















































Dostrojenie maszyny dogięciowej

1. Dostosowanie przerwy gięcia
belka kompresyjna musi zostać rozluźniona i należy ją dostosować, gdy kompresja jest rozluźniona; oba końce muszą być dostosowane.
a) Rozluźnij śrubę C,
b) Dostosuj wałek ekscentryczny d
c) Pomiar wymiaru B
Zablokuj śrubę C
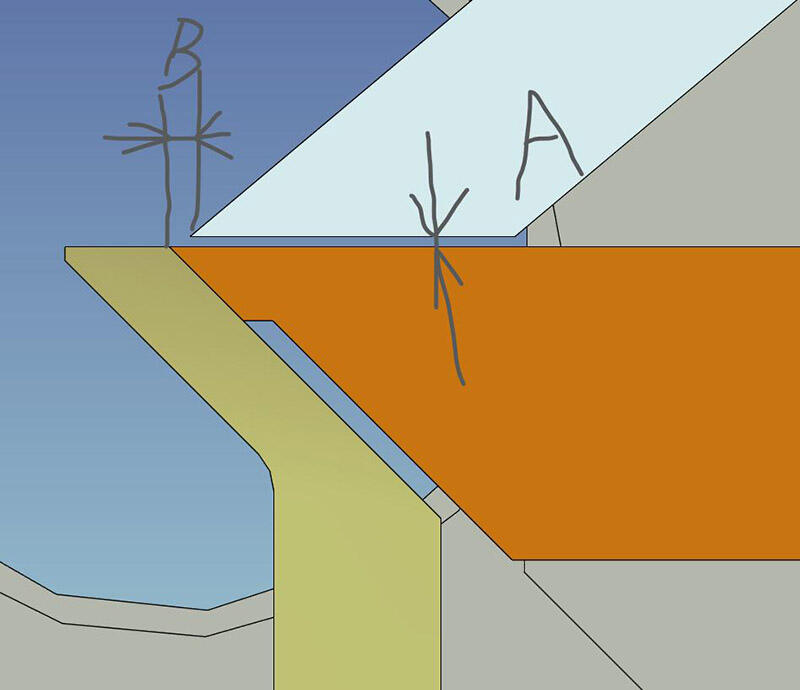
2. Dostosowanie odległości nacisku
A na powyższym obrazku to odległość nacisku, wybór A jest o 0,1-0,2mm mniejszy niż płyta. Gdy A jest większe niż grubość płyty, płyta nie może zostać wciśnięta. Gdy A jest znacznie mniejsze niż grubość płyty, płyta zostanie zdeformowana z powodu napięcia na obu końcach. Siła powoduje odchylenie stołu roboczego i płyty kompresyjnej, co prowadzi do kompresji końców płyty i niemożności jej skompresowania w środku. Dostosuj rozmiar A poprzez dostosowanie tłoka cylindra olejowego, a oba końce muszą zostać dostosowane.
Nie kładź niczego na stole roboczym, aby wciskać belkę.
a) Odstępnij śrubę trzymającą cylindr olejowy e
b) Wybierz tłók w f
c) Pomiar rozmiaru A
d) Zablokuj śrubę e

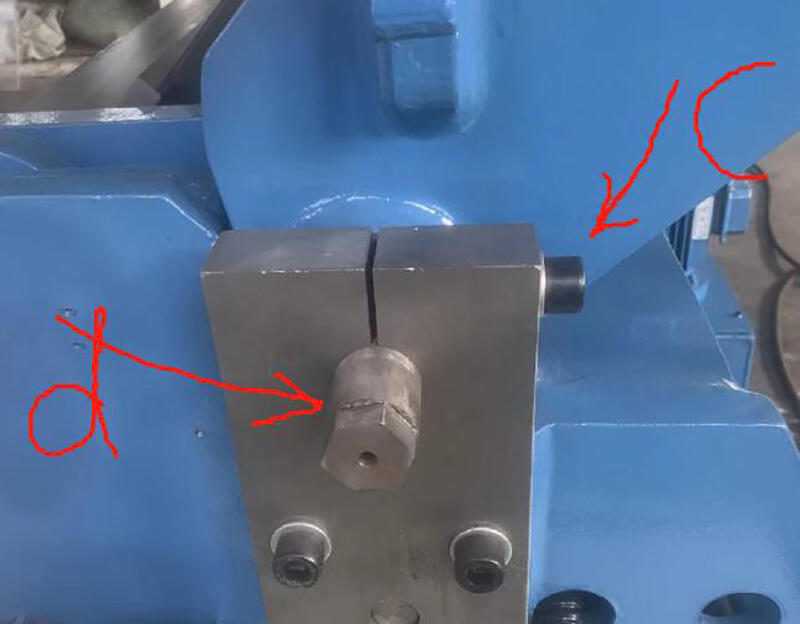
3. Regulacja ciśnienia w środku nie jest wystarczająco mocna
Jeśli belka naciskowa jest ściskana bez umieszczenia płyty,
odległość między górnym formem a blatem roboczym będzie znacząco
różna między środkiem a oboma końcami.

Konieczne jest dostosowanie śrubki na belce kompresyjnej, jak pokazano poniżej


