















































- Apžvalga
- Užklausa
- Susijusios produktai

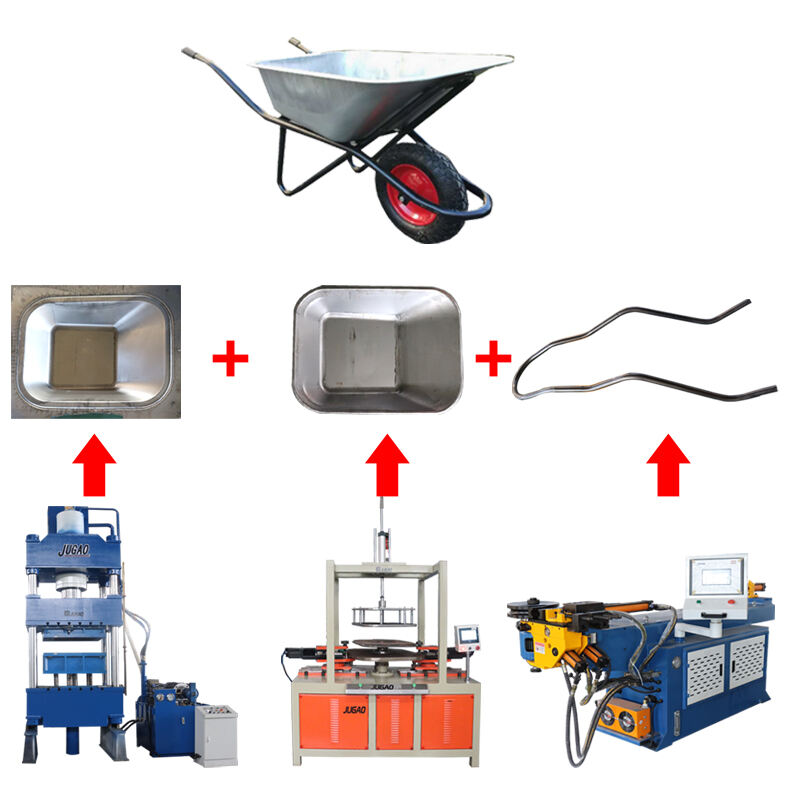
Vamzdinė krepšinė yra specialus transportavimo priemonė, skirta statybinio šiukšlių, žemės, akmenų ir pan. transportingui, ir paprastai naudojama miesto statyboje ir kelių statyboje. Vamzdinės krepšelio gamybos procesas apima: ištemptinę, iškirpimą, formavimą, kraujinimą ir kt. Krepšelio kūno galima gauti formuojant ir temptinant. Šio proceso pagrindinis technologinis įranga yra temptinio formavimo hidraulinis spaudimas, kraujinimo aparatas ir rytavimo mašina. Pirmasis etapas yra formavimo dalis, kuri susijusi su vamzdinės pradiniu pavidalu. Naudojant 1,0 mm storį neapdirbtą geležies plaksnių, kartu su hidrauliniu spaudimu ir formavimo formuoju, neapdirbtas geležies plaksne yra temptinama, kad būtų gautas vamzdinės panašus pavidalas. Antras etapas yra apvalkinimo žingsnis. Po formavimo vamzdinė turi didelę plotį aplink, ir reikalingas tiksliai iškirpti per daug. Tada einamas ant stumoklio žingsnis. Stumoklio mašina naudojama norint apvaldyti vamzdinę aplink, kad jos kraštais būtų apvalūs. Taip vamzdinė gali būti tvirtai nustatyta rėmimo sistemoje. Paskutinis etapas yra rėmimo sistemos gamyba. Hidraulinė rytavimo mašina efektyviai gali užbaigti rėmimo sistemos gamybą. Jei pasirinksite visiškai automatinę rytavimo mašiną, gamybos procesas bus lengvesnis ir patogesnis.
1.Formavimo dalis lizdžiui — hidraulinė formavimo spaudimas

Lizdžių specialios gamybos įranga, formuojanti hidraulinę spaudimą, naudoja keturių stulpelių konstrukciją, hidraulinė sistema naudoja kasetinį values, o elektrinė sistema naudoja PLC automatinį valdymą bei turi maženas ir pusautomatinę funkcijas. Kiekvieno veikiančio elemento eiga, slėgis ir greitis tam tikrame diapazone yra automatiškai reguliuojami, kad atitiktų metalinių produktų formavimo dalių poreikius. Jis yra apgintas specialia lizdžių ištempties forma, ir ištempimas vyksta vienu metu, kas gana padidina gamybos kiekį ir kokybę.
Ištempiamasis lizdas su hidraulinės spaudimos (su ištempiamuoju formuokliu) yra paplitusi hidraulinė įranga. Jos struktūra pagrindiniuose elementuose apima šiuos komponentus:
1) Viršutinė balandis: Viršutinė balandis yra viršutinė palaikymo struktūra tempiamajam keturio stulpelių hidrauliniam spaudinui, dažniausiai suveldžiama iš aukštos stiprumo plieno lankelių. Viršutinėje balandyje yra montuojamas hidraulinis cilindras, o hidraulinė sistemos suteikta hidraulinpaspaudimas jį vedo ženkliai ir žemyn.

2) Apatinis pagrindas: Apatinis pagrindas yra keturio stulpelių hidraulinių spaudinių apačios palaikymo struktūra, dažniausiai suveldžiama iš plieno lankelių, su pakankama skystumu ir stabilumu. Apatinėje bazėje yra montuoti įkabinti į žemę boltų skyliai, kad stabilizuotų hidraulinį spaudinį.

3) Hidraulinis cilindras ir pistonas: Hidraulinis cilindras yra vienas iš pagrindinių komponentų hidraulinių rankinių spaudinių (su tempiu formuokliu), dažniausiai montuojamas tarp viršutinės balandžio ir apatinio pagrindo. Hidrauliniame ciliindre yra sudedamos ciliindrinė rūšis ir pistonas. Hidraulinis slėgis generuojamas pistono pagalba ir veda viršutinės balandžio judėjimą.

4) Hidraulinė sistema: Hidraulinė sistema yra galingasis šaltinis keturio stulpelių hidrauliniame spaudinyje, įskaitant hidraulinius pompetus, hidraulinę vamzdžių, deguonies potvynius ir valdymo sistemas ir kt. Hidraulinė sistema atsakinga už hidraulinę slenkstį teikimą, hidraulinio cilindro judėjimo valdymą ir slenkstį reguliavimą.

5) Darbo paviršius: Darbo paviršius yra platforma straigiamties ratais ant hidraulinio spaudinio (su straigiamties formuokle) darbiniams elementams dėti. Darbo paviršius gali būti fiksuotas arba judrus, kad pritaikytųsi prie skirtingų formų ir dydžių darbinių, o straigiamtis jėga taikoma per hidraulinių spaudinio judesį.
6) Saugumo apsauginis įrenginys: Norint užtikrinti operatoriaus saugumą, straigiamties keturio stulpelių hidraulinis spaudinys dažniausiai yra apgintas įvairiais saugumo apsauginiais įrenginiais, pvz., nutrikimo mygtukais, apsauginiais denginiais, saugumo sensoriais ir kt., siekiant išvengti nelaimesčių.

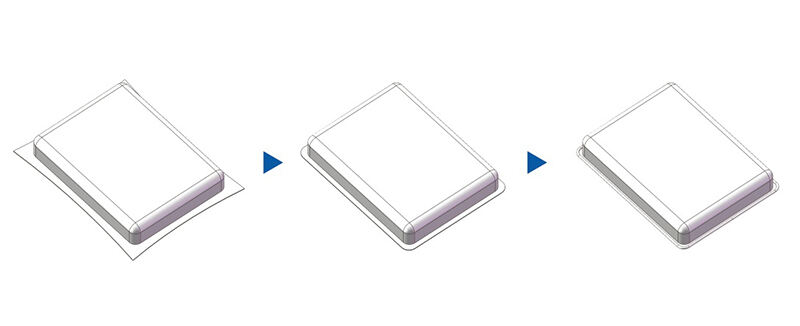
Pagrindiniai kėbulo ištempto formojo bruožai yra tokie, kad viršutinė forma naudoja išgaubtą formą, panašią į kėbulo vidinį erdvį, o kraštynė ir apatinė forma naudoja kraštynių ir išgaubtų formų, panašių į kėbulo viršutinio atviro elemento išorinį kraštą. Jis turi privalumų, tokių kaip greitas formavimas, nėra sviedinių, jūrių, vandens nepraleidžia, stiprus ir ilgai trunkantis.
Kėbulo ištemptasis formojis sudaro šias pagrindines dalis:
1) Viršutinė forma: Viršutinė forma yra formos dalis, atitinkanti apatinę formą. Ji paprastai yra virš kėbulo ir naudojama siekiant taikyti slaptą ir ištempimo jėgą. Viršutinės formas forma ir dydis sutampa su planuojamu kėbulo paležio formą.
2) Apatinis formavimo elementas: Apatinis formavimo elementas yra dalis, atitinkanti viršutinį formavimo elementą. Jis paprastai yra esamas požeminėje dalies zonėje, palaiko dalies kubelių ir realizuoja ištempti operaciją judant aukštyn ir žemyn. Apatinio formavimo elemento forma ir dydis sutampa su norimu kubelių forma.
3) Ištempiamo mechanizmas: Ištempiamo formavimo elemento paprastai yra įrengtas specialus ištempiamo mechanizmas, kad valdytų judesį tarp viršutinio ir apatinio formavimo elemento bei taikytų ištempiamo jėgą, keičiant kubelių formą. Ištempiamo mechanizmą galima įgyvendinti naudojant hidraulinius, pneumatinius arba mechaninius būdus.
4) Priedai: Be viršutinio formavimo elemento, apatinio formavimo elemento ir ištempiamo mechanizmo, kubelių ištempiamo formavimo elementas gali būti įsigytas su kitais priedais, pvz., fiksuojančiais priemonėmis, vadovaujančiomis dalimis, valdymo sistemomis ir kt., siekiant pagerinti formavimo elemento stabilumą ir operacijos tikslumą.

Našumos pranašumai specialaus gamybos įrangos ratainės formavimo hidraulinio spaudiklio atžvilgiu:
(1) Jis naudoja keturių stulpelių vedimo struktūrą su aukšta vedimo tikslumu ir stipriu pasipriešinimu kraštiniam jėgoms.
(2) Paprasta struktūra, ekonomiška ir praktiška. Pagaminta iš 45# visojo galingo plieno, ji turi gera tvirtuma, stabilumas, ilgaamžius ir aukštą tikslumą.
(3) Ratainės formavimo hidraulinio spaudiklio pagrindinis cilindras yra pagamintas iš aljanso galingo plieno ir preciziai suvalytas, kas užtikrina aukštą patikimumą aukštoje slėgimo jėgoje.
(4) Galima pridėti CNC sistemą. Striuke proceso metu pagrindinio cilindro ir plokščių laikymo jėga keičiasi nurodytame diapazone kartu su plokštės platu (pasirinktinai).
(5) Hidraulinis spaudiklis turi greito darbo judėjimo ir lėto formavimo funkcijas, kurios padeda pagerinti gamybos efektyvumą ir formos našumą.
(6) Jis gali būti pritaikytas technologiniams reikalavimams nurodytame diapazone: du formavimo procesai – pastovus slėgis ir fiksuotas eiga, lengvai valdomi.
Priežiūra specialaus gamybos įrenginio rataus formavimo hidraulinio spaudimo:
1) Rekomenduojama naudoti 32# ir 46# antislijavimo hidraulinę drabužę kaip darbo drabužę, o drabužės temperatūra turi būti 15~60 laipsnių Celsiuje.
2) Drabužis gali būti dedamas į drabužių dėžę tik po griežtos filtracijos.
3) Darbo drabužis keičiamas kartą per metus, o pirmasis keitimas negali viršyti trijų mėnesių.
4) Slanktuvui reikia reguliariai papildyti smarkintuoliu, stulpelio atvirasis paviršius turi visada būti saugomas švarus, o prieš kiekvieną darbą turėtų būti išgriauta varna.
5) Slėgio matuoklis turi būti kalibruojamas ir tikrinamas kas šešis mėnesius.
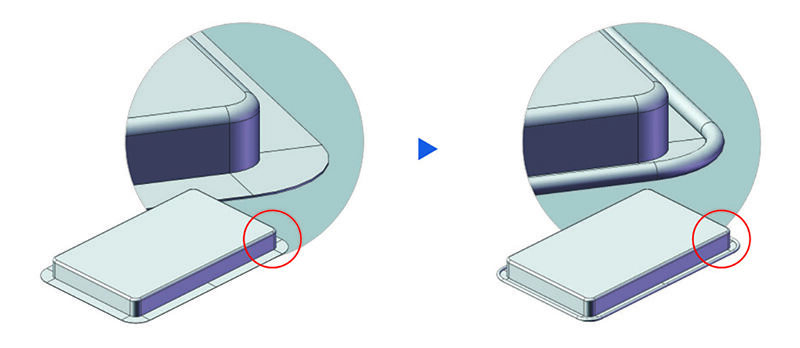
2. Rataus kraujimo technologija – Profilinė pjovimo ir suviečio mašina

Produkto savybės
1) Tinkama didelių apvalinių produktų pjovimui ir suviečiui.
2) Išplėstas darbo stotis, tinkamas plačiam produktų spektrui.
3) Tinkama daugiamaterialiams produktams, pvz., aliuminiui, geležiui, vamzdyniui ir kt., su stipriu taikomumu.
Produkto parametrai:
Įvesties įtampa: 380V
Bendra galia: 4,5 kW
Transliacijos režimas: dujų ir skysčio mišinys
Tinkamas darbo objekto storis: 0,4-1,0mm
Tinkamas darbo objekto aukštis: 30-300mm
Darbo objekto skersmens diapazonas: 200-700mm
Aparato funkcija: profilio formavimas, apvalinimas, sukinimas

3. Rėmo gamyba — Hidraulinis vamzdyno lankymo aparatas

Hidraulinių vamzdyno lankymo aparato ypatybės
1) Automatinis staliuko/darbo objekto dinaminės charakteristikos nustatymas → greitas ir geras apdorojimas
2) Aukštos greičio vieno galvo hidraulinis vamzdyno lankymo aparatas, naudojantis mikroskaičiavimu valdymą, kelios programų rinkiniai, daug kampų nustatymai, tai padaro operaciją paprastesnę ir patogesnę.
3) Rodomi kinų ir angliški subtitrai, galima pasirinkti operaciją su žmogaus ir kompiuterio dialogu, rankinį, puscyklą ar pilną ciklą.
4) Naudojamos aukštos našumos importuotos hidraulinių vamzdžių ir elektroninių komponentų.
5) Pagaminta su didelės talpybos šaldymo sistema, kurios pagalba efektyviai kontroliuojama darbo temperatūra.
6) Visas aparatas yra charakterizuojamas paprasta veikla, stabilia veikimo greičiais, aukšta darbo efektyvumu ir aukštu saugumo lygiu. Tai idealus įrenginys lekštynių pramonėje.
7) Rankinio ir pusautomatinio veikimo režimai gali būti pasirinkti laisvai, o mobilus pedalis turi abiejų funkcijų – paleidimo ir skubaus sustabdymo.

Kiekvienas šios modernios gamybos linijos etapas yra atidžiai sukonstruotas, kad būtų sukurti aukštos kokybės lekštynės.

