Hvordan justere CNC-hydrauliske pressbøyemaskinformer. Slagskjegg og nedre form. Alle verktøy.

CNC-hydrauliske pressbremseformer består av mange deler, så det bør legges særlig vekt på under installasjon. Etter fullføring bør den调试gjentas flere ganger. Maskinen har spesielle slags og kniver for bøyning av produkter i ulike former. Øvre kniv og slag kan være i seksjoner eller små enheter. Og nederste form og verktøy kan være i små enheter og seksjoner. Nederste verktøy kan ha bunnstøtte for justering. Generelt sett vil vi fullføre installasjonen og justeringen av pressbremseformen i fem trinn.
1. Justering av maskinen. Før installasjon, bør ytelsen til maskinen justeres først. Denne prosessen bør gjennomføres med motvilje og omhu. Sjekk om maskinen har støv, brukt jernskrot etc., og utfør nødvendig rengjøring for å redusere problemer på senere etapper.

2. Justering av gliderstroken. Legg merke til å sjekke tykkelsen på pressbremseformen og om forholdet mellom øvre og nedre moduler er normalt. Under vanlige omstendigheter bør modulen kontrolleres ved skiftepunktet for streklinjen. Dette må legges vekt på.

3. Justering av strekmodulen, det vil si justering av øvre grenseposisjonen for modulen. Når modulen er overalt, bør skakelen settes og stoppene for glideren reserveres. Samtidig bør bremsemodulen gjennomføres under synking, for å beskytte maskinen og pressbremseformen bedre.

4. Justering av mellomrommet handler hovedsakelig om å måle avstanden mellom øvre og nedre moduler. Den nøyaktige mellomromsinnstillingen bør bestemmes etter platen som skal brytes.

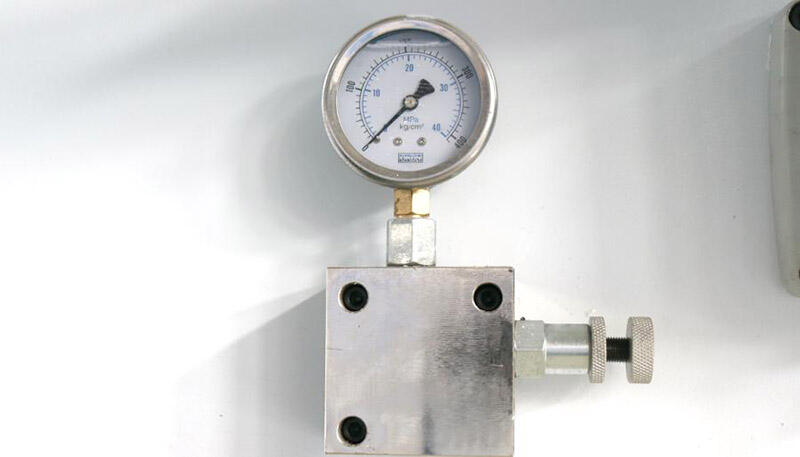
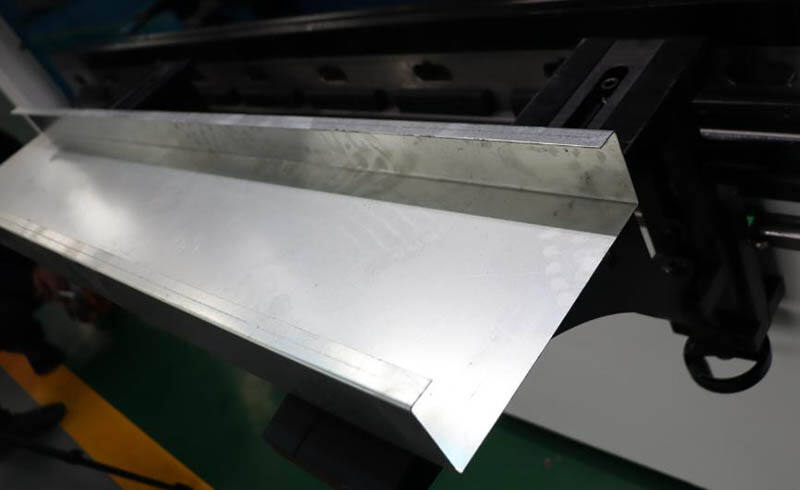
5. Vinkeltilpasning. Vinkeltilpasning har en viss sammenheng med produktet. Trykkbremseprodusenten sier at generelt talt, når man bøyer en 90° form, bør midterste vinkel være større enn vinklene på begge sider. Deretter justeres dess tightness etter justerings-skrua. Ved bøyning kan trykket justeres gjennom en trykkmåler for å unngå at formen sprkker.