















































T15 Bijnmachine bedieningshandleiding
Hoofdstuk 1 Overzicht
1.1 Hoofdinterface
Na het inschakelen en opstarten van het systeem komt u in de hoofdpagina, zoals weergegeven in Figuur .

1. Aan de linkerkant staat de functiebalk, inclusief de knoppen links en rechts  de batterijniveau aanmeldingsknop
de batterijniveau aanmeldingsknop  , de statusweergaveknop
, de statusweergaveknop  , de menuknop
, de menuknop  en de systeemdatum- en tijdsweergave.
en de systeemdatum- en tijdsweergave.
2. Klik op de machtige login en voer uw gebruikersnaam en wachtwoord in voordat u de hoge machtigingsniveau ingaat en meer van de pagina ziet.
3. Menubalk: Dit systeem is verdeeld in 6 menu's volgens de hoofdfuncties, waarvan:

Productbibliotheek: producten kunnen worden gemaakt, opgeslagen, gelezen en verwijderd.
Productie records: instellen van productiedoelen en bijhouden van productierecords.
Gereedschapinstelling: ga naar het gereedschapinstellingscherm om de maximale opening na een vormverandering aan te passen.
Handmatige asaanpassing: op dit scherm kunt u handmatige acties uitvoeren op individuele assen.
Machineparameters: machineconfiguratie, machinestatus en afstemparameters.
Systeeminstanties: systeemtijd, gegevensback-up en herstel, alarmrecords, machtigingsinstellingen, etc.
Hoofdstuk 2 Productbibliotheek
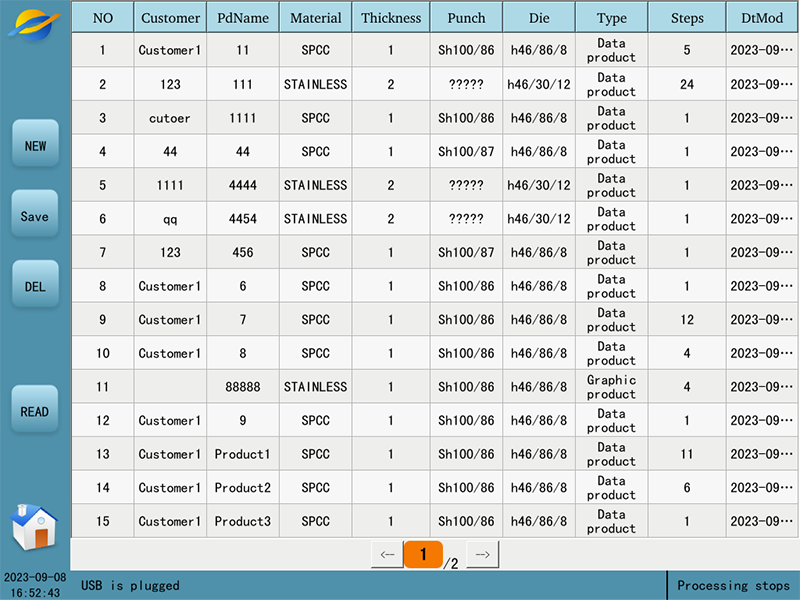
1. Klik op de knop "Nieuw" om automatisch naar het scherm "Verwerken" te springen, waar u lege productstappen kunt bewerken.
2. Klik op de "Opslaan" knop, voer de naam van de klant en het product in het pop-up venster in, en de productinformatie op het "Verwerken" scherm wordt opgeslagen in de productbibliotheek.
3. Selecteer een product en klik op de "Verwijderen" knop, het product wordt uit de productbibliotheek verwijderd.
4. Selecteer een product, klik op de "Lezen" knop, en het product wordt ingelezen op het "Verwerken" scherm.
Hoofdstuk 3 Vrije buigwerkstap editor


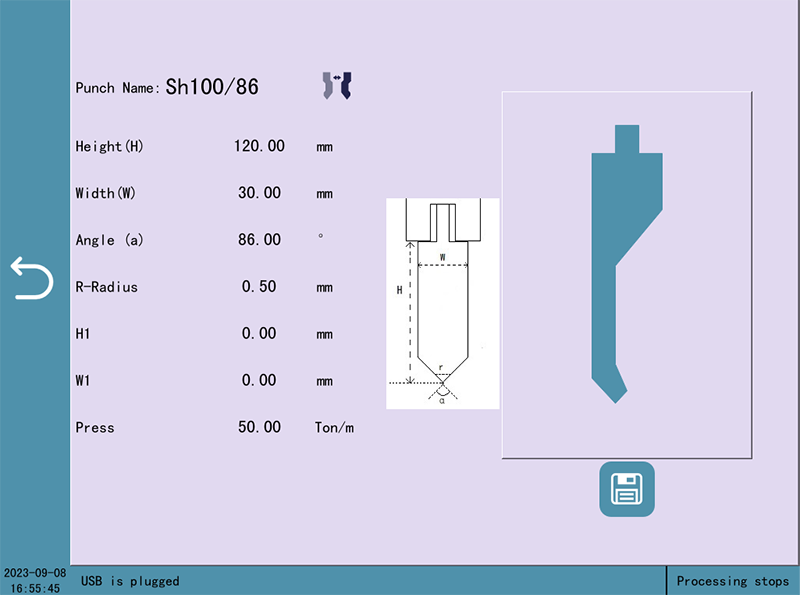
Punch: Klik op de Punch naam om de Punch bibliotheek te openen om een vorm te selecteren. Gebruikers kunnen vormen maken, bewerken, verwijderen en lezen in de Punch bibliotheek, raadpleeg "Hoofdstuk 4 Vormbibliotheek" voor meer informatie.
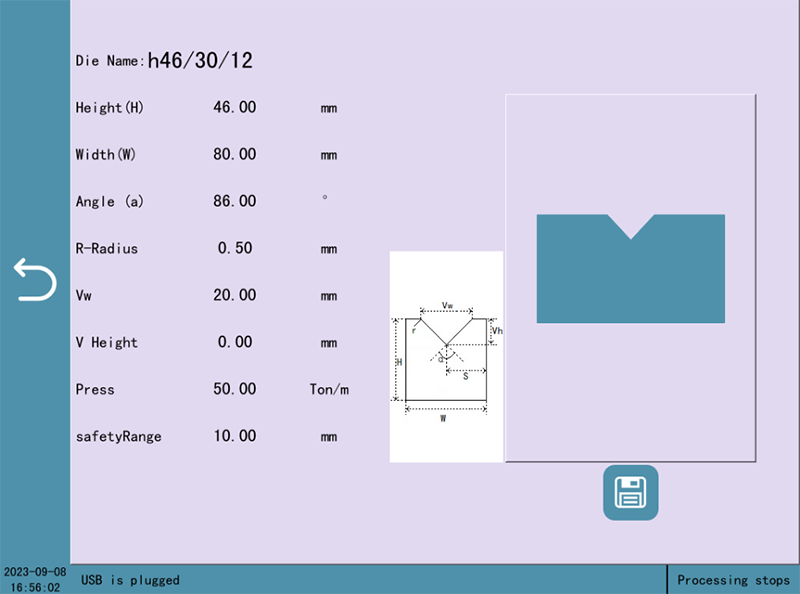
Die: Hetzelfde als "Punch". De hier ingestelde vormparameters zijn de systeemstandaardvorm.
Materiaal: Klik op de materiaalnaam om het te verwerken materiaal te selecteren uit de materiaalbibliotheek.
Plaatdikte: Bewerk de materiaaldikte.
Hoekbuigen: klik 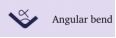 kan kiezen voor "hoek buigen", "positie buigen", "vlak buigen", "onderkant buigen" manier. De achterkant volgt op basis van de verschillende buigmanieren om de overeenkomstige hoek of positie in te voeren.
kan kiezen voor "hoek buigen", "positie buigen", "vlak buigen", "onderkant buigen" manier. De achterkant volgt op basis van de verschillende buigmanieren om de overeenkomstige hoek of positie in te voeren. 
Blokkeren: Klikken om blokkeren of palletiseren te selecteren.
Buitendimensie: Klik  om "buitendimensie", "binnendimensie", "x-as positie" te selecteren.
om "buitendimensie", "binnendimensie", "x-as positie" te selecteren.
R-as: Voer de positie van de R-as in.
Afbuiging: Voer de positie van de afbuiging in.
Z-as: voer de positie van het centrumpunt van de Z-as in, aangezien de berekening van de posities van Z1 en Z2; X-as: De positie waarin de achterste stop horizontaal beweegt in de verticale vormrichting.
Klikken op het aantal werkstappen roept vier knoppen op voor het aanpassen van de werkstappen, namelijk:

Invoegen: voeg een lege werkstap boven de huidige werkstap in.
Verwijderen: verwijder de huidige werkstap, de volgende werkstappen worden automatisch één regel omhoog verplaatst.
Versnelling: de positie van de huidige werkstap ruilen met de vorige werkstap.
Vertraging: de positie van de huidige werkstap ruilen met de volgende werkstap.
3.1 Gedetailleerde verwijzing
Verwerking van de rechterkant van de gedetailleerde parameters, er is ook een linkerkant van het hoofdstuk modeselectie in detail.
Keuze van buigmethode:
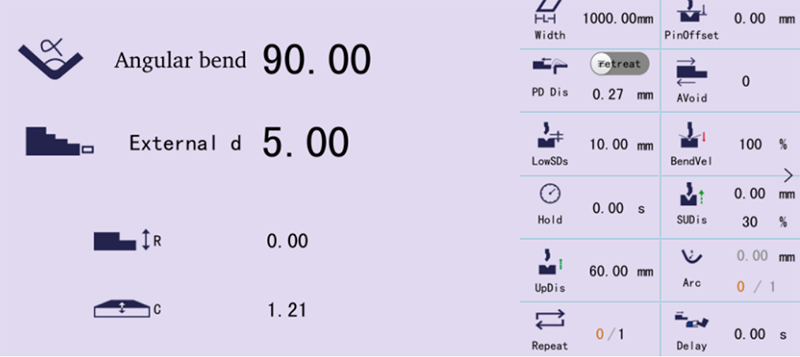
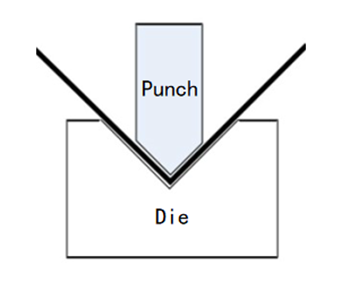
Vrij buigen: Het blad wordt gebogen tot de ingestelde hoek door de Punch naar de gewenste diepte te laten zakken, zoals weergegeven in de figuur. Het systeem berekent de vereiste Y-aspositie om de ingestelde hoek te verkrijgen. Vrij buigen vereist dat de hoek van de Punch kleiner of gelijk is aan de hoek van de Staat, en dat de doelhoek groter is dan zowel de bovenhoek als de Staatshoek.
Figuur 3-4 Vrij buigen
Onderbuigen: De Punch zal worden gevouwen tot de bodem van de Staat om de vereiste buighoek te verkrijgen, zoals weergegeven in de figuur. De Y-aspositie is de positie van de bodem van de Staat min de plaatdikte, wat kan worden gecorrigeerd door de correctiewaarde.
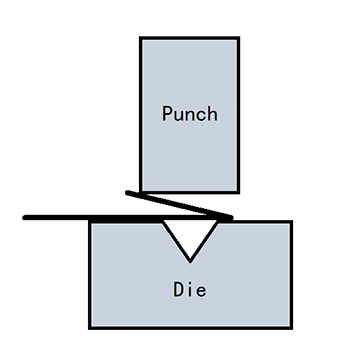
Verplatte vouwen: de plaat wordt na het vorige vouwen in een scherpe hoek gedraaid, waarna met behulp van de verplattende Boor de scherpe hoek van de plaat wordt gladgestreken en de plaat wordt gevouwen, zoals weergegeven in Figuur 3-6. De Y-as positie is voor de positie van het drukpunt min de plaatdikte, wat kan worden gecorrigeerd door de correctiewaarde.
Onderdrukvervlatting: net als bij onderdrukvervlatting, is de Y-as positie voor de positie van het drukpunt, wat kan worden gecorrigeerd door de correctiewaarde.
Afmetingen: binnenafmetingen, buitenafmetingen. Zoals weergegeven in de figuur.
De afstand van het einde van de stopter naar de binnenkant van het blad tijdens de vouw, genoemd de binnenafmeting.
De afstand van het einde van de stopter tot de buitenkant van het blad tijdens de vouw, genoemd de buitenafmeting.
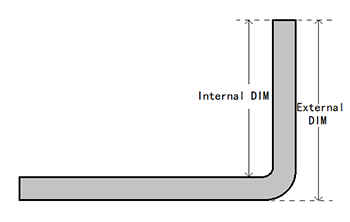
De doelpositie van de X-as wordt anders berekend voor de binnen- en buitendimensies omdat de binnenzijde samentrekt en de buitenzijde uitstrekt wanneer het plaatmetaal wordt gebogen. De doelpositie van de X-as is groter dan de binnenafmeting en kleiner dan de buitenafmeting.
Achterste blokkermateriaal: blokkeren en vasthouden van materiaal. Wanneer de afstand van de X-as kort is, kies je de blokkeermodus. Wanneer de X-as lang is, kan door het gewicht van het plaatmateriaal een omlaag gerichte helling optreden, waarbij je de palletmodus kunt kiezen, waardoor het plaatmateriaal wordt neergelegd op de
blokkervinger om vast te houden. Wanneer je de palletmodus gebruikt, berekent het systeem automatisch de doelpositie van de X-as en de R-as in de palletmodus.
Terugtrekafstand: De relatieve afstand die de X-as moet terugtrekken om conflicten te voorkomen wanneer de schuif naar het knelpunt daalt.
Knelpunt: De positie waarop de schuif net het plaat aanraakt.
Plaatbreedte: De breedte van het blad langs de lengte van de vorm.
Herhaling: Het aantal keren dat de huidige werkstap moet worden herhaald.
Stapwijzigingssignaal: Wanneer u op "gebruik" klikt, na het terugkeer van de Y-as, moet u eenmaal op het pedaal voor de omlaagbeweging trappen voordat de achterkant begint te bewegen naar de positie ingesteld voor de volgende stap.
Vertraging bij stapwijziging: de vertragingstijd voordat wordt overgeschakeld naar de volgende werkstap.
Langzame afstand: De afstand tussen het punt van snelheidsverandering en het perspunt. Als de langzame afstand van de huidige werkstap 0 is, wordt de "standaard langzame afstand" gebruikt. Als ook de standaard langzame afstand 0 is, wordt de systeemstandaard voor de langzame afstand gebruikt.
Vasthoudduur: De vasthoudduur na het einde van het buigen. De "standaard vasthoudduur" wordt gebruikt wanneer de vasthoudduur van de huidige werkstap 0 is.
Hoofdstuk 4Mold Bibliotheek
4.1Punthamer bibliotheek
Op het scherm "Machineren", klik op de Punthamer naam om het scherm van de Punthamer bibliotheek te openen, zoals weergegeven in Figuur.
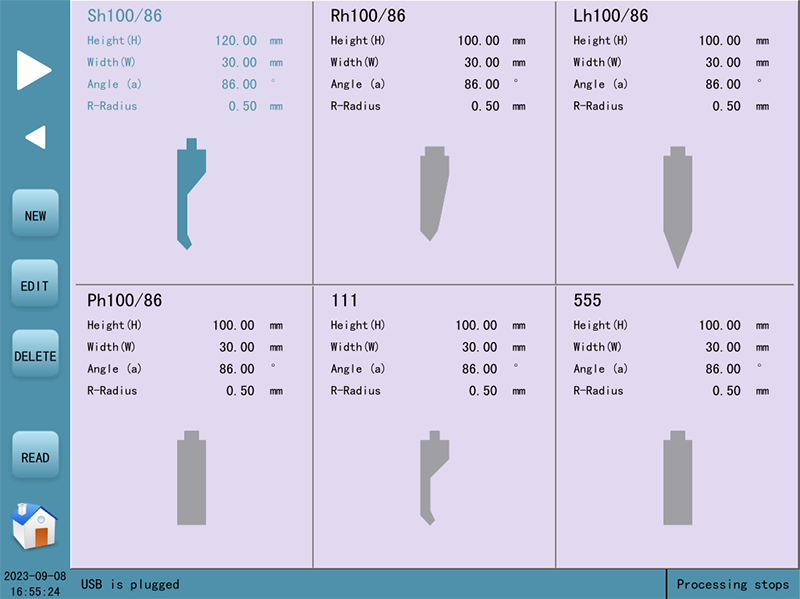
De Top Model Library toont de lijst van topmodellen die zijn opgeslagen in het systeem, waarvan de volgorde kan worden gewijzigd met de pijl naar links.
Klik op de vervolgknop in de menubalk.
Nieuw: Klik op "Nieuw" om verschillende soorten nieuwe Punches aan te maken; ga naar de bewerkingsinterface zoals weergegeven in de figuur.
Bewerken: Klik op "Bewerken" om een parameter van de huidige Punch aan te passen.
Verwijderen: Selecteer een Punch en klik op "Verwijderen" om de Punch te verwijderen.
Lezen: Selecteer een Punch en klik op "Lezen" om de geselecteerde Punch in te lezen in de huidige applicatie.
4.2 Dief library
Hoofdstuk 5 Systeem
5.1 Alarmoplossing
| Reeksnummer | Alarm beschrijving | Alarmcontrol |
| Err1 | Motor is uit | Klik op de START-knop of de motorknop om de motor in te schakelen |
| Err2 | Bereikt de limiet | Ga naar het stap-voor-stap-scherm, verplaats in tegengestelde richting door te inch-en verlaat de limiter |
| Err3 | Beide einden produceren limieten | Controleer of de limiter beschadigd is of er een open circuit in de lijn is |
| simultaan | ||
| Err4 | Verkeerde asdoelstelling | Controleer of de doelpositie is ingesteld om het bereik van de boven- en onderlimiet te controleren |
| positie-instelling | ||
| Err5 | Geen geldige lijn gevonden | Er is een fout in de huidige parameter invoer van de werkstap |
| Err7 | Voor actie, | Ga naar het statuscherm, klik op de zoekknop en wacht tot de zoekactie is voltooid. |
| zoek alstublieft | ||
| referentie | ||
| Err14 | Y-as helling | Ga naar het stap-voor-stap-scherm, beweeg of draai de wielen handmatig om de schuif te niveleren |
| Err16 | Noodstop | Druk de noodstopknop in |
| knop wordt ingedrukt | ||
| Err17 | Noodstart | Druk de noodstartknop in |
| knop wordt ingedrukt | ||
| Err21 | Verkeerde instelling van | Risico op botsing met dempermateriaal, controleer instelparameters |
| demperpositie | ||
| Err30 | IO-kaart | Steek het communicatiekabel tussen PLC en IO opnieuw in |
| communicatie offline | ||
| Err34 | Bereiken van de zachte | Ga naar het enkelstapscherm, verplaats in de tegengestelde richting van de beweging |
| grens | ||
| Err38 | Beveiligingscontrole | Controleer de aandrijving op alarmsignalen |

