwarzania" kliknij na nazwę ciosu, aby wejść do ekranu biblioteki ciosów, jak pokazano na rysunku.
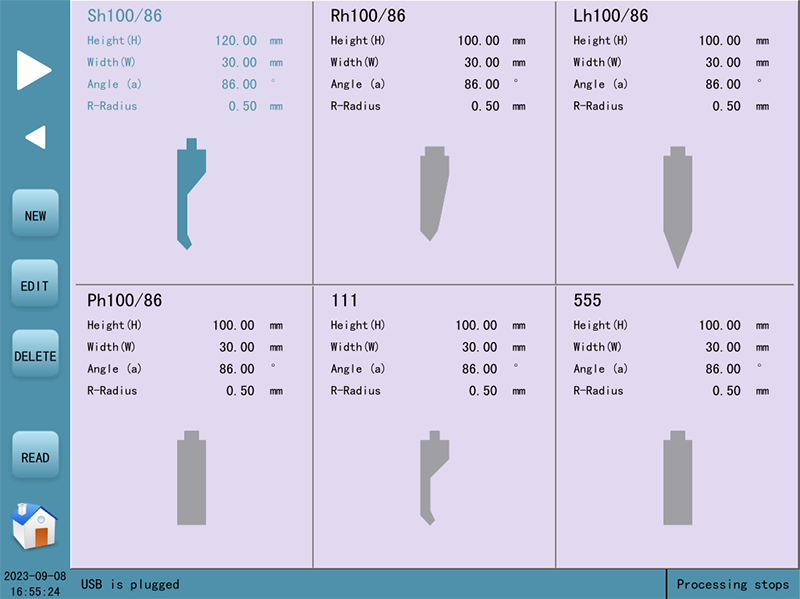
Biblioteka Modeli Górnych pokazuje listę zapisanych w systemie głównych modeli, którą można obracać za pomocą strzałki w lewo.
Kliknij na przycisk rozwijany w pasku menu.
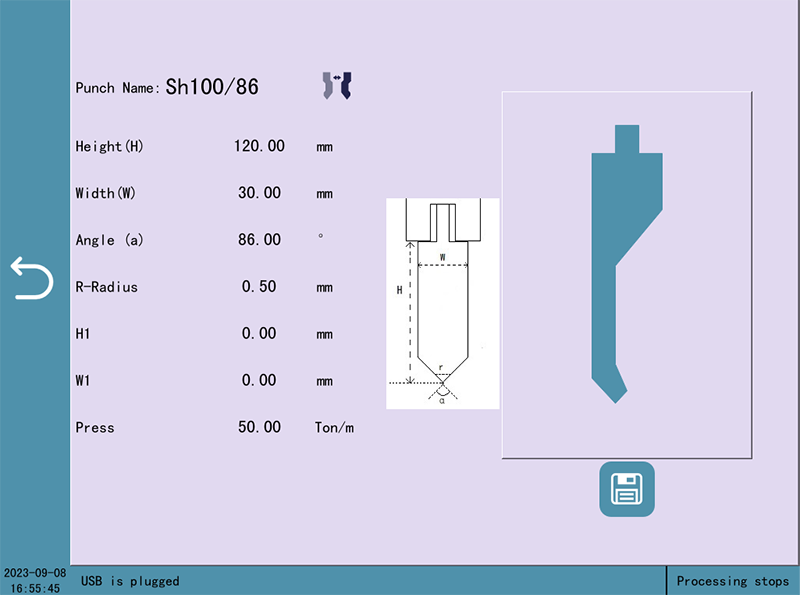
Nowy: Kliknij "Nowy", aby wyświetlić różne typy nowych Punchów; wejdź do interfejsu edycji, jak pokazano na rysunku.
Edytuj: Kliknij "Edytuj", aby zmodyfikować parametr bieżącego Puncha.
Usuń: Wybierz Puncha i kliknij "Usuń", aby usunąć Puncha.
Odczytaj: Wybierz Puncha i kliknij "Odczytaj", aby wczytać wybrany Punch do bieżącej aplikacji.
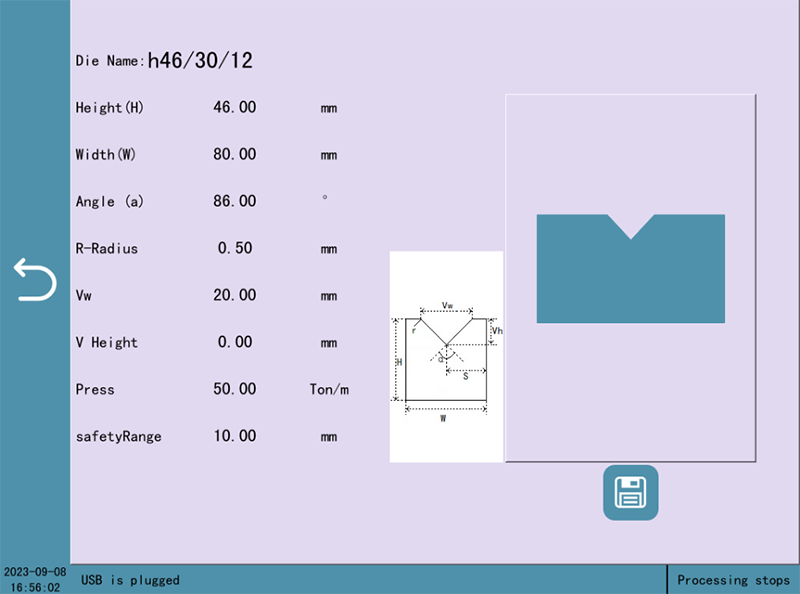
4.2 Biblioteka matryc
Rozdział 5 System
5.1 Rozwiązywanie problemów z alarmami
| Numer seryjny | Opis alarmu | Sprawdzanie alarmu |
| Err1 | Silnik wyłączony | Kliknij przycisk START lub przycisk silnika, aby włączyć silnik |
| Err2 | Osiągnięcie granicy | Wejdź do ekranu pojedynczego kroku, poruszaj się w przeciwnym kierunku za pomocą trybu krokowego i opuść ogranicznik |
| Err3 | Oba końce osiągają limity | Sprawdź, czy ogranicznik jest uszkodzony lub czy występuje otwarty obwód w linii |
| jednocześnie | ||
| Err4 | Nieprawidłowy cel osi | Sprawdź, czy pozycja docelowa jest ustawiona tak, aby sprawdzić zakres granicy górnej i dolnej |
| ustawienie pozycji | ||
| Err5 | Nie znaleziono żadnej prawidłowej linii | Wystąpił błąd w parametrze wejściowym bieżącego kroku pracy |
| Err7 | Przed akcją, | Wejdź do ekranu stanu, kliknij przycisk wyszukiwania i poczekaj na zakończenie wyszukiwania. |
| proszę szukać | ||
| odniesienie | ||
| Err14 | Nachylenie osi Y | Wejdź na ekran krokowy, poruszając kołem w trybie małych kroków lub ręcznego kręcenia, aby wyровnać suwak |
| Err16 | Zatrzymanie awaryjne | Puść przycisk nagłego zatrzymania |
| przycisk został naciśnięty | ||
| Err17 | Nagły podnoszenie awaryjne | Puść przycisk nagłego podnoszenia awaryjnego |
| przycisk został naciśnięty | ||
| Err21 | Błędne ustawienie | Ryzyko kolizji z materiałem hamującym, sprawdź parametry konfiguracji |
| pozycja hamulca | ||
| Err30 | Karta We/Wy | Wtórnie podłącz kabel komunikacyjny między PLC a kartą We/Wy |
| komunikacja offline | ||
| Err34 | Osiągnięcie miękkie | Wejdź na ekran jednokrokowy, poruszając się w przeciwnym kierunku ruchu |
| limit | ||
| Err38 | MONITORING BEZPIECZEŃSTWA | Sprawdź sterownik alarmów |

