















































Გამოსახული გარკვეულების პროცესის გაუმჯობესება მეტალურგიულ შემუშავებაში უფრო განსაზღვრული ხარისხისთვის
Გამოსახული გარკვეულების პროცესის გაუმჯობესება მეტალურგიულ შემუშავებაში უფრო განსაზღვრული ხარისხისთვის
Შინაარსის ცხრილი
1. გადახრის პროცესის გაუმჯობესების კრიტიკული როლი
Გამოსახულების გაუმჯობესების მნიშვნელობა
Ძირითადი ფაქტორები, რომლებიც გავლენას ახდენენ გადახრის ხარისხზე
2. ნაბიჯ-ნაბიჯით გამოკვლენის გაუმჯობესების რჩევები
Სწორი აღწერის არჩევა
Ზუსტი ინსტრუმენტების კონფიგურაცია
Მასალის მზადება და მართვა
Კალიბრირება და ხარისხის გაუზ Gaussian
3. გავრცელებული გამოკვლელი პრობლემების გასწორება
Ხშირი გამრუდების დეფექტების იდენტიფიკაცია
Პროაქტიური ამოხსნები უზრუნველყოფისთვის
4. ექსპერტული პასუხები პრეს-ბრეიკის ხშირად დასმული კითხვების შესახებ
Ლუწი პრაქტიკები პრეს-ბრეიკის კალიბრირებისთვის
Მასშტაბიანი მართვის ხშირება მაქსიმალური შედეგის მისაღებად
5. საბოლოო გამოსახურება სრულყოფილი გადაღების შესახებ
Მეტალურგიული ნაწილების შესამზადებლად კონკურენტულ ველში, გადაღების პროცესების გაუმჯობესება არის ძირითადი ფაქტორი მაღალი ზუსტობისა და დეფექტების გარეშე პროდუქტების მოწოდებისა. მიუხედავად იმისა, გამოიყენებთ თუ პატარა მუშაობას თუ დიდ მასშტაბის პროდუქციის ფართო, თქვენი გადაღების ტექნიკების გაუმჯობესება შეიძლება დრამატულად ავანჯიშოს ეფექტიურობა, შემცირდეს განაკვეთი და ამაღლებს პროდუქტის ხარისხს. ეს რჩევები განსაზღვრული სტრატეგიების მიერ განსაზღვრულია, რომლებიც უზრუნველყოფს თქვენი გადაღების ოპერაციების სრულყოფილობას, რათა ყოველი გადაღება შეესაბამოს ზუსტ სტანდარტებს.

1. გადახრის პროცესის გაუმჯობესების კრიტიკული როლი
Გამოსახულების გაუმჯობესების მნიშვნელობა
Გადაღების ზუსტობა გავლენას ახდენს პროდუქტის ინტეგრიტეტზე, ესეთურებაზე და ფუნქციონალობაზე. გაუმჯობესებული პროცესები შემცირებს ხელახლა გაკეთებას, დაბალიანებს მასალის განაკვეთს და მოკლებს პროდუქციის ციკლებს - ძირითადი მძიმეები ხარჯების ეფექტურობისა და მომხმარებლის სატისფაციო მაღალი დონეზე.
Ძირითადი ფაქტორები, რომლებიც გავლენას ახდენენ გადახრის ხარისხზე
Წარმატება დამოკიდებულია სამ სვეტზე:
Მანქანის შუალედურობა – მანქანის სპეციფიკაციების მორგება მასალის მოთხოვნების მიხედვით.
Ინსტრუმენტაციის ზუსტობა – გამოყენება დიებისა და ჩატრილების, რომლებიც შესაბამისია გამრუდების გეომეტრიას.
Მასალის ერთობლივობა – მეტალის თვისებებისა და ზღვარის პირობების ერთობლივობის გარანტირება.

2. ნაბიჯ-ნაბიჯით გამოკვლენის გაუმჯობესების რჩევები
Ეтაპი 1: სწორი აღჭურვილობის არჩევა
Აირჩიეთ წარმოქმნის მანქანა შემდეგი ფაქტორების მიხედვით:
Ტონები და საწინააღმდეგო სიგრძე – დაერთინეთ მასალის thicness-ით და გაბრუइს სირთულით.
Კონტროლის სისტემები – CNC-საშუალებო მაशინები გაძლევენ სუპერიორულ განმეორებადობას სიღრმისეული დიზაინებისთვის.
Პრო ტიპი: ჰიდრაულიკური ბრექები გამოჩნდებიან ც Gaussian გაბრუნებაში, ხოლო ელექტრო მოდელები გაძლევენ ენერგიის შენახვას ცხენის მასალებისთვის.

Ეtape 2: სიზუსტის ინსტრუმენტების კონფიგურაცია
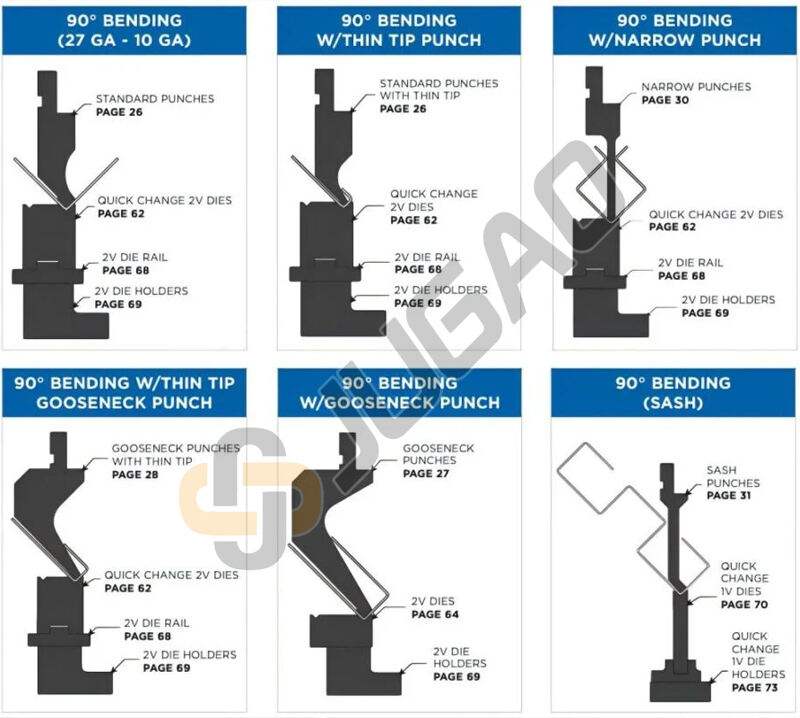
Die და Punch Selection – იხილეთ წარმოებლის დიაგრამები უკეთესი ინსტრუმენტის შესაძლებლობისთვის.
Ქალაქის დაბრუნების გამოცდილების გარეშე – იყენებენ კომპენსაციის ტექნიკები ან ჰაერის გამრუდება რეზილიენტური მეტალებისთვის.
Ეтაპი 3: მასალის მზადება და მართვა
Ზედაპირის მზადღება – ამოიღეთ დაბიათებელი საგანები, როგორიცაა სამაგრე ან ქვაბი, რათა არ წარმოქმნათ ნებისმიერი ნებარი.
Წინადადების მონაკვეთი – ლაზერის ან ხატულის ხაზები გარანტირებს წინადადების ზუსტებას.

Ეtap 4: კალიბრირება და ხარისხის გარანტირება
Შეცდომის მისამართებელი – დიจიტალური ზომვის იнструმენტებით დაადასტურეთ პოზიციონირება.
Ტესტირება გამრუდებებში – განხილვა ნიმუშის გაშვებით, რომლებიც დადასტურებს პარამეტრებს სრულ წარმოებამდე.

3. გავრცელებული გამოკვლელი პრობლემების გასწორება
Ხშირი გამრუდების დეფექტების იდენტიფიკაცია
Არაერთგვარი კუთხეები – ჩანაწერით გამოწვევის მიზეზი ხელსაწყოების აღჭურვილობაა ან გადამისამართების შეცდომა.
Ზედა ფართობზე ხახუნები – შედეგია ბადეების ბრუნადობისგან ან მასალის არასწორ მართვისგან.
Პროაქტიური ამოხსნები უზრუნველყოფისთვის
Რეგულარული ხელსაწყოების შემოწმება – ჩანაწერილი დიები ჩანაცვლეთ წრიმით.
Ლუბრიფიკაციის პროტოკოლები – შემცირებას შეუქმენით, რათა გაზრდეთ ინსტრუმენტის ცხოველობა და გაუმჯობესოთ დასასრული.
4. ექსპერტული პასუხები პრეს-ბრეიკის ხშირად დასმული კითხვების შესახებ
Კ: რა არის ყველაზე ნადежდიანი მეთოდი სტანდარტული წყაროს კალიბრირებისთვის?
A: დაიწყეთ მაशინის დონეზე დაყოფით, შემდეგ გამოიყენეთ ციფრული კუთხის მოძებნელი რამისა და გამჭრის დაღწევისთვის. რეგულარულად ლაზერული კალიბრირება ირჩევა მაღალ ტომის მűნასახისთვის.

Კ: რა სიხშირეზე უნდა გაიმართოს მართვა?
A: დაიწყეთ შემოწმება ყოველ 500 მუშაობის საათში, მოკლე ყურადღება გადარჩენით ჰიდრაულიკურ სისტემებზე, გაიდებზე და ელექტრო კომპონენტებზე.
5. საბოლოო გამოსახურება სრულყოფილი გადაღების შესახებ
Გამოსახულების გადახრის ოპტიმიზაციის მასტერი გახდენა მოითხოვს ტექნიკური ცოდნისა და ზედიზედ შესრულების წყალობის შერწყმას. სწორი აღჭურვილობის, მაღალი სტანდარტების მართვისა და პრობლემების წინააღმდეგ მოქმედების გარეშე ფაბრიკატორები შეძლებენ უწყვეტ ზუსტებასა და ეფექტიურობას. ინდywივიდუალური რჩევებისთვის ან განვითარებული პრობლემების გასამართლად, კონსულტირებით JUGAO CNC MACHINE-თან, რათა შენარჩუნოთ თქვენი ოპერაციები წინააღმდეგი ტექნოლოგიის დონეზე.
Ოპტიმიზირეთ დღეს—გამარჯვეთ ხვალ.

Ძირითადი გამოკლებები:
✔ პრიორიტეტი აღწერეთ აღჭურვილობისა და ინსტრუმენტების საშუალებას.
✔ შესრულეთ მაღალი სტანდარტის მასალების მზადება და კალიბრირების რეჟიმები.
✔ მიიღეთ პრევენტიული მართვა საშუალების შენარჩუნებისთვის.
Ეს განახლებული ვერსია გამარტივებს თვალწყვილობას, მოძრაობას და პრაქტიკულ გამოყენებას, შენარჩუნებული იქნება კი მართვის ტექნიკური ფუნდამენტი. თუ გსურთ მეტი გაუმჯობესება, დაუკავშირდით JUGAO CNC MACHINE-ს!

