















































T15 Bending maskin driftshåndbok
Kapittel 1 Oversikt
1.1 Hovedgrensesnitt
Etter at systemet er slått på og startet opp, går det til hovedsiden, som vist i figur .

1. På venstre side er funksjonsbaren, inkludert venstre og høyre knapp  strømnivålogginn-knappen
strømnivålogginn-knappen  , statusvisningsknappen
, statusvisningsknappen  , menyuknappen
, menyuknappen  og visningen av systemets dato og tid.
og visningen av systemets dato og tid.
2. Klikk på inlogging for kjørestoffsnivå og skriv inn brukernavn og passord før du går inn på høyt kjørestoffsnivå og kan se mer av siden.
3. Menylinje: Dette systemet er delt opp i 6 menyer etter de hovedsaklige funksjonene, blant annet:

Produktbibliotek: Produkter kan opprettes, lagres, leses og slettes.
Produksjonsregistreringer: Oppsett av produksjonsmål og registrering av produksjon.
Verktøyoppsett: Gå inn i verktøyoppsettsgrensesnittet for å justere maksimalåpning etter formbytte.
Manuell aksejustering: På denne skjermen kan du utføre manuelle handlinger på enkelte aksler.
Maskinparametere: Maskinkonfigurasjon, maskinstatus og justeringsparametere.
Systeminnstillinger: Systemtid, datafullbakke og gjenoppretting, alarmregistreringer, kjørestoffsnivåinnstillinger osv.
Kapittel 2 Produktbibliotek
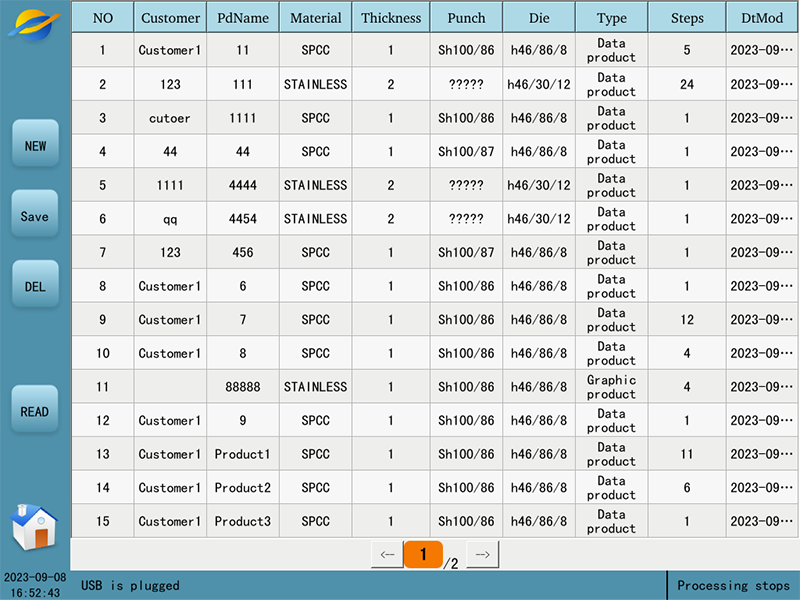
1. Klikk på knappen "Ny" for å hoppe automatisk til skjermen "Behandling", der du kan redigere tomme produkttrinn.
2. Klikk på knappen "Lagre", skriv inn kundenavnet og produkt-navnet i oppspretningsvinduet, og produktinformasjonen i skjermen "Behandling" vil bli lagret i produktbiblioteket.
3. Velg et produkt og klikk på knappen "Slett", produktet vil bli slettet fra produktbiblioteket.
4. Velg et produkt, klikk på knappen "Les", og produktet vil bli lest inn i skjermen "Behandling".
Kapittel 3 Fri bøyingsarbeidssteg editor


Punghode: Klikk på punghodens navn for å gå inn i punghodebiblioteket for å velge en form. Brukere kan opprette, redigere, slette og lese former i punghodebiblioteket, se "Kapittel 4 Formbibliotek" for flere detaljer.
Form: Samme som "Punghode". Formparametrene satt her er systemets standardform.
Materiale: Klikk på materialetype for å velge det prosesserte materialet fra materialebiblioteket.
Platetykkelse: Rediger materialetykkelsen.
Vinkelbøying: klikk 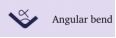 kan velge "vinkelbøyning", "posisjonsbøyning", "flat bøyning", "bunnbøyning" måte. Ryggen følger etter den forskjellige bøyingsmetoden for å skrive inn den tilhørende vinkelen eller posisjonen.
kan velge "vinkelbøyning", "posisjonsbøyning", "flat bøyning", "bunnbøyning" måte. Ryggen følger etter den forskjellige bøyingsmetoden for å skrive inn den tilhørende vinkelen eller posisjonen. 
Blokker: Klikk på for å velge blokkering eller palettisering.
Ytre Dimensjon: Klikk  for å velge "ytre dimensjon", "innre dimensjon", "x-akse posisjon".
for å velge "ytre dimensjon", "innre dimensjon", "x-akse posisjon".
R-akse: Skriv inn posisjonen til R-aksen.
Fleksjon: Skriv inn posisjonen til fleksjonen.
Z-akse: skriv inn posisjonen til Z-akse sentrepunkt, siden beregningen av Z1, Z2 posisjon; X-akse: Posisjonen hvor ryggstoppet beveger seg horisontalt i den vertikale formretningen.
Klikke på antall arbeidssteg viser fire knapper for justering av arbeidsstegene, de er:

Sett inn: sett inn en tom linje med arbeidssteg over det nåværende arbeidssteget.
Slett: slett det nåværende arbeidssteget, de følgende arbeidsstegene flyttes automatisk opp en linje.
Gang opp: bytt posisjonen til gjeldende arbeidssteg med forrige arbeidssteg.
Gang ned: bytt posisjonen til gjeldende arbeidssteg med neste arbeidssteg.
3.1 Detaljert referanse
Behandling av høyresiden av detaljerte parametere, det finnes også en venstreside av modusvalgskapitlet i detalj.
Velg bøyemetode:
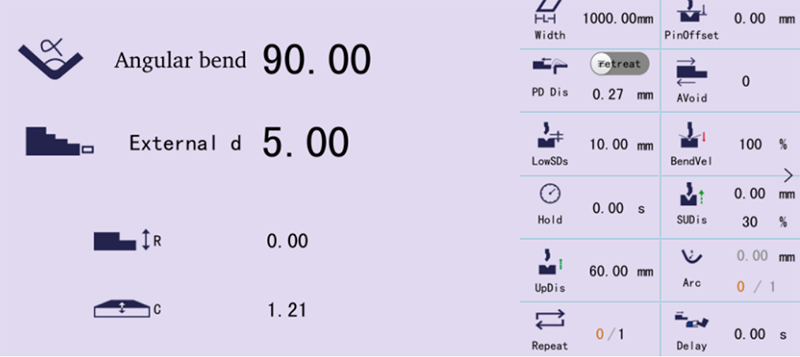
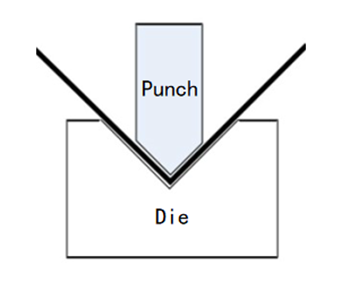
Fri bøyning: Bladet bøyes til den satt vinkelen ved å slå ned Pressemhullet til den ønskede dybden, som vist i figuren. Systemet beregner den nødvendige Y-aksen-posisjonen for å oppnå den satt vinkelen. Fri bøyning krever at Pressemhullet vinkel er mindre enn eller lik Bunnvinkel, og at målvinkelen er større enn begge øvre og Bunnvinkler.
Figur 3-4 Fri bøyning
Trykk nederst bøyning: Pressemhullet vil bli brettet inn i bunnen av Duen for å få den nødvendige bøyevinkelen, som vist i figuren. Y-aksen posisjon er posisjonen til bunnen av Duen minus plattendikken, som kan korrigeres av korreksjonsverdien.
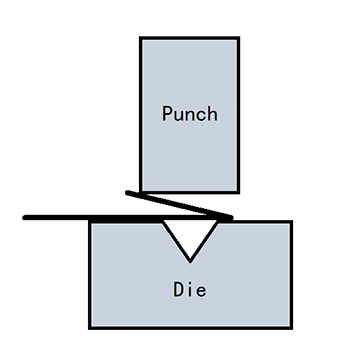
Utjevning av bøyning: platen bøyes til en skarp vinkel etter den forrige bøyningen. Ved å bruke utjevningspunken, jevnes den skarpe vinkelen av platen ut og platen legges sammen, som vist i figur 3-6. Y-aksen posisjon er for posisjonen til trykkplattformens punkt minus platetykkelsen, som kan rettes opp ved hjelp av korreksjonsverdien.
Trykkbunnutjevning: liknende på trykkutjevningsbøyning, Y-aksen posisjon er for posisjonen til trykkplatten punkt, som kan rettes opp ved hjelp av korreksjonsverdien.
Dimensjoner: innere dimensjoner, ytre dimensjoner. Som vist i figuren.
Avstanden fra stoppenes ende til det innsides av metallarket ved bøyningen, kalles den innre dimensjonen.
Avstanden fra stoppenes ende til det ytresiden av metallarket ved bøyningen, kalles den ytre dimensjonen.
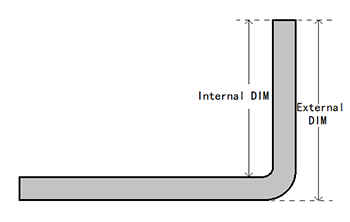
Målet for X-aksen regnes ulikt for de indre og ytre dimensjonene fordi den indre siden trekkes sammen og den ytre siden strækker seg når platen bøyes. Målet for X-aksen er større enn den indre dimensjonen og mindre enn den ytre dimensjonen.
Bakrematerial: blokkerings- og holdemateriale. Når avstanden langs X-aksen er kort, velges blokkeringsmodus. Når X-aksen er lang, på grunn av platematerialets tyngdekraft som fører til nedoverretetning, kan man velge palettmodus, der platen blir plassert på
blokkeringsfinger fremover for å holde. Når du bruker palettmodus, beregner systemet automatisk målposisjonen for X-aksen og R-aksen i palettmodus.
Tilbakegangsdistansen: Den relative avstanden X-aksen må gå tilbake for å unngå konflikt når skjebenen synker til klemmpunktet.
Klemmpunkt: Posisjonen hvor skjebenen nettopp trykker mot platen.
Platetykkelse: Bredden på platen langs lengden av formen.
Gjenta: Antall ganger arbeidssteg skal gjentas.
Stegendringsignal: Når du klikker for å bytte til "bruk", må du trykke på ned-pedalen en gang etter at returbevegelsen langs Y-aksen er ferdig, før stoppet vil begynne å bevege seg til posisjonen satt for neste steg.
Forsinkelse ved stegendring: tidsforfaringen før man bytter til neste arbeidssteg.
Treg distanse: Avstanden mellom hastighetsendringspunktet og pressebordspunktet. Hvis den aktuelle arbeidsstegens tregdistanse er 0, brukes "standard tregdistanse". Hvis standard treghetsdistanse også er 0, brukes systemets standard treghetsdistanse.
Holdetid: Holdetiden etter bøyningen er ferdig. Når holdetiden for det nåværende arbeidssteg er 0, brukes "standard holde-tid".
Kapittel 4 Formbibliotek
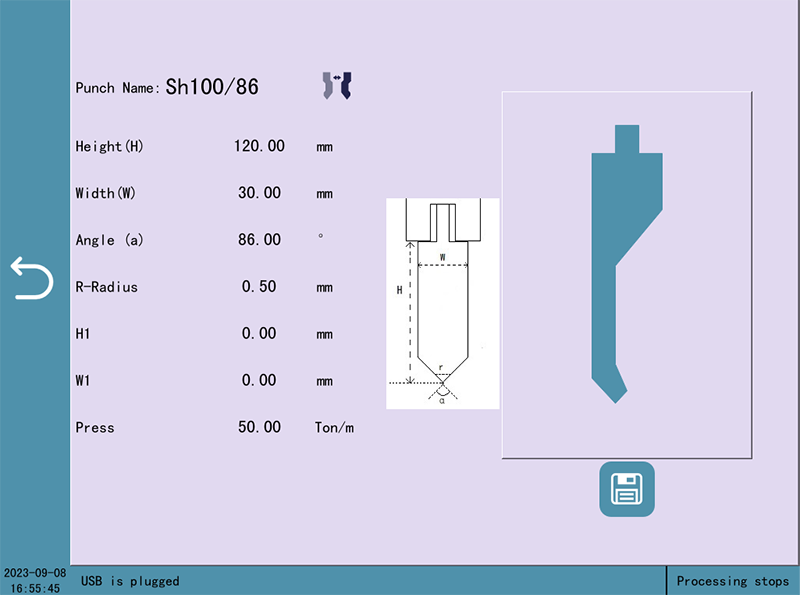
4.1 Presseformbibliotek
I skjermen "Bearbeiding", klikk på Presseformnavnet for å gå inn i presseformbiblioteksskjermen, som vist i figuren.
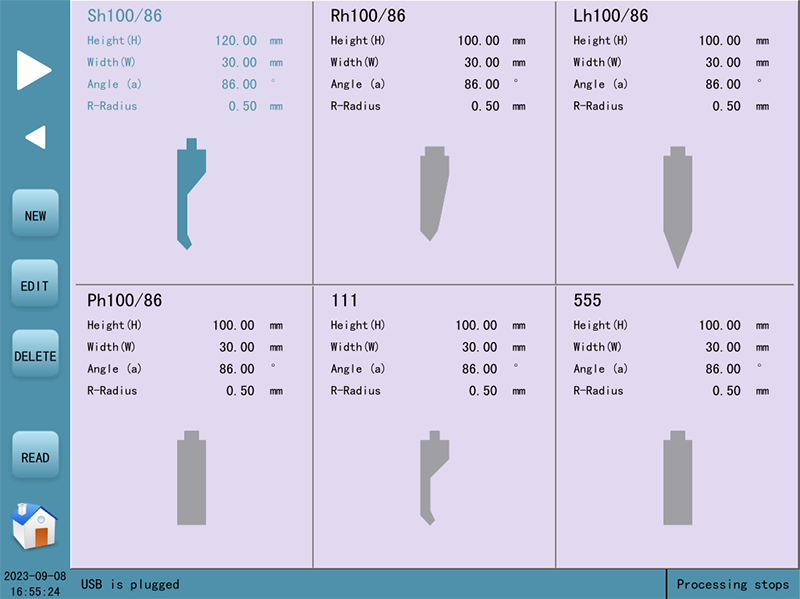
Toppen av Modellbiblioteket viser listen over de øverste modellene som er lagret i systemet, som kan roteres med den venstre pilen.
Klikk på menylinjens popup-knapp.
Ny: Klikk "Ny" for å få fram ulike typer nye Punch-objekter; gå inn i redigeringsgrensesnittet som vist i figuren.
Rediger: Klikk "Rediger" for å endre en parameter for den gjeldende Punch-en.
Slett: Velg en Punch og klikk "Slett" for å slette Punch-en.
Les: Velg en Punch og klikk "Les" for å lese den valgte Punch-en inn i den gjeldende applikasjonen.
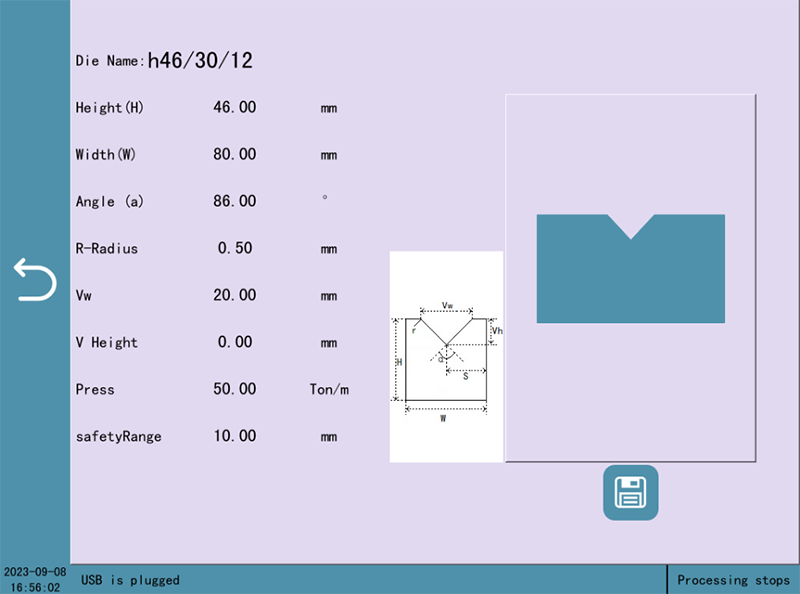
4.2 Databibliotek
Kapittel 5 System
5.1 Alarmløsning
| Serienummer | Alarmbeskrivelse | Alarmkontroll |
| Err1 | Motoren er ikke på | Klikk på START-knappen eller motorknappen for å slå på motoren |
| Err2 | Når grensen | Gå inn i enkeltstegsskjermen, beveg deg i motsatt retning ved små steg og forlat grensen |
| Err3 | Begge ender oppnår grenser | Sjekk om grenseswitchen er skadet eller om det er en åpen krets i linjen |
| samtidig | ||
| Err4 | Feil akse-mål | Sjekk om målposisjonen er satt for å kontrollere øvre og nedre grenseområde |
| posisjonsoppsett | ||
| Err5 | Ingen gyldig linje funnet | Det finnes en feil i parameteroppgaven for den nåværende arbeidssteg |
| Err7 | Før handling, | Gå inn på statusskjermen, trykk på søkeknappen og vent til søket er ferdig. |
| vennligst søk | ||
| referanse | ||
| Err14 | H-akse inclinasjon | Gå inn i enkeltrinnsskjermen, juster trinnvis eller snu hjulet manuelt for å nivellere glideren |
| Err16 | Nødstop | Slipp nødstopp-knappen |
| knapp er trykket | ||
| Err17 | Nødheving | Slipp nødheving-knappen |
| knapp er trykket | ||
| Err21 | Feil innstilling av | Risiko for kollisjon med returmaterial, sjekk oppsetningsparametere |
| returposisjon | ||
| Err30 | IO-kort | Koble av og på kommunikasjonskabelen mellom PLC og IO |
| kommunikasjon offline | ||
| Err34 | Nåringsgraden av det bløte | Gå inn på enkeltskjermbildet, kryp i motsatt retning av bevegelsen |
| grense | ||
| Err38 | SIKKERHETSOVERVAKING | Sjekk driv for alarmer |

