















































T15 გამრგვალი მანქანის მუშაობის მასალა
Თვალი 1 ზოგადი ინფორმაცია
1.1 ძირითადი ინტერფეისი
Სისტემის ჩართვამდე და შესაბამისი ჩატვირთვამდე დასრულდება, ის შედის ძირითად გვერდზე, როგორც ნაჩვენებია რის.

1. მარცხენა მხარეს მდებარეობს ფუნქციონალური ზოლი, რომელიც შეიცავს მარცხენა და მარჯვენა ღილაკს  ძალის დონის შესვლის ღილაკი
ძალის დონის შესვლის ღილაკი  , სტატუსის დისპლეის ღილაკი
, სტატუსის დისპლეის ღილაკი  , მენიუ ღილაკი
, მენიუ ღილაკი  და სისტემის თარიღისა და დროის დისპლეი.
და სისტემის თარიღისა და დროის დისპლეი.
2. დააჭირეთ ძალის დონის შესვლა და შეიყვანეთ თქვენი მომხმარებლის სახელი და პაროლი, გარდა იმისა, რომ შეისვათ მაღალ ძალის დონეზე და შეხედოთ გვერდის მეტ ნაწილს.
3. მენიუ ზოლი: ეს სისტემა 6 მენიუ აკლავს ძირითად ფუნქციების მიხედვით, რომლებიც:

Პროდუქტების ბაზა: პროდუქტების შექმნა, შენახვა, წაკითხვა და წაშლა.
Პროდუქციის ჩანაწერები: პროდუქციის მიზნების დაყენება და პროდუქციის ჩანაწერების შენახვა.
Ინსტრუმენტის დაყენება: შეიტანეთ ინსტრუმენტის დაყენების ეკრანი და მოდით მაქსიმალური გახსნას შეცვლის შემდეგ.
Მანუალური ღერ Gaussian adjustment: ამ ეკრანზე შეგიძლიათ მანუალური მოქმედება შეასრულოთ ინდივიდუალურად ღერძებზე.
Მაशინის პარამეტრები: მაशინის კონფიგურაცია, მაშინის სტატუსი და ტვირთვის პარამეტრები.
Სისტემური პარამეტრები: სისტემის დრო, მონაცემთა შენახვა და აღდგენა, ალარმის ჩანაწერები, ძალის დონის პარამეტრები და ა.შ.
Თვის 2 პროდუქტების ბაზა
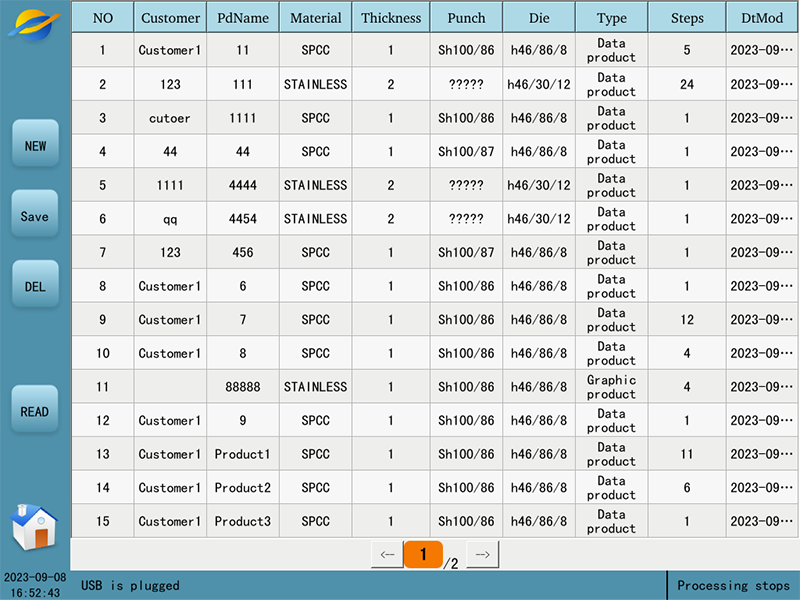
1. დააჭირეთ "ახალი" ღილაკი, რათა ავტომატურად გადავიდეთ "გადამუშავება" ეკრანზე, სადაც შეგიძლია რედაქტირება ცარიელი პროდუქტის ნაბიჯები.
2. დააჭირეთ "შენახვა" ღილაკი, შეყვანით მომხმარებლის სახელი და პროდუქტის სახელი გამო弹ულ ფენერში, და პროდუქტის ინფორმაცია „გადამუშავება“ ეკრანზე შეინახება პროდუქტების ბაზაში.
3. აირჩიეთ პროდუქტი და დააჭირეთ „წაშლა“ ღილაკი, პროდუქტი წაიშლება პროდუქტების ბაზიდან.
4. აირჩიეთ პროდუქტი, დააჭირეთ „წაკითხვა“ ღილაკი და პროდუქტი წაიკითხება „გადამუშავება“ ეკრანზე.
Თვის 3 თავი თავისუფალი გამრგვალების ნაბიჯების რედაქტორი


Გამრგვალი: დააჭირეთ გამრგვალის სახელი, რათა შეხვიდეთ გამრგვალების ბაზაში მოდელის არჩევად. მომხმარებლებმა შეიძლება შექმნა, რედაქტირება, წაშლა და წაკითხვა გამრგვალების ბაზაში, დეტალები იხილეთ „თვის 4 თავი გამრგვალების ბაზაში“.
Გამრგვალი: იგივეა, რაც „გამრგვალი“. აქ დაყენებული გამრგვალის პარამეტრებია სისტემის ნაგულისხმევი გამრგვალი.
Მასალა: დააჭირეთ მასალის სახელი, რათა აირჩიოთ გამუშავებული მასალა მასალების ბაზიდან.
Ლაფის thicness: რედაქტირება მასალის thicness-ის.
Კუთხის გაღება: დააჭირეთ 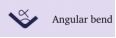 შეიძლება აირჩიოს "კუთხის გაღება", "პოზიციის გაღება", "სიბრტყის გაღება", "ბოლო გაღება". გაღების გზის შესაბამისად შეიყვანეთ შესაბამისი კუთხე ან პოზიცია.
შეიძლება აირჩიოს "კუთხის გაღება", "პოზიციის გაღება", "სიბრტყის გაღება", "ბოლო გაღება". გაღების გზის შესაბამისად შეიყვანეთ შესაბამისი კუთხე ან პოზიცია. 
Ბლოკირება: დააჭირეთ, რათა აირჩიოთ ბლოკირება ან პალეტიზაცია.
Გარე ზომა: დააჭირეთ  რათა აირჩიოთ „გარე ზომა“, „შიგა ზომა“, „x- ღერძის პოზიცია“.
რათა აირჩიოთ „გარე ზომა“, „შიგა ზომა“, „x- ღერძის პოზიცია“.
R-ღერძი: შეიყვანეთ R-ღერძის პოზიცია.
Გადახრა: შეიყვანეთ გადახრის პოზიცია.
Z-ღერძი: შეიყვანეთ Z-ღერძის ცენტრული წერტილის პოზიცია, რათა გამოვთვალოთ Z1, Z2 პოზიციები; X-ღერძი: პოზიცია, სადაც მაღაზია ჰორიზონტალურად გადაადგილებს ვერტიკალური ფორმის მიმართულებით.
Რაოდენობის დაჭერით გამოჩნდება ხუთი ღილაკი სამუშაო ეტაპების გამოსავალით, ისინია:

Ჩასმა: ჩაიყვანოს ცარიელი ხაზი სამუშაო ეტაპი მიმდინარე სამუშაო ეტაპზე.
Წაშლა: წაშალეთ მიმდინარე სამუშაო ეტაპი, შემდეგ სამუშაო ეტაპები ავტომატურად გადაადგილებულია ერთი ხაზით ზემოთ.
Ზემოთ: გადაადგილეთ მიმდინარე სამუშაო ეტაპი წინა სამუშაო ეტაპთან.
Ქვემოთ: გადაადგილეთ მიმდინარე სამუშაო ეტაპი შემდეგ სამუშაო ეტაპთან.
3.1 დეტალური რეფერენსი
Მარჯვენა მხარეს დეტალური პარამეტრების დამუშავება, ასევე არსებობს რეჟიმის მონიშვნის თარგმანი მარცხენა მხარეს.
Გამრუდების მეთოდის არჩევანი:
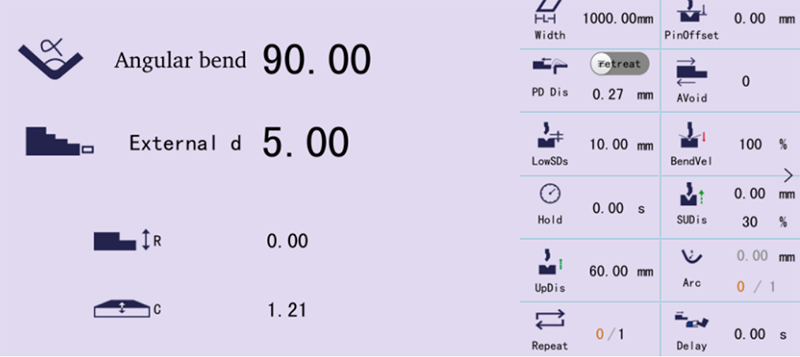
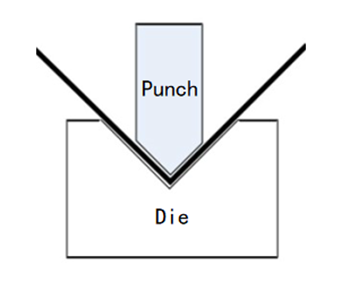
Თავისუფალი გამრუდება: ფერდი გადაიჭრის მითითებულ კუთხეზე ჩამორთული Punch-ის სიღრმეში, როგორც ნაჩვენებია რისუნგში. სისტემა გამოთვლის საჭირო Y-ღერძის პოზიცია მითითებული კუთხის მისაღებად. თავისუფალი გამრუდება მოითხოვს Punch-ის კუთხეს ნაკლებს ან ტოლს Die-ის კუთხეს, და მიზნის კუთხეს უნდა იყოს დიდი იმავე და Die-ის კუთხეებზე.
Რისუნგი 3-4 თავისუფალი გამრუდება
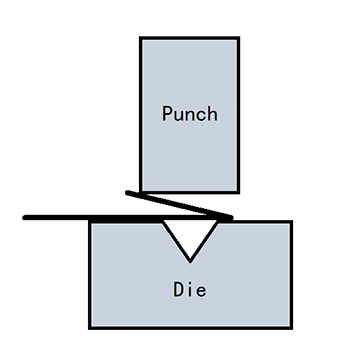
Ქვედა გამრუდება: ჩატარების შემდეგ, იგი გადაიყვანება ქვედა ნაწილაკში, რათა მიიღოს საჭირო გამრუდების კუთხე, როგორც ჩანს ფიგურაში. Y-ღერძის პოზიცია არის ნაწილაკის ქვედა ნაწილის პოზიცია მინუს ლამელის thicness, რომელიც შეიძლება გამოიკვეთოს კორექტირების მნიშვნელობით.
Გასწორების გამრუდება: წინა გამრუდების შემდეგ, ლამელი გადაიყვანება მწვადად კუთხეში, გამოყენებული გასწორების Punch-ით, მწვადად კუთხე გადაიყვანება გასწორებულ მდგომარეობაში და ლამელი გადაიყვანება, როგორც ჩანს ფიგურაში 3-6 Y-ღერძის პოზიცია არის წნევის ლამელის წერტილის პოზიცია მინუს ლამელის thicness, რომელიც შეიძლება გამოიკვეთოს კორექტირების მნიშვნელობით.
Ქვედა გასწორება: მსგავსია ჩატარების გასწორების გამრუდების მაგალითს, Y-ღერძის პოზიცია არის წნევის ლამელის წერტილის პოზიცია, რომელიც შეიძლება გამოიკვეთოს კორექტირების მნიშვნელობით.
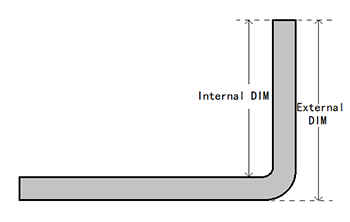
Ზომები: შიგა ზომები, გარე ზომები. როგორც ჩანს ფიგურაში.
Გამრუდებისას ლამელის შიგა ნაწილიდან განსაზღვრული მანძილი, რომელსაც უწოდებენ შიგა ზომა.
Გამშვების ბოლოს მანძილი ხუთის გარემოდან, რომელიც წ Gaussian რის დროს გამოიყენება, ექსტრუდირებულია როგორც გარე ზომა.
X-ღერძის მიზნების პოზიცია გამოითვლება განსხვავებით შინა და გარე ზომისთვის, რადგან შინა მხარე კუნძულდება და გარე მხარე გაფართოებული ხდება ხუთის გარემოდან გამოყენების დროს. X-ღერძის მიზნის პოზიცია არის დიდი შინა ზომისგან და პატარა გარე ზომისგან.
Გამოკეტილი მასალა: ბლოკირება და მასალის მიღება. როდესაც X-ღერძის მანძილი არის მოკლე, აირჩიეთ ბლოკირების რეჟიმი. როდესაც X-ღერძი არის გრძელი, მასალის გრავიტაციის გამო ქვემოთ შემოქმედების შემთხვევაში აირჩიეთ პალეტიზაციის რეჟიმი, რომელიც მასალა გადაიტანს
ბლოკირების მითითებულ მისამართზე. როდესაც გამოიყენება პალეტიზაციის რეჟიმი, სისტემა ავტომატურად გამოითვლება X-ღერძის და R-ღერძის მიზნის პოზიცია პალეტიზაციის რეჟიმში.
Გამოსვლის მანძილი: X-ღერძის საჭირო მანძილი, რომელიც უნდა გამოსვალიყოს სლაიდერის ჩამორთვის წერტილზე ჩასვლისას.
Გადაკეთვის წერტილი: პოზიცია, სადაც სლაიდერი უბრალოდ დაჭერილია თაფში.
Თაფის სიგანე: თაფის სიგანე მოლდის სიგრძის მიხედვით.
Განავითარება: მიმდინარე მუშაობის ნაბიჯის განავითარების საჭირო რაოდენობა.
Ნაბიჯის შეცვლის სიგნალი: როდესაც დააჭირებთ გადართვას "გამოყენებაზე", Y-ღერძის დაბრუნების სტროქის დასრულების შემდეგ, საჭიროა ერთხელ დაჭირდეთ ჩამოს პედალზე მიმდინარე წერტილზე გადასვლის წინ.
Ნაბიჯის შეცვლის დაგვიანება: დაგვიანების დრო მიმდინარე მუშაობის ნაბიჯზე გადასვლის წინ.
Მარცხენა მანძილი: სიჩქარის შეცვლის წერტილსა და თაფში წერტილს შორის მანძილი. თუ მიმდინარე მუშაობის ნაბიჯის მარცხენა მანძილი 0 არის, გამოიყენება „შემდეგი მარცხენა მანძილი“. თუ შემდეგი მარცხენა სიჩქარის მანძილიც 0 არის, გამოიყენება სისტემის შემდეგი მარცხენა სიჩქარის მანძილი.
Მართვის დრო: გამრავლების დასრულების შემდეგ მართვის დრო. თუ მიმდინარე მუშაობის ნაბიჯის მართვის დრო 0 არის, გამოიყენება „შემდეგი მართვის დრო“.
Თავი 4 მოლდის ბაზა
4.1 ჩამორთვის ბაზა
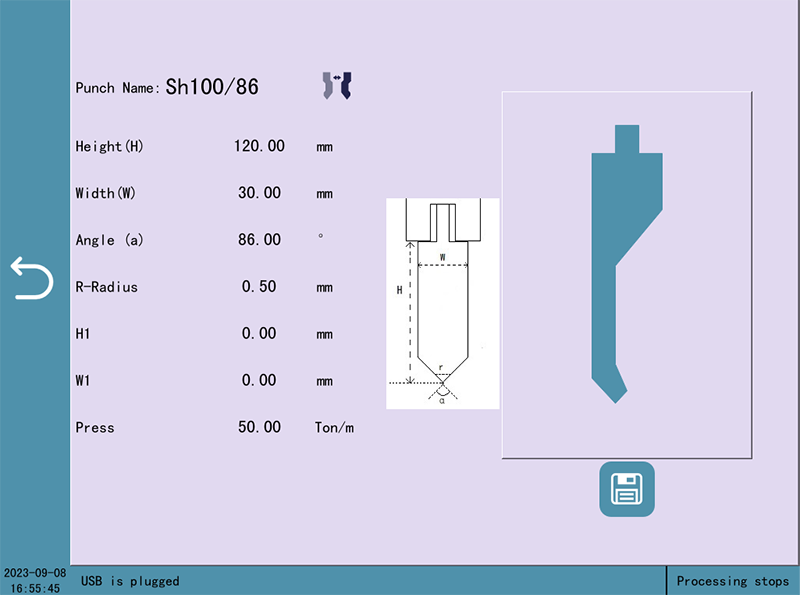
Ეკრანში "მაჭავნა", დააჭირეთ Punch-ის სახელი, რათა გადახვეოთ Punch-ის ბიბლიოთეკის ეკრანზე, როგორც ჩვენ ნახავთ ფიგურაში.
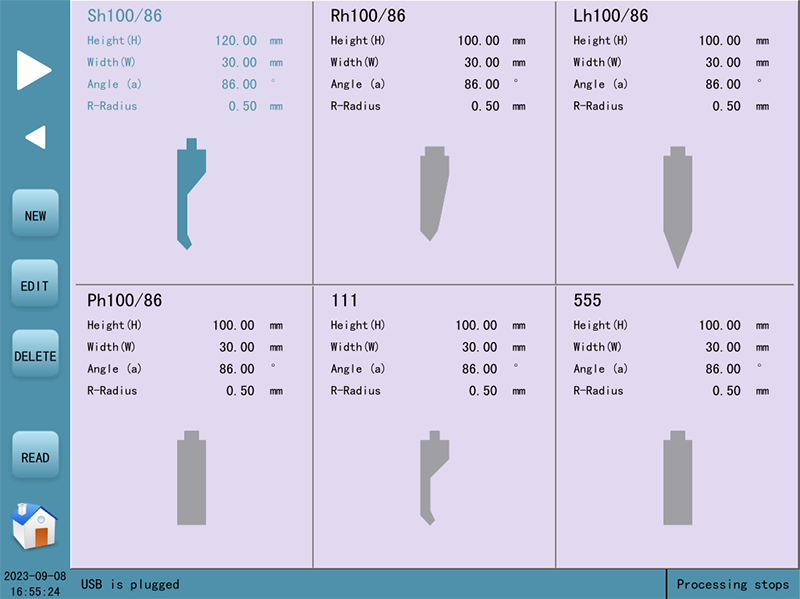
Top Model Library ჩვენს სისტემაში შენახული მაღალი მოდელების სიას ჩვენ ნახავთ, რომელიც შეიძლება გადაქვეყნდეს მარცხენა საშუალებით.
Დააჭირეთ მენიუ ზოლზე გამომწვევი ღილაკი.
Ახალი: დააჭირეთ "ახალი" რომ გაიხსნენ განსხვავებული ტიპის ახალი Punch-ები; შეისაბამეთ რედაქტირების ინტერფეისი ფიგურაში ჩვენ ნახავთ.
Რედაქტირება: დააჭირეთ "რედაქტირება", რათა ცვლა current Punch-ის პარამეტრი.
Წაშლა: არჩევა Punch და დააჭირეთ "წაშლა", რათა წაშალოთ Punch-ის ელემენტი.
Წაკითხვა: არჩევა Punch და დააჭირეთ "წაკითხვა", რათა წაკითხოთ არჩეული Punch მიმდინარე აპლიკაციაში.
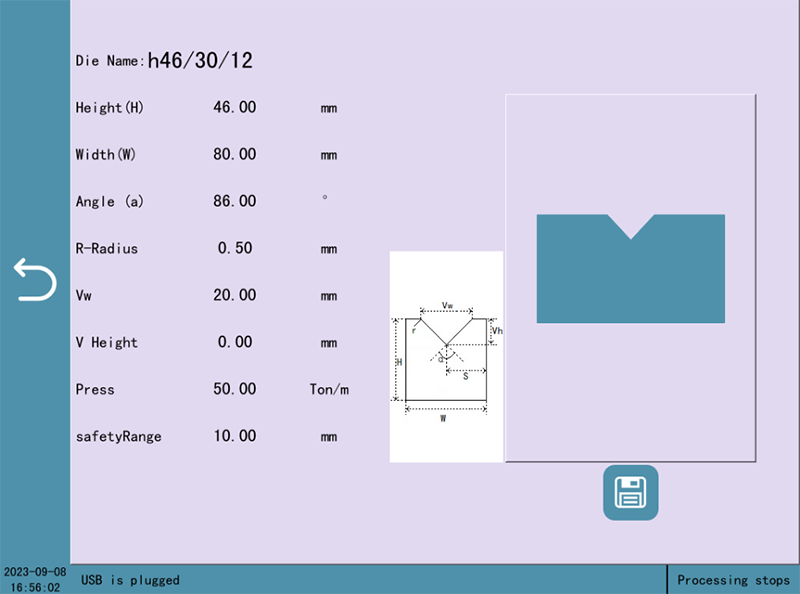
4.2 დიე ბიბლიოთეკა
Თარკიბი 5 სისტემა
5.1 ალარმის გასაფიქრებლად
| Სერიული ნომერი | Ალარმის აღწერა | Ალარმის შემოწმება |
| Err1 | Მოტორი არ ჩაირთვის | Დააჭირეთ START ღილაკი ან მოტორის ღილაკი, რათა ჩაირთოს მოტორი |
| Err2 | Ლიმიტის გამავალი | Შეხვიდით ერთი-ნაბიჯიან ეკრანზე, მოძრაობა შეუცვალოთ ინჩინგის გზით და გამოიყოთ ლიმიტერიდან |
| Err3 | Ორივე ბოლო წარმოადგენს ლიმიტებს | Შეამოწმეთ, გარკვეული ლიმიტერი არ არის დაზღვეული ან ხაზში ღია ცირკუიტი არის |
| ერთდროულად | ||
| Err4 | Არასწორი ღერძის მიზანი | Შეამოწმეთ, თუ მიზნის პოზიცია დაყოფილია ზედა და ქვედა ლიმიტის დიაპაზონში |
| პოზიციის დაყენება | ||
| Err5 | Არ მოიძებნა ვალიდური ხაზი | Მიმდინარე მუშაობის ნაბიჯზე პარამეტრების შეყვანაში არის შეცდომა |
| Err7 | Სანამ მოქმედება იწყება, | Შეხვიდით სტატუსის ეკრანზე, გადაადგილეთ ძებნის ღილაკზე და დაელოდეთ ძებნის დასრულებას. |
| გთხოვთ მიითხოვონ | ||
| მითითება | ||
| Err14 | Y-ღერძის ჩართვა | Შეხვიდით ერთი-ნაბიჯიან ეკრანზე, ინჩინგის მეთოდით ან ხელით გადაადგილეთ რკინი მანქანა, რომ დაადგინოთ სლაიდერი. |
| Err16 | Გადაუდებელი გაჩერება | Გამოიღეთ განაპირების ღილაკი |
| ღილაკი დაჭერილია | ||
| Err17 | Განსაკუთრებითი ზრდა | Გამოიღეთ ღილაკი განსაკუთრებითი ზრდისთვის |
| ღილაკი დაჭერილია | ||
| Err21 | 틀린 설정 | Რისკი კოლიზია შეწყვეტის მასალასთან, შეამოწმეთ პარამეტრები |
| შეწყვეტის პოზიცია | ||
| Err30 | IO ქართი | Გაიმართოთ კომუნიკაციის კაბელი PLC და IO შორის |
| კომუნიკაცია გამოვიდა | ||
| Err34 | Მისაღების წარმოშობა | Შედით ერთნაკლებიან ეკრანზე, ცუდი მოძრაობის მიმართულების პირიქით |
| ზღვარი | ||
| Err38 | Უსაფრთხოების მონიტორინგი | Შეამოწმეთ გამოყენებული ალარმები |

