















































Perkantį kampą valdyti: pagrindas geresniems gamybos rezultatams
Ar jūs kenčiate dėl rūgštų pjūčių ir netikslų gaminių dėl mašininio apdorojimo? Dažnai tai kyla dėl nepaisyto šluosties kampo, kuris yra svarbus veiksnys, siekiant glodžius ir efektyvius pjūčius.
Kirtimo kampas žaidžia svarbų vaidmenį nustatant gamybos tikslumą, įrankio gyvavimą ir energijos našumą. Kirtimo kampo optimizavimas gali esminiu būdu sumažinti medžiagos deformaciją ir pjovimo pasipriešinimą, tuo pat metu padidindamas produktyvumą. Pabendrinkime giliau, kodėl šis aspektas yra tokie svarbus gamybos procesuose.
Kas yra kirtimo kampas?

Kirtimo kampas apibrėžiamas kaip Kampas tarp kirtimo plokštumos ir pjovimo krypties per gamybos procesą, pvz., suvienodinimą, smirklėjimą arba pjovimą. Jis nustato, kaip medžiaga yra nuškirpti iš darbo dalies pjovimo įrankiu. Optimalus kirtimo kampas mažina pjovimo jėgas, sumažina įrankio sabloną ir užtikrina glodų paviršių.
Trumpai tariant, kirtimo kampas yra pagrindinis gamyboje, nes jis nustato medžiagos deformacijos ir atskirties iš darbo dalies efektyvumą. Jis didelėmis aplinkybėmis įtakoja pjovinių formavimąsi ir energiją, išleistą per gamybos procesą.
Pagrindiniai optimalizuojant kirtimo kampą pranašumai
Gerėjantis tikslumas
Gerai sutinktas šluostas įsitampa užtikrina, kad pjovimo procesas mažiausiai deformuoja medžiagą, dėl ko gavami glodesni ir tikslkesni pjovimai. Tinkama trinties formavimosi sumažina neatitiktis apdirbtame paviršiuje, užtikrinant nuolatinį baigiamąjį produktą. Tikslumas yra pagrindinis sektoriuose, tokiuose kaip erdvinė technika ir automobilių pramonė, kur net maži nuokrypimai gali sukelti kritinių funkcinių nesutarimų. Šluostą optimizuojant galima pasiekti geresnius tolerancijų rodiklius bei konsekventesnę kokybę gamyboje.
Sumažintas įrankio sablonas
Kai šluostas yra optimizuotas, pjovimo varžymas mažėja esminiu būdu, kas sumažina vamzdį ir stresą, veikiančius pjovimo įrankiui. Tai vedą prie lėtesnio sablonio, ilgesnio įrankio dienos ir mažesnių įrankio pakeitimų dažnumo. Taigi, verslai saugo įrankių išlaidas, kartu palaikydami aukštą kokybę. Be to, sumažėjęs įrankio sugriuvimų rizikos rizika užtikrina nepertraukiamą gamybą, didinant patikimumą ir efektyvumą.
Didėjančios našumo
Optimizuotas triūkšmo kampas skatina efektyvų šliuzo nuimamąjį, leidžiant greičiau ir su mažesniu energijos suvartojimu atlikti šliuzymo operacijas. Tai reiškia trumpesnius gamybos ciklus ir didesnį išvestį, kas yra svarbu norint patenkinti griežtas gamybos terminus. Mažesnis energijos poreikis taip pat prisideda prie sąnaudų sumažinimo ir tvarių praktikų palaikymo. Skatinantis bendrą produktyvumą, įmonės gali pasiekti geresnę pelningumą neprarandamos kokybės.
Triūkšmo kampo svarba šliuzyme
1. Poveikis šliuzymo jėgai

Triūkšmo kampas tiesiogiai įtakoja šliuzymo metu patiriamas jėgas. Didesnis triūkšmo kampas sumažina jėgą, reikalingą medžiagos nuimimui. Kai triūkšmo kampas yra optimalus, mažiau energijos yra prarandama dėl šliuzo deformavimo, o tai rezultuoja mažesniu energijos suvartojimu ir sumažinta šliuzymo įrankių sablonija.
2. Paviršiaus kokybė

Paviršiaus išdirbimas yra kritinis veiksnys daugelyje gaminimo operacijų, ypač tose pramonese, kuriose dominuoja tikslumas, pvz., oro ir kosmoso technikos bei automobilių pramonėse, kur paviršiaus išdirbimo kokybė tiesiogiai įtakoja galutinio produkto veikimą ir saugumą. Netinkamas švaro kampas gali sukelti blogą paviršiaus išdirbimą, nes paviršiaus integritetas yra didžiai paveiktas gaminimo parametrais, tokiais kaip pjovimo greitis, laidimo sparta ir pjovimo gylis, dėl ko gali atsirasti savybės, tokios kaip rūgštis, smūgių ženklai ir netvarkingi tekstūros.
3. Slenkstelės formavimas
Slenkstelės formavimas yra svarbus gaminimo aspektas. Švaro kampas nustato sukuriamos slenkstelės tipą – nuolatinį, segmentuotą ar neatstatomą. Nuolatinės slenkstelės, kurios dažnai yra pageidaujamos, būdingos palankiam švaro kampei. Atstatomos slenkstelės, kita vertus, gali rodyti netinkamus švaro kampo nustatymus ir pažeisti abi įrankį ir dirbtuvę.
4. Medžiagos nuimimo efektyvumas
Efektyvus medžiagos nuimimas yra kritinis veiksnys siekiant ekonomiškų gamybos operacijų. Optimalus triūkio kampas užtikrina, kad medžiaga būtų nuimama su minimaliu energijos išlaidų ir šilumos kūrimo dydžiu, pagerindamas bendrą gamybos efektyvumą.
Veiksnių, įtakojančių triūkio kampą, analizė
Keli veiksniai įtakoja triūkio kampą gamyboje. Jie supratami yra būtini efektyviems gamybos procesams nustatyti:
1. medžiagos savybės
Gaminamosios medžiagos tipas ir tvirtumas tiesiogiai paveikia idealų triūkio kampą. Tvaresnės medžiagos, tokios kaip nerūdantisis geležis ir titanis, dažniausiai reikalauja aukštesnių triūkio kampų efektyviam pjovimui ir deformacijos mažinimui. Atvirkščiai, minkštesnės medžiagos, tokios kaip aliuminys ir plastmasa, gali leisti plačiausius triūkio kampus. Be to, medžiagos sudėtis, dalelių struktūra ir skruostingumas gali įtakoti triūkio kampo pasirinkimą, todėl medžiagoms specifinės reguliavimo priemonės yra būtinos optimaliam našumui.
2. Pjovimo įrankio geometrija
Rakinio ir laisvojo kampai pjovimo įrankio yra pagrindiniai nustatant efektyvumą strižinimo kampui.
· Rakinio Kampas: Teigiamas rakinio kampas skatina gijų srautą, sumažina pjovimo pasipriešinimą ir mažiausiai kenkia įrankio išlaidoms. Tačiau per didelis rakinys gali sumogti įrankio kraštą, ypač tvirtesniams medžiagoms.

· Laisvojo Kampas: Šis kampas užtikrina, kad įrankis nekenks dirbtuvės paviršiui, sumažindamas trikdį ir šilumos kūrimą. Nepakankamas laisvojo kampo vertė gali sukelti blogą paviršiaus apdorojimą ir greitesnius įrankio išlaidus.
Tikslių geometrijos įrankių, pritaikytų medžiagai ir pjovimo sąlygoms, parinkimas užtikrina efektyvų pjavimą ir ilgesnę įrankio trunkumą.
3. Pjovimo Greitis ir Gijos Dažnis
Pjovimo greičio ir gijos dažnio nustatymai yra svarbūs optimizuojant strižinimo kampo veikimą.
· Šoninimo greitis: Aukštesni šoninimo greičiai gali pagerinti paviršiaus kokybę ir sumažinti šoninimo jėgas, tačiau gali padidinti šilumos kiekį. Greičio reguliavimas atsižvelgiant į medžiagos savybes užtikrina balansą tarp produktyvumo ir įrankio išmaitinumo.
· Patekimasis greitis: Tinkamas patekimasis greitis yra svarbus efektyviam trūkščių formavimui ir išvengti per didelio apkrovimo įrankiui ir dirbtuvei. Per didžias patekimasis greitis gali sukelti blogą paviršiaus kokybę ir įrankio sugedimą, o per mažas greitis gali sukelti netinkamą medžiagos nuvalymą.
4. Stovėjimo ir stabilumo nustatymas
Stovėjimo tikslumas ir stabilumas taip pat žaidžia svarbų vaidmenį. Bet koks nesutapimas ar vibracijos gali sutrikdyti šoninimo procesą, padarant smegenų kampą mažiau veiksmingą. Reguliariai stovėjimo kalibracija, tinkamas įrankio fiksuotė ir stabilus dirbtuvės padedimas yra būtini, kad pilnai pasinaudotų optimizuoto smegenų kampo pranašumais.
Atkreipus dėmesį į šiuos veiksnius, gamybos darbuotojai gali pasiekti nuostabus pjovimo rezultatus, ilgesniu laiku naudoti įrankius ir padidinti bendrą produktyvumą, užtikrinant visada aukšto kubo rezultatus.
Kaip optimizuoti trikdymo kampą gamyboje
Norint pasiekti idealų trikdymo kampą gamybos procese, gamintojams reikia atsižvelgti į tokius geriausius praktikas:
1. Pasirinkite tinkamus įrankius

Pasirinkimas tinkamų pjovimo įrankių yra pagrindinis žingsnis trikdymo kampo optimizavime. Atsižvelkite į tokius veiksnius:
· Pjovimo kampai: Pasirinkite įrankius su tinkamais pjovimo kampais, priklausomais nuo gaminių medžiagos. Pavyzdžiui, tvirtesnėms medžiagoms gali būti reikalingi įrankiai su tarpesniu pjovimo kampu, kad efektyviau pjaustų.
· Išdėstymas ir medžiaga: Pasirinkite įrankius iš tvirtųjų medžiagų, pvz., karbido ar aukštos greičio plieno, su moderniais išdėstymais, skirtais konkrečioms medžiagoms ir mažinančiais trintį.
· Specializuoti įrankiai: Unikaliems atvejams galite apsvarstyti specialiai dizainuotus įrankius, pritaikytus jūsų gamybos užduočių poreikiams.
2. Jaukiai pritaikykite stovos nustatymus
Stovos veikimo parametrai tiesiogiai įtakoja šluosties kampo efektyvumą. Norint pasiekti optimalius pjovimo rezultatus, būtina jautriai pritaikyti nustatymus, tokiais kaip lankų tarpas, šluosties kampas ir pjovimo greitis, atsižvelgiant į medžiagos savybes ir pageidautiną pjovimo kokybę.
· Pjovimo greičiai: Nustatykite pjovimo greičius, kurie balansuoja tarp efektyvaus medžiagos nuimimo ir paviršiaus išdėstymo kokybės. Lėtesnis pjovimo greitis dažnai yra geresnis sudėtingoms ar detalesioms operacijoms, o didesni greičiai gali būti naudojami masiniams medžiagos nuimimui.
· Pjovimo greičiai: Optimalizuokite pjovimo greitį, kad sumažintumėte šilumos kiekį ir padidėtumėte pjovimo efektyvumą. Naudokite lėtesnius greičius cirkeliems medžiagoms, kad išvengtumėte pernelygios ausės, o didesnius greičius minkštoms medžiagoms, siekdami pagerinti gamybos efektyvumą.
· Pjovimo gylis: Įsitikinkite, kad pjovimo gylis yra tinkamas medžiagai ir įrankiui. Per dideli pjovimai gali stresuoti įrankį ir sunaikinti šluosties kampo efektyvumą.
3. Atsargiai investuokite į modernesnę įrangą
Aukštosios kokybės, technologingi pristatymo priemonės žaidžia svarbų vaidmenį optimizuojant šluosčio kampą ir pasiekiant nuosekliuosius rezultatus. Atsižvelgkite į tai:
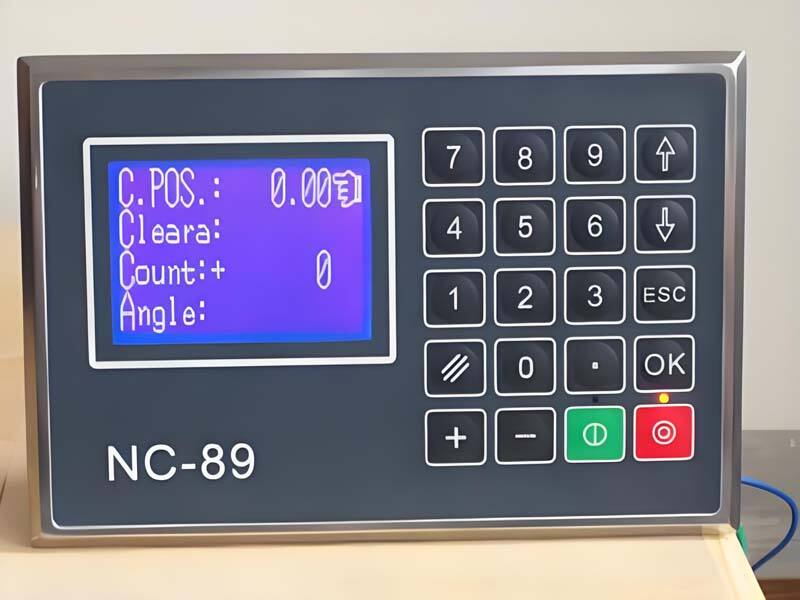
· Tiksli Technika: Prietaisai, tokie kaip JUGAO slankio spaudikliai ir šluosčio mašinos, siūlo tikslų valdymą šietimo kampais ir kitais kritiniais parametrais, užtikrinant optimalią našumą.

· Automatinės Sistemos: CNC sistemos, apgintos išsamiu programiniais įrankiais, leidžia atlikti detalžinius derinimus šluosčio kampams, šietimo greičiams ir patekimo tempams, kas esminiu būdu sumažina žmogaus klaidas ir pagerina gamybos procesų pakartojamumą.
· Dega Statyba: Mašynos, kurios yra sukurtos iš galingų medžiagų ir turi stabilias platformas, efektyviai mažina vibracijas ir nesutaptimus, prevencijuodamos šluosčio kampo sutrikimus ir užtikrinant šietimo kokybę.
4. Priežiūra ir Kalibravimas Įrangos

Tinkamas priežiūra ir reguliarus derinimas yra būtini, kad įsigurtumėte, jog aparatai veiktų su aukščiausiu efektyvumu ir suteiktų nuolatines rezultatus. Priežiūros nepaisyti gali sukelti nusivairiusiantis komponentus, nutylę grynulius ir pažeidusį šluosnio kampą, viskas tai turi įtakos gamybos tikslumui ir efektyvumui. Sekite šias rekomendacijas, kad aptinkite įrenginio būklę:
· Profesionalus service: Reguliariai planuokite service su kvalifikuotais technikais, kad jie atliktų išsamių diagnostiką ir derintų aparato veikimą. Profesionali priežiūra gali atrasti slaptus problemas ir užtikrinti, kad visi komponentai dirbtų koordiniuojamai, taip ilgesniu laiką praplėsdami aparato gyvenimo trukmę.
· Komponentų inspekcija: Aparato dalys, tokios kaip valdos, grynojo galvos ir grynulių rinkmenys turėtų būti regaliai patikrinamos dėl ausėjimo, pažeidimų arba nusivairavimo. Laiko eigoje, nuolatinis naudojimas ir vibracijos gali sukelti mažus poslinkius, kurie turi įtakos bendram veikimui. Ankstyvasių problemų nustatymas ir jų sprendimas užtikrina glodžius procesus bei prevencijuoja brangaus laiko nuostolių.
· Planuota kalibracija: Reguliariai kalibruokite mašinos nustatymus, įskaitant pjovimo greičius, priežiūros tempimus ir įrankių padėtis. Kalibravimas užtikrina, kad šoninio kampo kampas būtų optimizuotas konkrečiam medžiagai ir gamybos procesui, užtikrinant nuolatinę tikslumą ir mažinant medžiagos išmetamumą.
· Norint užtikrinti optimalų veikimą ir ilgesnį mašinų našumą, ypač svarbu laikytis gamintojų, pvz., SKF, rekomendacijų dėl tinkamos riebalavimo priemonių, kad sumažinti trikčių ir preventai anksčiai pakilusias smūgių nesėkmes. Reguliarus valymas yra būtinas, kad pašalinti daleles ir pjovinius, kurie gali užkliudyti įrankių judėjimą ir sutrikdyti lygiavimą, kaip matoma polimerinių lankstinių smūgių taikymuose termoformavimo apdorojimo mašinose. Ši praktika sutampa su geriausių priežiūros praktikų dentaliniais instrumentais, kurios akcentuoja kasdienį valymą ir reguliarią priežiūrą, kad pranašintų instrumentų gyvenimo trukmę ir užtikrintų glodžius veiksmus.
Praktinis pavyzdys: Realijų taikymai
1. Oropramonė
Gamyboje oro erdvinėje pramoneje tikslumas yra pagrindinis. Komponentai, tokie kaip turbinos lopos, konstrukciniai skydeliai ir variklio dalys dažnai reikalauja gaminimo su itin griežtomis tolerancijomis. Shear kampo optimizavimas atlikus aukštos tikslumo verčiamąjį arba frazuojimą užtikrina:
· Nuolatinis paviršius: Komponentams pasiekiami veidrojo panašūs paviršiai, kurie yra būtini aerodinaminio trinties sumažinimui.
· Efektyvus medžiagos naudojimas: Cinkliava ir aukštos jėgos lyginiai yra brangios medžiagos, todėl efektyvių šliuzų formavimo technologijų įgyvendinimas yra svarbus atliekant atliekų sumažinimą ir užtikrinant optimalią medžiagos naudojimą.
Pavyzdžiui, lėktuvo korpuso skydelių gamyboje shear kampas yra svarbus veiksnys, kuris įtakoja iškirpimo kraštų kokybę, užtikrinant, kad jos atitiktų griežtas saugumo ir našumo reikalavimus.
2. Automobilių gamyba

Automobilių pramonėje komponentai, tokie kaip variklio kūnai, sustabdymo dalys ir korpūs skydeliai priklauso nuo optimizuotų gaminimo procesų, kad būtų užtikrinta jų našumas ir ilgalaikumas.
· Aukštosniamis apverčiu: Gamyboje kruvamųjų ir šoninio aukšto, tikslūs iškirimo kampai padeda palaikyti nuolatines matmenis ir paviršiaus išdėstymą, didinant judančių dalių efektyvumą.
· Lypsnio metalo iškirimas: Automobilių korpo srities iškirime, iškirimo Kampas yra svarbus gauti geresnę iškirimo kraštą, nes jis įtakoja burų formavimąsi. Tinkamas iškirimo kampo optimizavimas gali esminiu būdu sumažinti burų formavimąsi, todėl sumažinama papildomų galutinių operacijų poreikį. Tai užtikrina tinkamą suderinamumą montavimo metu ir išlaiko transporto priemonės konstrukcinę integritetę.
3. Lypsnio metalo gamyba

Keliais pramonės sektoriais, įskaitant statybą, bylos techniką ir pramoninę įrangą, iškirimo Kampas yra svarbus lypsnio metalo gamyboje.
· Smalesni kraštau: Optimizuojant iškirimo Kampus, krašta yra glodesni ir geresni, tobulinant montavimo tikslumą ir sumažindami reikalingą po procesą.
· Optimalios triūkšties kampai: Naudojant tinkamus triūkšties kampus, galima didžiai sumažinti medžiagos iškraipymą, kas yra būtina, norint palaikyti plonų lapelių kokybę, kurioje deformavimas gali kitais atvejais pakenkti produktui.
Išvada
Triūkšties kampas nėra tik techninis terminas – jis yra pagrindinė veiksma, nustatanti gamybos efektyvumą, paviršiaus išdėstymo kokybę, įrankių ausmą ir bendrą našumą. Supranti ir optimizuodami triūkšties kampų nustatymus, gamintojai gali pasiekti didelius gerovės pokyčius gamybos operacijose, sumažinti išlaidas ir pagerinti produkto kokybę.
Kopiuojant, ar dirbate su torniu, frizatoriaus aparatu ar triūkšties įrenginiu, triūkšties kampo svarba negali būti pernelyg akcentuota. Ir ketinamaugdyti triūkšties kampo principus yra būtina bet kuriems gamybos profesionalams siekiantiems išskirtinumo srityje tikslaus gamybos.
Supratimas apie švario kampo mokslą ir jo veiksmingas taikymas suteiks gaminių apdorojimo specialistams galimybes spręsti iššūkius ir pasiekti puikius rezultatus kiekvienoje operacijoje. Laiko investavimas į švario kampo optimizavimą visada bus atsispindėjęs dideliu grąža terminuose gaminių apdorojimo efektyvumo ir produkto kokybės.
Apie Gary Olson
Gary Olson yra talentingas svetainės redaktorius JUGAO CNC MACHINE, specializuojantis į profesinio žinių apie lapo metalo apdorojimą rinkimą ir tvarkymą. Jo detales priežiūra ir tikslumas užtikrina viso techninio turinio tikslumą, įtraukiamumą ir informatyvumą. Gary Olson reguliariai atnaujina JUGAO svetainę vertingais pramonės įžvalgomis, padedančiomis išsilavinimui ir palaikymui klientams bei profesionalams metalo apdorojimo srityje. Jo įsipareigojimas aukščiausioms normoms žaidžia svarbų vaidmenį skatindamas JUGAO internetinę populiarumą ir ją sutariant kaip patikimą autoritetą lapo metalo sprendimų srityje. Peržiūrėkite visus Gary Olson straipsnius

