















































Pagrindinė informacija apie šonavimo liztus
Kaip asmuo, turintis gilią įsitraukimą į šią sritį, dažnai pastebiu, kad supratimas apie trašo žirgėlius yra būtinas optimaliam aparato veikimui. Šiame straipsnyje „Trašo žirgėliai: esminiai fakto žinios“, mano tikslas – pateikti kritinius išvadas apie šiuos svarbius komponentus. Aš jus pravažiuosiu per pagrindinius aspektus, nuo jų dizaino ir medžiagų analizės iki priežiūros strategijų, kurios gali padidinti jūsų supratimą ir taikymą trašo žirgėliams. Nepaisant to, ar esate patyręs praktikantas ar naujokas šioje srityje, šis vadovas skirtas padėti jums priimti tinkamas sprendimus dėl savo projektų.
Turinys
· Apibrėžimas
· Medžiagos
· Procedūros
· Saugumo operacijos
· Apdžiūga
· Taikymai
Įvadas
Ištraukimo mašina dažniausiai naudoja lėkštės medžiagas, tokias kaip T10, 9CrSI, 6CrW2Si, Cr12MoV, H13 ir įvairius aljavius plienus. Šios mašinos plačiai taikomos įvairiose srityse, įskaitant šviesą pramonę, oro erdvinę technologiją, laivų statybą, metalurgiją, prietaisų gamyba, elektrinius prietaisus, nerūdijančių plieno produktus, plieninių konstrukcijų statybą ir dekoracinę pramonę.
Naudojant judančią viršutinę lėkštę kartu su fiksuota apatine lėkštės, ištraukimo mašina veikia ištraukimo jėga įvairių storio metalinio plieno lapelių per tinkamai nustatytą lėkštės tarpą. Šis procesas rezultuoja lapelių atskyrimu pagal norimus matmenis. Kaip vienas iš kalvarinių mašinų, ištraukimo mašina pagrindiniu būdu skirta metalų apdorojimo pramonei. Populiarios ištraukimo mašinų klasifikacijos apima pedalo (rankinę), mechaninę, hidraulinę svyravimą ir hidraulinę varžymo modelius.
Kirtuvės mašinos dažnai naudojamos tiesių kraštų puodelių pjovimui. Kirtimo procesas turi užtikrinti, kad apkirtojo lapo paviršiai atitiktų tiesumo ir lygiagrečumo reikalavimus, tuo pačiu mažinant lapo iškraipymą, kad būtų gautas aukštos kokybės produktais.
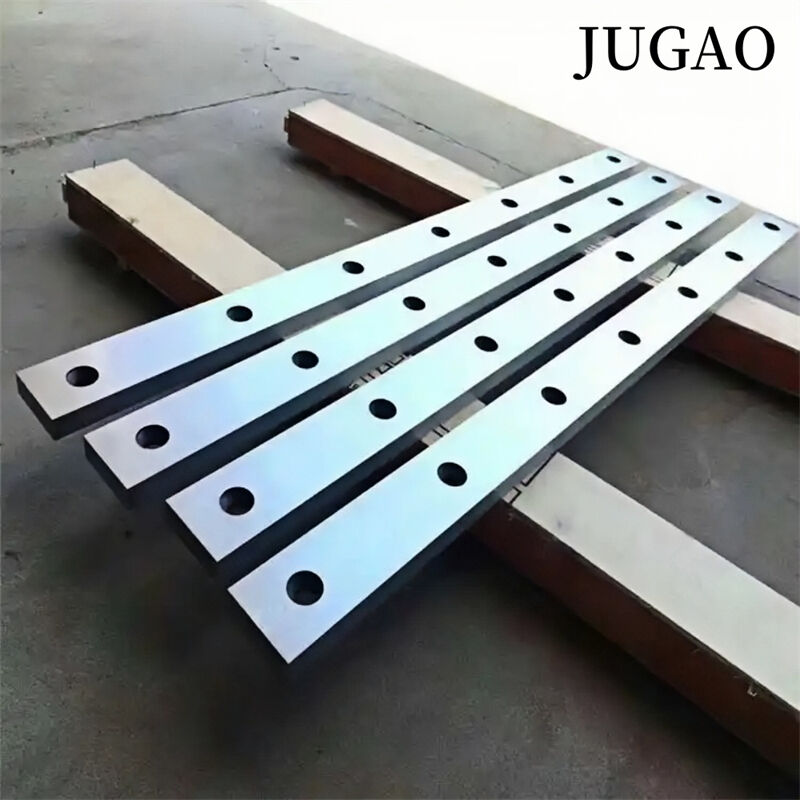
Medžiaga
Materijalų pasirinkimas kirtuvo žagarams apima tris pagrindinius kategorijas: anglies jungtinę įrankių plieno, mažos aljanso įrankių plieno ir aljanso įrankių plieno.
1. Anglies jungtinė įrankių plieno: Paprastai anglies jungtinis plienas apima medžiagas, tokias kaip 65, 75 plienas, T8, T10 ir pan. Žagarų, pagamintų iš šių medžiagų, šiluminis tvirtumas kinta nuo HRC57-59 laipsnių, todėl jie yra tinkami apdirbti standartinį mažo anglies turinio šaldytą trikdainių lapą ir paprastą A3 lapą. Šios medžiagos ekonomiškumas ir geras produktų kaina yra ypač pranašus atliekant perdirbimo ir atliekų pjovimo operacijas.
2. Mažai legiuotas įrankių plienas: Paprasčiausiai naudojami mažai legiuotų įrankių plieno lizdų medžiagos yra 6Crw2sI, Cr5Mo1V, 9CrSi ir Cr12MoV. Šių lizdų šiluminių apdirbimo tvirtumas yra HRC58-62 laipsnių diapazone, todėl jos ypač tinka ne rūstantįjį plieną, karštai leistomuosius lapus ir vidutinio iki stiprio dydžio lapus kirsti.
3. Legiuotas įrankių plienas: Legiuotojo įrankių plieno gijos sudaro 4Cr5MoSiV1 (H13K), 7Cr7Mo2V2Si9 (LD), W6Mo5Cr4V2 (6542), H13 ir kitos medžiagos. Iš šių medžiagų pagamintos gijos naudojamos karštai leistomų plieno bilietų ir karšta kertamų vidutinio iki stiprio dydžio plieno lapų atveju. Svarbu paminėti, kad šios medžiagos turi didelę karštinei išvystui pasipriešinti gebėjimą ir mažiau pažeidžiamos terminei atkaitai, todėl jomis galima naudotis plieno gamintojų karštame leistyme ir karštame pjovime.
Instrukcijos
1. Paleiskite toslumos mašiną kelis ciklus tuščio veikimo, norėdami patikrinti normalų jos veikimą ir atlikti bandymo pjovimus skirtingais storiumiais, nuo plonų iki stebuklių. Įsitikinkite, kad operatorius gerai pažino hidraulinės gilguolio toslumos mašinos lankstelės našumą.
2. Bandymo pjovime reguliuokite tarpą tarp lankstelių pagal plato storį. Nesilaikydami tinkamo lankstelių tarpmario, galite sunaikinti lankstelės trunkumą.
3. Įjunkite slėgio matuoklio perjungiklį pjovimo metu ir stebėkite oro slėgį. Slėgis negali viršyti 20MPa pjovus 12mm plato. Nuotolinis slėgio reguliavimo vamzdelis Nr. 9 yra nustatytas gamybos metu į 20-22MPa; naudotojams rekomenduojama laikytis šios nustatymo ir neviršyti nurodyto slėgio ribos, siekdami išvengti mašinos pavojingų sunaikinimų.
4. Palaikykite operacines garso balansą. Jei garsiai bus pastebėtas hidraulinės gilguolio toslumos mašinos lankstelėse, sustabdykite operaciją ir atlikite inspekciją.
5. Veikiančio hidraulinio gilisimo šliaužiklio darbo metu užtikrinkite, kad degės dėklo aukščiausia temperatūra būtų žemiau 60 laipsnių Celsijaus. Jei temperatūra viršija šį ribojimą, mašina turi būti išjungta ir leidžiama atsidurti.

1. Įsitikinkite, kad apsauginis drabužis yra gerai pritvirtintas, užfiksuokite rankų galinius ir nedarbinkite jakos kraštutės. Vengkite nešioti, nuimti ar uždėti drabužių ant mašinos, kad išvengti įsitraukimo. Saugumo šlapdžiai yra privalomi, su dražniais įterptais į šlapdį; juostinės ir sandaliai yra uždraudžiami.
2. Šios gaminių mašinos operatoriai turi gerai suprasti pagrindinę struktūrą, funkcijas ir hidraulinių gilisimo šliaužiklių veikimo principą.
3. Šis gamybos priemonis skirtas skiriant įvairias plėtis, tokias kaip geležies, varnio, aliuminio ir net ne metalinių medžiagų, jei medžiagos storis nekils virš mašinos nominalios galios. Medžiagos turi būti laisvos nuo kietų žymų, suvaržymo dregžių, dregžių įtraukčių ir suvaržymų, o per didelis storis taip pat yra nepriimtinas.
4. Pastraipos apie hidraulinės gilotojo šliuzo lankelių naudojimą:
A. Atstumas tarp lankelių turi atitikti režiamos medžiagos storį.
B. Pakeiskite profilio ar fiksuojamo elemento dydį pagal režiamos medžiagos plotį.
C. Prieš pradedant dirbti, atlikite 1-3 tuščius judesius; režimo darbas gali būti pradetas tik tada, kai mašina veikia normaliai.
5. Jei naudojant aptinkama bet koks veiklos neatitikimas, greitai išjunkite elektros energiją ir atlikti inspekciją prieš paleidžiant iš naujo.
6. Kai derinate gamybos priemonį, užtikrinkite, kad būtų išjungtas elektros tiekimas. Dėmesio: rankų saugumas perkeldami darbo detalių.
7. Reguliariai įvairkinkite visus stangėlio elementus. Operatoriai turėtų papildyti įvairkinimo aliejus kas posmę, o mechanikai kartu per pusmetį pritaikyti įvairkinimo medžiagą toslūniams daliams.


Išsilavinimas
Tinklelio lizdo tinkamas priežiūra yra svarbi, norint ilgesniu laiku naudotis jais ir užtikrinti vartotojo patogumą. Tinklelio lizdas, būdamas vienu iš kaukolinių mašinų tipų, pagrindiniu atveju naudojamas metalų apdorojimo pramone. Žemiau pateikiami tinklelio lizdo priežiūros procedūrų pokydžiai.
1. Svetriai laikytis veikimo protokolų.
2. Prieš kiekvieną mašinos paleidimą, taip kaip nurodyta įvairkinimo schema, pritaikykite įvairkinimo aliejų. Patikrinkite, ar aliejus yra švarus ir neturi sėklos.
3. Reguliariai valykite tinklelio lizdus ir pritaikykite antirūdžių aliejų bet kuriam neapjaustytam vietoms.
4. Reguliariai keiskite ir papildykite elektromotorių toslūnių įvairkinimo aliejų bei vykdykite periodines elektroninių komponentų patikras, kad būtų užtikrinta normali, saugi ir patikima veikla.
5. Periodiškai tikrinti apdirbimo mašinos lizdžio trikampio juostą, rankenį, spustelį ir mygtuką pažeidimams. Jei lizdas rodo rimtą ausėjimą, jį reikia pakeisti kuo greičiau ir pranešti apie reikiamus pakeitimų dalis.
6. Reguliariai tikrinti ir taisyti perjungiklius, draudimus ir rankenes, kad būtų užtikrinta patikima veikimas.
7. Prieš kiekvieno darbo dienos pabaigą 10 minučių laikotarpiais riešuti ir išvalyti mašininius įrankius.
8. Griežtai draudžiama dirbti neteisėtoms šalims, o mašina turi būti sustabdyta teisėtomis asmenimis.
9. Pagal pluto storį tinkamai pasirinkite atitinkamą lizdymo tarpą.
10. Įsitikinkite, kad plutas yra wolus nuo dalelių ir kietų objektų.
11. Vengti senų plūdžių pjovimo ir suvilkimo.
12. Neperdarykite per daug storių platus ir reguliariai sutvarkykite viršutinio ir apatinio lizdo tarpą.



PROGRAMA
Maži ir vidutiniai CNC strižlių blokai naudojami hidraulinėse gilotininių strižlių mašinose, hidraulinėse balancinėse strižlių mašinose, mechaninėse strižlių mašinose, pedalo strižlių mašinose ir įvairiuose kituose kalafatavimo gaminančiuose įrankiuose. Jie dažnai yra pritaikomi lapo metalo apdorojimui, šviesoj pramonei, elektriniams prietaisams, metalurgijoje, matuokliams, laivų statybai, aviacijai, rusto produktais, geležinės konstrukcijos statybai ir dekoracijų pramonėje. Jų panaudojimas apima daugelį svarbių sričių, įskaitant metalūgiją, apipakuotus, popierius, spaudimą, kartoną, sodinio medžiagų, gumą ir plastiką, maisto produktus, elektroninius medžiagas, laivų statybą ir remontą, automobilių gamybą ir techninę aprangą.
Apie Gary Olson
Kaip įsiskolinusias autorius ir redaktorius JUGAO CNC, specializuojosi švaresniu ir praktišku turiniu, kuris yra pritaikytas metalų apdorojimo pramonei. Su metų patirtimi techninėje rašyboje, koncentruojasi ant išsamžių straipsnių ir pamokų, kurie padeda gamintojams, inžineriams ir profesionalams likti informuotais apie naujausias inovacijas lapo metalo apdorojimo srityje, įskaitant CNC slankio spaudus, hidrauliškus spaudus, pjovimo mašinas ir kitus aspektus.

