Główna struktura pras dogięcia
1. Wprowadzenie do struktury mechanicznej
Maszyna hydraulyczna do gięcia主要是 złożona z ramy, suwaka, tylnego stopera, układu hydraulicznego, form, podpory, urządzenia ochrony bezpieczeństwa, systemu elektrycznego itp.

2. Połączenie mechaniczne
(1) Górny suwak jest połączony z kołnierzem tłoka w dwóch zestawach cylindra i wsparty na panelach ścianowych lewej i prawej za pomocą podłoża cylindra. Istnieją lewe i prawe krawędzie poruszające się, które zapewniają kierowanie ruchu suwaka w górę i w dół. W punkcie połączenia między kołnierzem tłoka a suwakiem znajduje się kulisty amortyzator, który zapewnia, że siła działająca na belkę jest rozprowadzona w sposób logiczny oraz że kołnierz tłoka jest dobrze wyrównany.

(2) Zgodnie z różnymi formami maszyny głównej, dolna belka (stół roboczy) walcownika produkowanego według wymagań klienta ma dwie formy. Jedna to rodzaj jednobelkowy, przypięty śrubami; druga to rodzaj trójbelkowy z cylindrem kompensacyjnym. Po obu stronach znajdują się dostosowalne podkładki do poprawy powierzchni podkładki i dopasowania do korpusu, a dokładność poprawy może być regulowana.
(3) Aby zapewnić zsynchronizowaną pracę lewych i prawych cylindrów, maszynowy narzędzia przyjmuje synchroniczny obracający się ramie z łącznikiem.

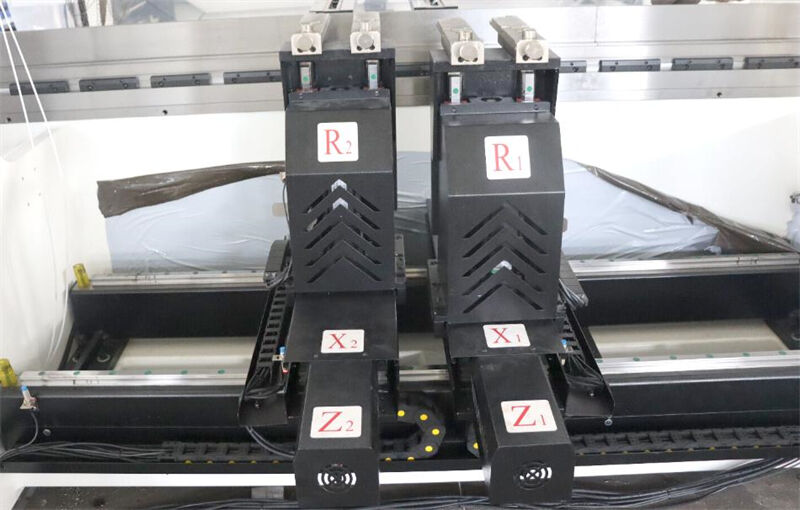
3. Część suwaka
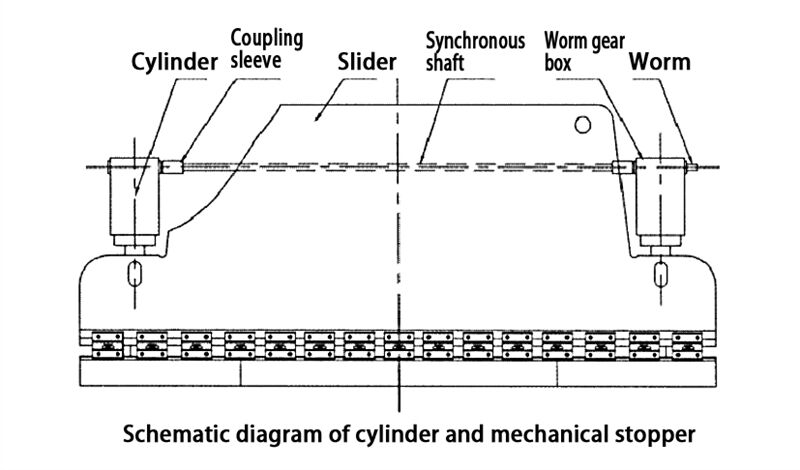
Część suwaka składa się z suwaka, cylindra oraz struktury细分 fine-tuning mechanicznego stopera. Lewe i prawe cylindry są zamocowane na ramie, a piszczel (pręt) napędza suwak w górę i w dół za pomocą ciśnienia hydraulicznego.

Zakrętka mechaniczna jest umieszczona wewnątrz dwóch cylindrów, z kompaktową konstrukcją i synchroniczną regulacją po obu stronach. Schemat wygląda następująco. Gdy suwak (górny) nie jest równy po lewej i prawej stronie, zatrzymaj suwak w górnym punkcie martwym, usuń pin pozycyjny na wałku sprzęgowym, obróć ślimaka po either stronie skrzyni biegów ślimakowych na lewych i prawych cylindrach (do przodu lub wstecz), a następnie naciśnij suwak do dolnego punktu martwego, zmierz i dostosuj (powtórz powyższą operację), dopóki suwak (góra formy) nie będzie równy po lewej i prawej stronie, a na końcu zlokalizuj i zainstaluj go na wałku sprzęgowym.
4. Ramy
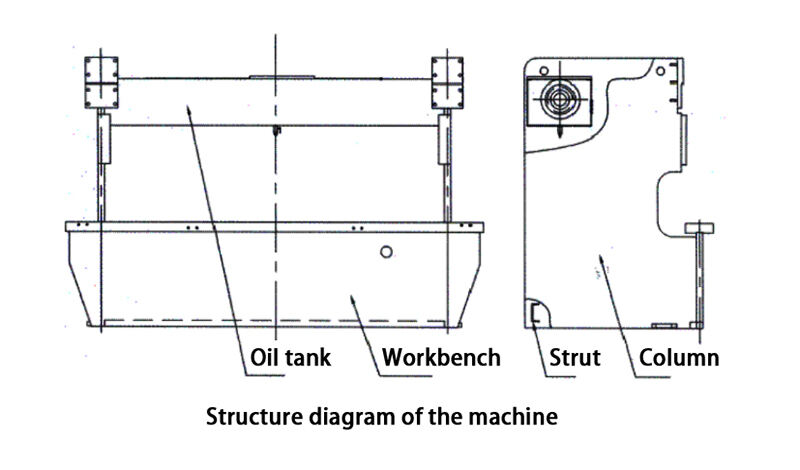
Ramy są spawane w całościową ramę przez lewe i prawe kolumny, zbiorniki olejowe i elementy nośne, a stół roboczy jest przymocowywany do dolnej części lewej i prawej kolumny.

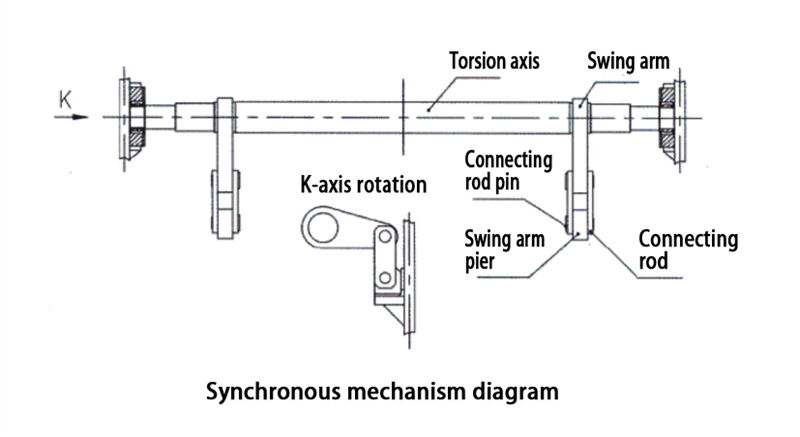
5. Mechanizm synchronizacji
Mechaniczny zmuszony mechanizm synchroniczny składający się z wału skrętnego i ramię wahadłowego charakteryzuje się prostą konstrukcją, stabilnym działaniem i wysoką dokładnością synchronizacji.

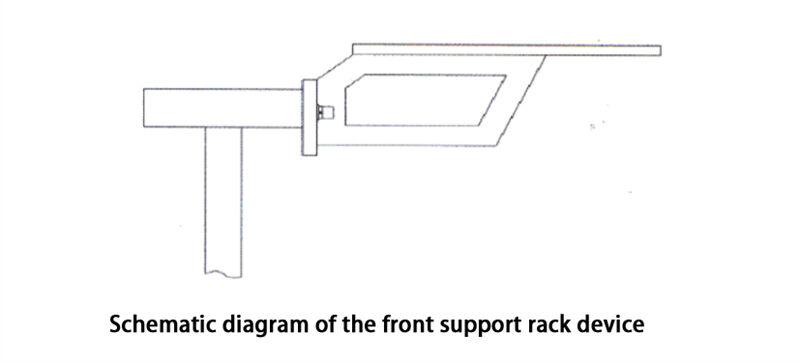
6. Urządzenie podpory przedniej
Urządzenie podpory przedniej służy do podtrzymywania i trzymania pracy.
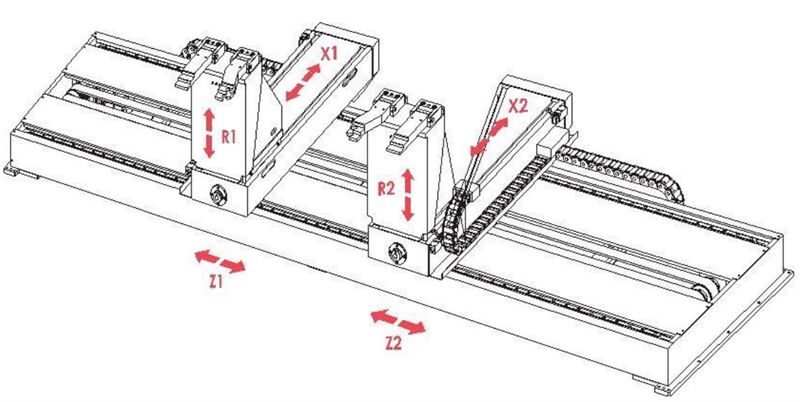
7. Tylny suwak
Tylny suwak jest cennym elementem maszyny i odgrywa ważną rolę w rzeczywistym procesie gięcia. Poniżej znajduje się kilka opisów tylnego suwaka: Sterowany jest przyciskiem na panelu operacyjnym, który napędza motor, aby poruszać ramą tylnego suwaka do przodu i wstecz.

8. Umieść walcownicę
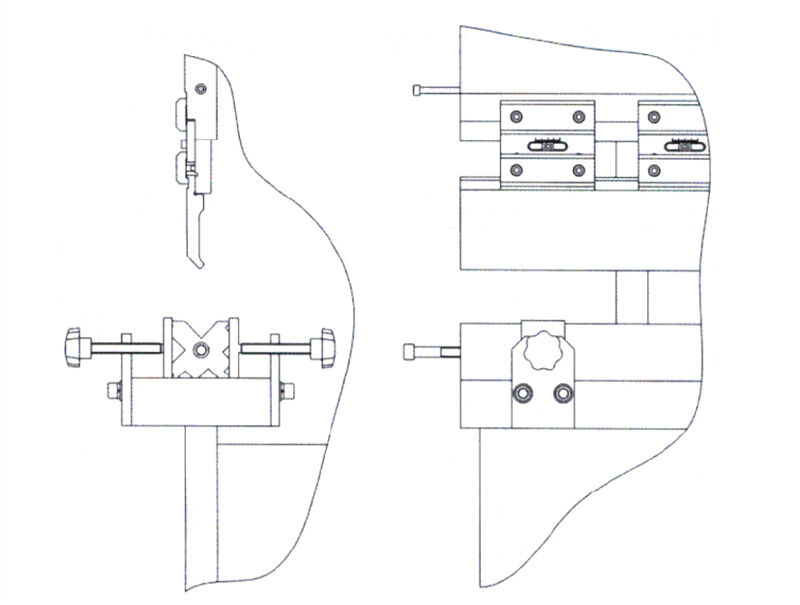
(1) Górny formowanie jest montowany na suwaku i zabezpieczany płytą łącznikową oraz naciskową. Górna forma wyposażona jest w mechanizm dostrajania, który porusza się ukośnie w lewo i w prawo i służy do dostrajania kompensacyjnego górnego formowania w kierunku pionowym i poziomym, aby zapewnić dokładność wygiętego elementu.
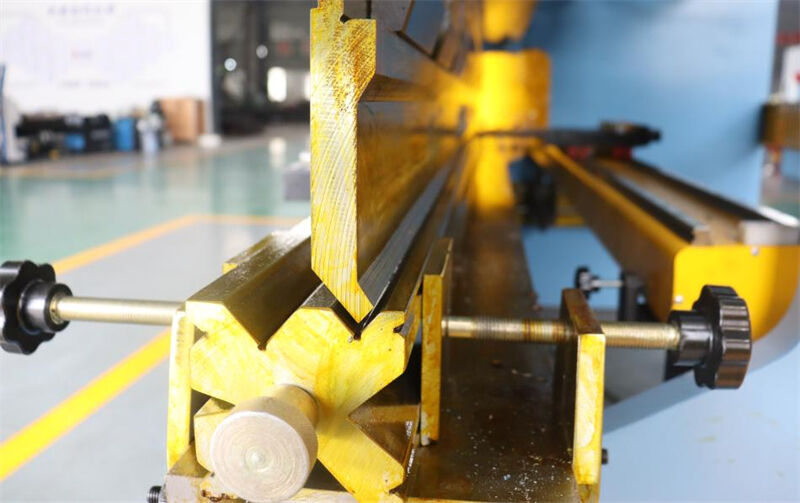
Dolne formowanie jest montowane na stole roboczym. Obrotowy dźwigni może przesuwać dolne formowanie do przodu i do tyłu, aby dopasować środek ostrza górnej formy.

(2) Montaż formowania
a. Montaż i demontaż formowania powinny być wykonywane przez wyuczonych i uprawnionych specjalistów i ściśle przestrzegać wymagań norm elektrycznych.
b. Dostosuj suwak do odpowiedniej pozycji górnego martwego punktu zgodnie z wybraną wysokością formy.
c. Podczas instalacji formy Pompe olejowa powinna zostać wyłączona, a narzędzie maszynowe nie powinno być uruchamiane.
d. Usuń nieczystości, brzegi i nacięcia z formy i powierzchni montażowej formy.
e. Najpierw zainstaluj górny element formy, a następnie dolny.
f. Po zainstalowaniu formy zwróć uwagę na zaciskanie śrub.
g. Po zainstalowaniu narzędzia maszynowego, uruchom pompu olejową, aby przesunąć suwak w dół i kontrolować go w wymaganym odpowiednim położeniu. Sprawdź, czy górne i dolne formy są wyzarówkowane, to znaczy, czy przerwy po obu stronach górnej formy są równe w klinie V. Jeśli nie, dostosuj dolną formę i zakręć ją, aby wrócić do górnego punktu martwego maszyny. (Uwaga: Zachowaj przerwę między górną i dolną formą większą niż grubość blachy do zginania).
d. Dostosuj ukośny klin tak, aby powierzchnia dolna górnego formy mogła być regulowana w celu uzyskania minimalnego błędu kąta zgięcia na całej długości zginania. Aby uzyskać dobry efekt zginania, ukośny klin może zostać ponownie dostosowany zgodnie z rzeczywistym wynikiem zginania próbki. Jeśli rzeczywisty kąt zginania w tym punkcie jest za duży podczas dostosowywania, powierzchnia dolna formy w tym miejscu powinna zostać przesunięta w dół, to znaczy, że należy侣ołucić śrubę zaciskową i przesunąć klina w lewo. Po dostosowaniu zaciśnij śrubę. W przeciwnym razie dostosuj powierzchnię dolną formy w górę, czyli przesuń klin w prawo.

(3) Uwagi dotyczące korzystania z formy:
a. Regularnie sprawdzaj śruby zaciskowe formy
b. Podczas wymiany formy bądź ostrożny i delikatnie umieść formę na ramie formy obok maszyny, aby uniknąć uszkodzeń.
c. Każda forma ma swoją maksymalną zdolność nośną, a zginanie z przekroczeniem tej wartości jest niedozwolone.
d. Gdy przez długi czas nie będzie się korzystać lub urządzenie jest zatrzymane, górny formowanie powinno zostać opuszczone do V-kształtnej kanawki dolnego formowania, w kontaktu z dolnym formowaniem lub na płaskiej płycie.
e. Gdy formowanie nie jest używane, aby chronić ostrze formy, formowanie może być umieszczone na desce drewnianej lub skórze gumowej, a powierzchnia formy może zostać nalana oliwą.
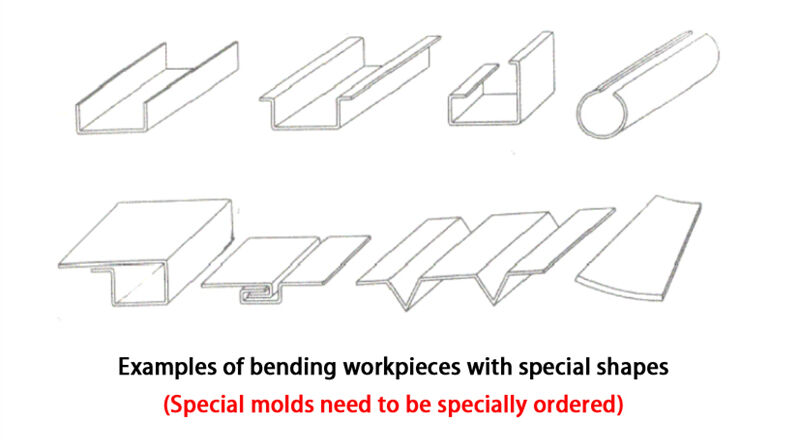
(4) Następujące elementy mogą zostać zgięte