















































- Გენერალური ინფორმაცია
- Ინკვირი
- Დაკავშირებული პროდუქტები

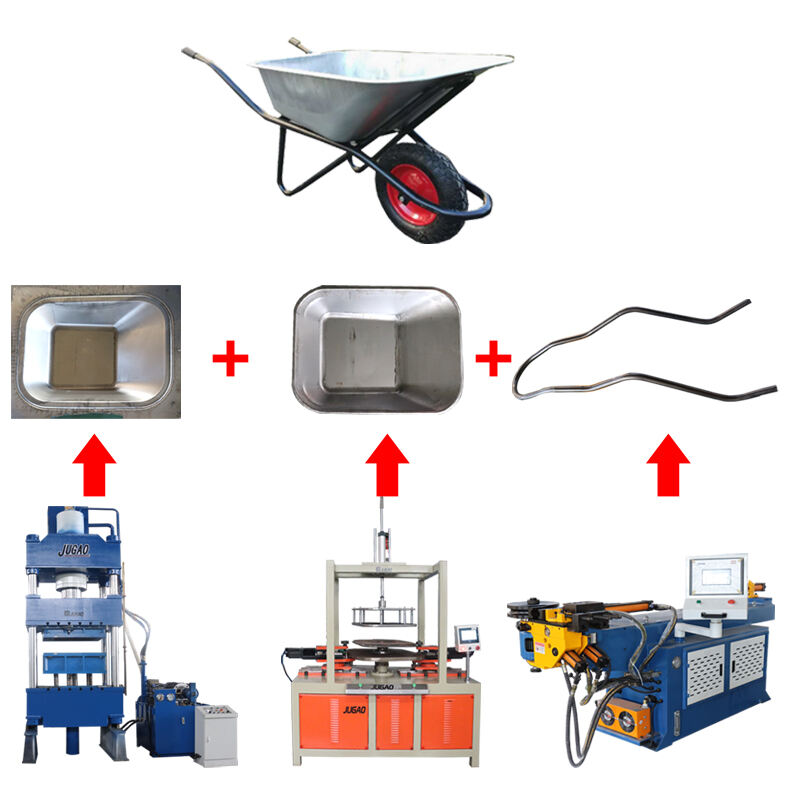
Მანქანა არის სპეციალური ტრანსპორტირების მანქანა საშუალებათა გადატანისთვის, მიწის, ქვაბის და ა.შ., და ჩვეულებრივ გამოიყენება ქალაქის საშუალებებში და გზების საშუალებებში. მანქანის ბაკის წარმოების პროცესი მოიცავს: გაფართოებას, გაჭრივებას, ფორმირებას, დახურვას და ა.შ. ბაკის სხეული შეიძლება გამოიყენოს შტამპირებით და გაფართოებით. ამ პროცესის მთავარი მუშაობის მანქანა არის გაფართოების ჰიდროლიკური სტანკი, დახურვის მანქანა და ტუბის გამრუდების მანქანა. პირველი არის ფორმირების ნაწილი, რომელიც დაკავშირებულია მანქანის საწყის ფორმასთან. 1.0 მმ thic ს მასალის გამოყენებით, ჰიდროლიკური სტანკის და ფორმირების საფუძველის სინერგიით, მასალა გაფართოებულია მანქანის ახალგაზრდა ფორმაში. მეორე ნაბიჯი არის გაჭრივების ნაბიჯი. მანქანა ფორმირების შემდეგ გაქვს დიდი სიგანე გარშემო, და მეტი ნაწილი უნდა გაიჭრას ზუსტად. შემდეგი ნაბიჯი არის დახურვის ნაბიჯი. დახურვის მანქანა გამოიყენება მანქანის გარშემო ფლანგირებისთვის, რათა მისი რიგი გახდეს წრიული. ასეთი მanner-ით, მანქანა შეიძლება გადაიტანოს უფრო მั่ნამდებარედ ღერ Gaussian-ზე. ბოლო ნაბიჯი არის ღერის წარმოება. ჰიდროლიკური ტუბის გამრუდების მანქანა შეიძლება ეფექტურად დაასრულოს ღერის წარმოება. თუ აირჩიეთ სრულად ავტომატური ტუბის გამრუდების მანქანა, წარმოების პროცესი იქნება მარტივად და საშუალებად.
1.Რადიოს ქვემოთ მყარი ნაწილი — ჰიდრაულიკური ფორმირების პრესი

Რადიოს სპეციალური წარმოების მზადების ტექნიკა, რომელიც ჰიდრაულიკური ფორმირების პრესია, გამოიყენება ხუთ სვეტის სტრუქტურას, ჰიდრაულიკური სისტემა გამოიყენება ქარტუშის ვალვის, ელექტრო სისტემა გამოიყენება PLC-ის ავტომატური კონტროლით, და აქვს ინჩის და ნახalf-ავტომატური ფუნქციები. თითოეული მუშაობის კომპონენტის გადასვლა, წნევა და სიჩქარე არის თვითომარი გამოსაყენებელი განსაზღვრული დიაპაზონში, რათა დააკავშიროს მეტალურგიული პროდუქტების ფორმირების ნაწილების საჭიროებს. იგი აღარისხებულია სპეციალური ფორმირების მოდელით, რომელიც განხორციელებს ერთჯერად ფორმირებას, რაც ძალიან გამარტივებს წარმოების რაოდენობას და ხარისხს.
Რადიოს ფორმირების ჰიდრაულიკური პრესი (ფორმირების მოდელით) არის ჩვეულებრივი ჰიდრაულიკური მზადება. მისი სტრუქტურა ძირითადად შედგება შემდეგი კომპონენტებისგან:
1) ზედა ბირთვი: ზედა ბირთვი არის განტოლების მეხურე წყარო მოქმედების მქონე ოთხ სვეტიანი ჰიდროლიკური პრესის ზედა მძიმე სტრუქტურა, რომელიც ჩანაწერება მაღალი ძალიანი ფეროს ლარებისგან. ზედა ბირთვზე მონტირებულია ჰიდროლიკური ცილინდრი, რომელიც ჰიდროლიკური სისტემის მიერ მომავალი ჰიდროლიკური წნევის მიერ გადაადგილებულია მაღალში და ქვემოთ.

2) ქვედა ფუძე: ქვედა ფუძე არის ოთხ სვეტიანი ჰიდროლიკური პრესის ქვედა მძიმე სტრუქტურა, რომელიც ჩანაწერება ფეროს ლარებისგან, საჭირო ჯანმრავლებით და მუდმივობით. ქვედა ფუძეზე მონტირებულია სურვილის ბურთები მიწაზე დაკავშირებისთვის, რათა ჰიდროლიკური პრესი გამოწვეული იყოს.

3) ჰიდროლიკური ცილინდრი და პისტონი: ჰიდროლიკური ცილინდრი არის ერთ-ერთი ძირითადი კომპონენტი ჰიდროლიკური მართვის პრესის (მოჭრელი ფორმით) მოქმედებისთვის, ჩანაწერება ზედა ბირთვსა და ქვედა ფუძეს შორის. ჰიდროლიკური ცილინდრი შედგება ცილინდრის სარე და პისტონისგან. ჰიდროლიკური წნევა წარმოიქმნება პისტონის მიერ და გადაადგილებს ზედა ბირთვს.

4) ჰიდრაულიკური სისტემა: ჰიდრაულიკური სისტემა არის ძალის წყარო ხუთ სვეტის ჰიდრაულიკური პრესისთვის, რომელიც შედგება ჰიდრაულიკური ქულებისგან, ჰიდრაულიკური ვალვებისგან, ზედა მაღალებისგან და კონტროლის სისტემებისგან. ჰიდრაულიკური სისტემა მუშაობს ჰიდრაულიკური წნევის მიწოდებით, ჰიდრაულიკური ცილინდრის მოძრაობის კონტროლით და წნევის რეგულირებით.

5) მუშაობის ფართობი: მუშაობის ფართობი არის პლატფორმა განვითარების რუდზე მყარი ჰიდრაულიკური პრესის (განვითარების ფორმით) მუშაობის ნაწილების დამატებისთვის. მუშაობის ფართობი შეიძლება იყოს მოქმედი ან მოძრაობის მუშაობის ნაწილების განსხვავებული ფორმებისა და ზომების ჩათვლით, ხოლო განვითარების ძალა გამოიყენება ჰიდრაულიკური პრესის მოძრაობით.
6) ბезопасური დაცული საშუალება: მუშაობის უსაფრთხოების გარანტირებისთვის, განვითარების ხუთ სვეტის ჰიდრაულიკური პრესი ჩაიწერება განსხვავებული უსაფრთხო დაცული საშუალებებით, როგორიცაა განახლების ღილაკები, დაცული დაფა, უსაფრთხო სენსორები და ა.შ., რათა არამართლების შესამცირებლად.

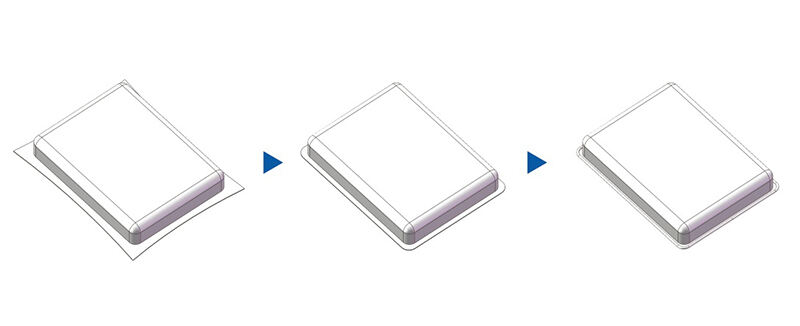
Რადიანის გამოყენების ძრავის ძირითალური მახასიათებლები არის იმი, რომ ზედა ძრავა იყენებს კონვექსურ ძრავას, რომელიც მიუხედავად რადიანის შინაარსის მსგავსია, ხოლო რიცხვითი და ქვედა ძრავა იყენებს რიცხვით და კონკავურ ძრავებს, რომლებიც მსგავსია რადიანის ზედა გახატულის გარე რიცხვს. მისი პროფესიული წარმოების მიზეზები არის: სწრაფი ფორმირება, გარე ჩართვების გარეშე, შერეულების გარეშე, წყალის გამოსვლის გარეშე, და ძლიერი და გრძელი.
Რადიანის რადიანის გამოყენების ძრავა შედგება შემდეგ ძირითალურ ნაწილებისგან:
1) ზედა ძრავა: ზედა ძრავა არის ძრავის ნაწილი, რომელიც შესაბამისია ქვედა ძრავის ნაწილს. ის ჩვეულებრივ მდებარეობს რადიანის ზედა ნაწილში და გამოიყენება წნევისა და გამოყენების ძალის გამოყენებისთვის. ზედა ძრავის ფორმა და ზომები ერთმანეთს ემთხვევა სასურველ რადიანის ბაკის ფორმას.
2) ქვედა ფორმილი: ქვედა ფორმილი არის ზედა ფორმილის შესაბამისი ნაწილი. ჩანაწერის უკანასკნელი ფორმილის ქვედა ნაწილში განლაგებულია, მისი მხარეები უზრუნველყოფენ ჩანაწერის უკანასკნელ ფორმილის მხარეებს და განათავსებულია მაღალი-დაბლოკის მოძრაობით. ქვედა ფორმილის ფორმა და ზომები ემთხვევა სასურველ ჩანაწერის უკანასკნელ ფორმის.
3) გამავირთვის მექანიზმი: გამავირთვის ფორმილი ჩანაწერის უკანასკნელი ფორმილისთვის ჩაიწერება გამავირთვის მექანიზმის გამოყენებით, რომელიც კონტროლირებს ზედა და ქვედა ფორმილების მოძრაობას და გამოიყენებს გამავირთვის ძალას, რომლითაც ცვლის ჩანაწერის უკანასკნელი ფორმილის ფორმას. გამავირთვის მექანიზმი შეიძლება იყოს ჰიდრაულიკური, პნევმატიკური ან მექანიკური მეთოდების გამოყენებით.
4) დამაგრების ელემენტები: ზედა ფორმილის, ქვედა ფორმილის და გამავირთვის მექანიზმის გარდა, ჩანაწერის უკანასკნელი ფორმილისთვის შეიძლება ჩაიწეროს სხვა დამაგრების ელემენტები, როგორიცაა დამაგრების ფიქსირები, გაიდების ელემენტები, კონტროლის სისტემები და ა.შ., რათა გააუმჯობეს ფორმილის стабილურობა და მოქმედების ზუსტობა.

Სპეციალური წარმოების მანქანის პერფორმანსის მონაკვეთები ჰიდროლიკური წვევის მანქანისთვის:
(1) იყენებს ოთხ სვეტის გამზ Gaussian სტრუქტურას, რომელიც მარტივად განსაზღვრავს და ძალიან მაღალი გამზადების დონეს ასახავს.
(2) მარტივი სტრუქტურა, ეკონომიური და პრაქტიკული. შექმნილია 45# ინტეგრალური ქარწვევისგან, რომელიც განათავსებს კარგი მართვას, მაღალი გამზადების დონეს, გამარჯვებას და მაღალი პრეციზიონის.
(3) ჰიდროლიკური წვევის მანქანის მთავარი ცილინდრი შექმნილია ალიუმინის ქარწვევისგან და მარტივად განსაზღვრავს, რაც უზრუნველყოფს მაღალი მართვას მაღალი წნევის პირიქით.
(4) შეიძლება დაამატოს CNC სისტემა. განათავსების პროცესში, მთავარი ცილინდრი და ბლანკის ძალა ცვლილება სასურველ დიაპაზონში ერთად საHEET-ს ფართობთან (ოპციონალური).
(5) ჰიდროლიკური წვევის მანქანა აქვს ფუნქციები სწრაფი მუშაობის წინააღმდეგ და მაღალი მოდელის პროფილის მოდელირება, რაც ამაღლებს წარმოების ეფექტიურობას და მოდელის მომსახურებას.
(6) შეიძლება ჩაიტაროს პროცესის მოთხოვნების მიხედვით მითითებულ დიაპაზონში: ორი მოდელირების პროცესი მუდმივი წნევის და მუდმივი გამოსვლის განსაზღვრით, მარტივი მუშაობა.
Ღერძის მანქანის სპეციალური წარმოების აპარატურის ფორმირების ჰიდროლიკური პრესის მართვა:
1) რекომენდებულია გამოიყენოთ 32# და 46# ანტიწვიმის ჰიდროლიკური ზაფხული სამუშაო ზაფხულის როგორც, და ზაფხულის ტემპერატურა უნდა იყოს 15-60 გრადუსის ცელსიუსის დიაპაზონში.
2) ზაფხული მხოლოდ მარტივი ფილტრაციის შემდეგ შეიძლება დაემატოს ზაფხულის ტანკში.
3) სამუშაო ზაფხული განახლდება წლიურად, და პირველი განახლების დრო არ უნდა აღემატებოდეს სამი თვის.
4) სლაიდერის უნდა ხშირად ჩავერდეს ზაფხულის ზაფხული, სველის გამოსახული ზედა ზედაპირობა უნდა იყოს ყოველთვის sachin, და ყოველ მუშაობის წინ უნდა გადაიჭეროს მანქანის ზაფხული.
5) წნევის გამოსახული უნდა გადაიმოწმოს და შეამოწმოს ექვსი თვითი შემდეგ.
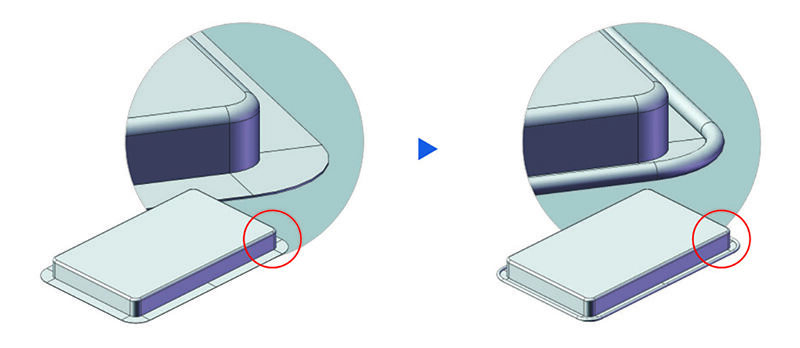
2. ღერძის მანქანის გარშემო პროცესი — პროფილის ჭრისა და გარშემო მანქანა

Პროდუქტის მახასიათებლები
1) გამოიყენება დიდ ზომის წრეწირის პროდუქტების ჭრისა და გარშემო გადამუშავებისთვის
2) განაწილებული მუშაობის სამუშაო, რომელიც გამოიყენება განსაკუთრებული პროდუქტებისთვის
3) გამოიყენება რაოდენობით მასალებისთვის, როგორიცაა ალუმინი, რკინი, მედი და ა. ძალიან გამოყენებადია
Პროდუქტის პარამეტრები:
Შეყვანის ვოლტაჟი: 380V
Ჯამური ძალა: 4.5kW
Გადაცემა: აირ-ღირბოლოს მიქსი
Სამუშაო ნაწილის შესაბამისი სიჭირვადობა: 0.4-1.0mm
Სამუშაო ნაწილის შესაბამისი სიgi: 30-300mm
Სამუშაო ნაწილის დიამეტრის დიაპაზონი: 200-700mm
Აპარატის ფუნქცია: პროფილის ჩამორთვა, ჭრის გაკეთება, ხრილის ჩამორთვა

3. ფრეიმის წარმოება——ჰიდროლიკული ტუბის გამრუდების მაशინა

Ჰიდროლიკული ტუბის გამრუდების მაშინის მახასიათებლები
1) მანქანის/სამუშაო ნაწილის დინამიკური მახასიათებლების ავტომატური იდენტიფიკაცია → სწრაფი და კარგი გამოსა Gaussian
2) მაღალი სიჩქარის ერთი გასაკუთრების ჰიდროლიკური ტუბის გამრუდების მანქანა, გამოყენებული მიკროკომპიუტერის კონტროლით, რამდენიმე პროგრამის სეტით, რამდენიმე კუთხის მითითებით, რაც ხდის მოქმედებას მარტივად და საშუალებას.
3) ჩინური და ინგლისური სუბტიტრების გამოჩენა, ადამიან-კომპიუტერის დიალოგური მოქმედება, ხელით, ნახalf-ციკლი, სრული ციკლის რეჟიმი შეიძლება აირჩიოს ნებისმიერად.
4) გამოყენებულია მაღალ გარემოს შემოსავალი ჰიდროლიკური ვალვები და ელექტრონული კომპონენტები.
5) მოწყობილია დიდ მოცულობის გამოსათავსებელი სისტემა, რომელიც ეფექტურად კონტროლირებს მუშაობის ტემპერატურას.
6) მთლიანი მანქანა მარტივი მოქმედების, მუშაობის სტაბილურობის, მაღალი მუშაობის ეფექტიურობის და მაღალი საუსაფრთხოების კოეფიციენტის მახასიათებლებით. ეს არის იდეალური მანქანა ტუბების მუშაობის ინდუსტრიაში.
7) ხელით და ნახalf-ავტომატური რეჟიმები შეიძლება აირჩიოს ნებისმიერად, მობილური ფუტ სვიჩი განსაზღვრავს მოწყობილობას და განათლებას.

Ამ მოდერნური წარმოების ხაზის ყოველი ბმული აღმოსავლელად დაგეგმანიერებულია მაღალი ხარისხის ტუბების შესამუშავებლად.

