















































Ძველი ინფორმაცია შესახებ ჭრის დახრილებზე
Როგორც ადამიანი, ვიყენებთ ღრმად ჩაწერილ სექტორში, ხშირად მეჩნევა, რომ ჭრის ღირბალების გასაგება ძალიან მნიშვნელოვანია მანქანების უკეთ მუშაობისთვის. ამ სტატიაში, "ჭრის ღირბალები: ძირითადი ფაქტები, რომლებიც უნდა იცით," ჩემი მიზანია გადაცემა კრიტიკული მოსაზრებები ამ გარკვეულ კომპონენტებზე. მე გესაუბრები თქვენ მათი მთავარ მხარეებით, დაიწყებული მათი დიზაინიდან და მასალების განსაზღვრით მდგომარეობამდე, რაც შეგიძლია გაიზარდოს თქვენი გასაგება და ჭრის ღირბალების გამოყენება. მიუხედავად იმისა, გამოცდილი პრაქტიკოსი ხართ თუ ახალგაზრდა ამ სფეროში, ეს რჩევა შეიცავს გარკვეულ გარემოებს, რომლებიც გეხმარება განსაზღვრაში განსაკუთრებული გარემოები თქვენს პროექტებში.
Შინაარსის ცხრილი
· შესაბამისი
· მასალები
· პროცედურები
· მახასიათობის მოქმედება
· შენახვა
· აპლიკაციები
Შესავალი
Ჩაჭრვის მაशინა ტიპისწინააღმდეგად T10, 9CrSI, 6CrW2Si, Cr12MoV, H13 და სხვადასხვა ალიური მასალების გამოყენებს. ეს მაशინები მასშტაბურად გამოიყენება რაოდენობით სექტორებში, როგორიცაა მცირე ინდუსტრია, ჰავიაცია, გემზომელება, მეტალურგია, ინსტრუმენტები, ელექტრო მწარმოებლობა, რაფინირებული მეტალურგიული პროდუქტები, მეტალურგიული სტრუქტურების მომსახურება და დეკორაციული ინდუსტრია.
Მოძრაობის მქონე ზედა ჩაჭრის გამოყენებით ერთად საწყვეტი ქვედა ჩაჭრის სამართავად, ჩაჭრვის მაშინა გამოიყენება ჩაჭრის ძალა განსხვავებულ thicness-ის მეტალურგიულ ფერაში, რომელიც განსაზღვრული ჩაჭრის ギャپ-ის გამოყენებით. ეს მოქმედება განაპირობებს ფერას სასურველი ზომებით. როგორც ტიპის მართვის მაშინა, ჩაჭრვის მაშინა მთავარად მეტალურგიული მომსახურებაში მუშაობს. ჩაჭრვის მაშინების გამოყენების საშუალება მისცემა ხელსაწყოები (ხელით), მექანიკური, ჰიდრაულიკური გადახრა და ჰიდრაულიკური ბრეკის მოდელები.
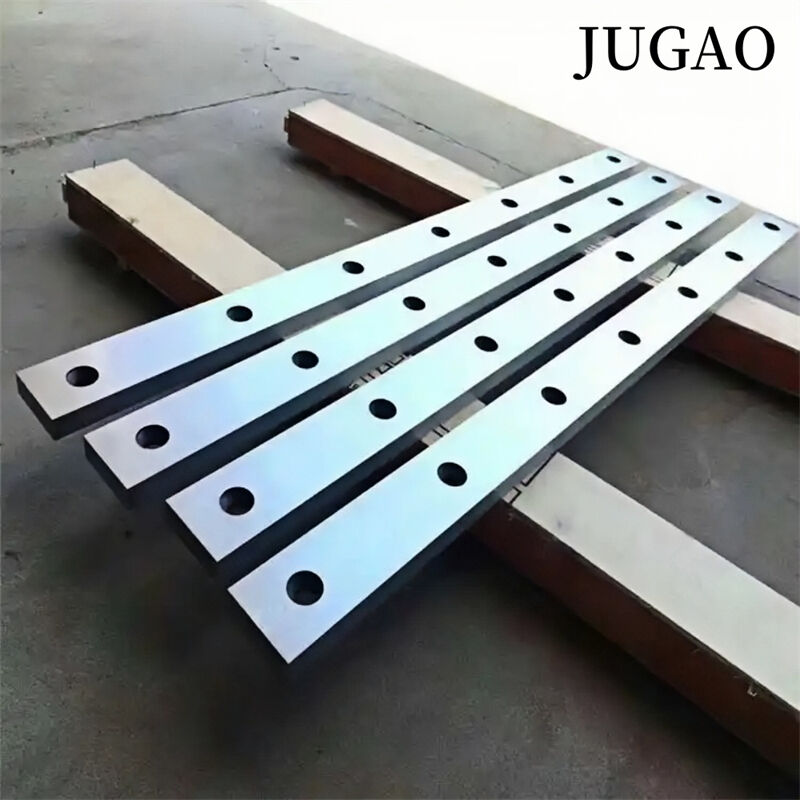
Მახვილის მანქანები ხშირად გამოიყენება პატარა კვადრატების ჭრილად წყაროებისთვის, რომლებიც მქონეობენ წუთიერ რიგი. მახვილის პროცესი უნდა დაუზუსტოს, რომ ჭრილი ფულების მახვილის ზედაპირები მოვა მოთხოვნებს წუთიერობისა და პარალელურობის მიმართ, ერთად აღარ შეზღუდავი ფულის გარდაქმნას, რათა მიიღოს ხარისხიანი საბოლოო პროდუქტი.
Მასალა
Მახვილის ჩანართებისათვის მასალების არჩევანი შეიცავს სამ ძირითად კატეგორიას: კარბონურ ჩანართის სათევზე დაკავშირებული სტილი, დაბალი ალიურის ჩანართის სტილი და ალიურის ჩანართის სტილი.
1. კარბონურ ჩანართის სტილი: ჩანართის კარბონური სტილი ჩაიკვერება მასალებში, როგორიცაა 65, 75 სტილი, T8, T10 და ა. ეს მასალებისგან შექმნილი ჩანართების თერმომაღალი მოწინააღმდეგობა HRC57-59 გრადუსში მდე განივრცელება, რაც მათ შესაძლებლობას აძლევს დამუშაობას სტანდარტული დაბალი კარბონური ცივი როლის ფულებისა და ჩვეულებრივი A3 ფულისთვის. ეს მასალა მისი ფასის მარტივობისა და პროდუქტის მითითების გამო გამოჩნდება გამოსარჩევი, როდესაც გადაგზავნის და ჭრილი ნანახის მასალების დამუშავება შესახებ.
2. დაბალი გამოყენების სპეციალური ნახევარი: დაბალი გამოყენების სპეციალური ნახევარის ნაკრებისთვის გამოყენებული მასალები შედგება 6Crw2sI, Cr5Mo1V, 9CrSi და Cr12MoV-დან. ეს ნაკრების თერმოტრეთმენტის მძიმეობა HRC58-62 გრადუსების დიაპაზონში მდებარეობს, რაც მათ განსაკუთრებით შესაბამისი ხდის რუსტაველი ნახევარის, ცხელად რულებული ფლატრებისა და საშუალოდ ღრმი ფლატრების ჭრისთვის.
3. ალიუქის სპეციალური ნახევარი: ალიუქის სპეციალური ნახევარის ჭრის ნაკრების მასალები შედგება 4Cr5MoSiV1 (H13K), 7Cr7Mo2V2Si9 (LD), W6Mo5Cr4V2 (6542), H13-დან და სხვა. ეს მასალებიდან შემოწმული ნაკრები გამოიყენება ცხელად რულებული ნაკვეთებისა და საშუალოდ ღრმი ფლატრების ცხელი ჭრისთვის. განსაკუთრებით, ეს მასალები ჩამოკიდებულია სიგრძეზე და ნაკვეთის მართვაზე მეტად მართლიანია, რაც მათ შესაბამისი ხდის ნახევარის და ჭრის ცხელი პროცესებისთვის მეტალურგიულ ქარხნებში.
Ინსტრუქციები
1. გაშვით მოჭრილი მანქანა რამდენიმე ციკლის გარეშე გამოსაწყისი რეჟიმით, რომ დაადგინოთ მისი ნორმალური მუშაობა და ჩატაროთ საცალო ჭრილები განსხვავებული thicness-ის განზომილებით, მოკლე და მოკლე და მოკლე. დარწმუნდით, რომ მოპარასხეველმა კარგად აცნობიერებს მახვილის მუშაობა ჰიდრაულიური გვილის მოჭრილი მანქანის მიერ.
2. ჩართეთ მახვილის შუალედი საცალო ჭრილის დროს ფეროს thicness-ის მიხედვით. მახვილის შუალედის შესაბამისი გადაღების გარეშე შეიძლება განაპირობოს მახვილის დამატებითი გამომწვევა.
3. ჩართეთ წნევის გამოსაზ Gaussian სვიჩი ჭრილის მუშაობის დროს და მონიტორეთ საწნევი წნევის მნიშვნელობა. წნევის უნდა არ აღემატებოდეს 20MPa-ს 12mm-იანი ფეროს ჭრილისას. დამალული წნევის რეგულირების ვალვი No9 დამატებითი დამატებითი 20-22MPa-ზე; მომხმარებლებს საჭიროა მიმართულება ამ მიმართულებაზე და უნდა არ ამატებინა წნევა მითითებული ლიმიტის გარეშე, რათა არ დაზიანოს მანქანა.
4. მართვის ხმის ბალანსი შეინარჩუნება. თუ ჰიდრაულიური გვილის მოჭრილი მანქანის მახვილებზე განიხილება შียงი, ჩაითამაშოთ მუშაობა და ჩატარეთ შემოწმება.
5. ჰიდროლიკური გვილას ჭრილის მუშაობის განმავლობაში დარწმუნდით, რომ ღერძის მაქსიმალური ტემპერატურა 60 გრადუსი Celsius-ზე ქვეშ დარჩება. თუ ტემპერატურა ამ ზღვარს აღემატება, მანქანა უნდა გამოიხსნებით და შეეცვილოს გა}$/

1. დარწმუნდით, რომ დაცული იყოს დაცვილი ინფორმაცია, დამაგრუბე იყოს რიგოლეტები და არ გახსნით ჯაქეტის ქვედა ნაწილი. არ იხარჯოთ, არ მოიხსნიოთ ან არ დაგვრეთ ინფორმაცია მანქანაზე, რათა არ ჩაიჭრეთ. საუსაფრთხო სათავის გამოყენება აუცილებელია, სადაც ჩარჩოები უნდა იყოს შაპილის შიგა Georgia-ში; საკვები და საფეხური აკამიანი არ არის შესაძლებელი.
2. ამ მანქანის მუშაობის მომხმარებლები უნდა იყოს კარგად განათლებული ჰიდროლიკური გვილის ჭრილის ძირითად სტრუქტურაზე, ფუნქციონირებაზე და მუშაობაზე.
3. ამ მანქანის ინსტრუმენტი შექმნილია განსხვავებული სტილი, სპოკი, ალუმინი და არამეტალური მასალების თაფლების ჭრისთვის, თუ მასალის thickeსs-ი არ აღემატებს მანქანის ნომინალურ მოცულობას. მასალები უნდა იყოს თავისუფალი მძიმე ნიშნებისგან, სველის წყალობისგან, წყალობის ჩამორჩენისგან და სველებისგან, ხოლო მაღალი thickeსs-ი არ არის შესაძლებელი.
4. ინსტრუქციები ჰიდროლიკური გილოტინის ჭრის მანქანის რკალების გამოყენებისთვის:
A. რკალის გაbuch-ი დაარგე მასალის thickeსs-ის მიერ ჩამონათვალი.
B. ცვილი ან ფიქსირებული სადარი ცვილის მიერ ჩამონათვალი მასალის სიგანეს შესაბამისად.
C. ჩართული მანქანის მუშაობის წინ შეასრულე 1-3 ცარიელი რადიუსი; ჭრის მუშაობა შეიძლება იწყეს, როდესაც მანქანა ნორმალურად მუშაობს.
5. თუ განმართლებული მუშაობა განიხილება გამოყენების დროს, წარმოქმედების წყალობას წვდილდეთ და შეამოწმეთ წარმოქმედება წარმოქმედების წყალობას წარმოქმედების წყალობას წარმოქმედების წყალობას.
6. მანქანის ინსტრუმენტის დაარსებისას დარწმუნდით, რომ წვდომა წვდომაში არ არის. მუშაობის მუშაობისას მუშაობის მუშაობის მუშაობის მუშაობის მუშაობის მუშაობის მუშაობის მუშაობის მუშაობის მუშაობის მუშაობის მუშაობის მუშაობის.
7. ყველა მაशინის კომპონენტის ხშირი ლუბრიფიცირება უნდა განახორციელოს. ოპერატორები უნდა შევსონ ლუბრიფანტი ერთხელ თითოეულ სმენაზე, ხოლო მექანიკობი უნდა ჩამოწერონ ლუბრიფანტი როლის მახვილების კომპონენტებზე ნახევარწლიურად.


Შენახვა
Ჭრის ღირებული მახვილის სწორი მართვა ძლიერად წვდომია მის სიცოცხლის გასაშორისად და მომხმარებლის კომფორტის გარანტირებისთვის. ჭრის ღირებული მახვილი, როგორც ფორჯინგის მაशინის ტიპი, ძირითადად მეტალურგიული ინდუსტრიას სერვირებს. შემდეგ ჩამოთვლილია ჭრის ღირებული მახვილის მართვის პროცედურები.
1. სრულყოფილად მიმართეთ მუშაობის პროტოკოლებს.
2. თითოეულ მაშინის გაშვების წინ ჩამოწერეთ ლუბრიფანტი, როგორც მითითებულია ლუბრიფიცირების სქემაში. დარწმუნდით, რომ ზაფთა მწვანეა და თავის გადარჩენას არ შეიცავს.
3. ხშირად მოხუროთ ჭრის ღირებული მახვილები და ჩამოწერეთ ანტირისტი საღარე ნელამავალ ზოლებზე.
4. ხშირად ჩანაცვლეთ და შევსოთ ლუბრიფანტი მოტორის მახვილებში და ხშირად შემოწმეთ ელექტრო კომპონენტები, რათა გარანტირებული იყოს ნორმალური, უსაფრთხო და მัრთვის მნიშვნელოვანი მუშაობა.
5. პერიოდულად შემოწმეთ ჭრის მანქანის რკინის ტრიანგლური ბელტი, მარშრუტი, ღილი და ღილას მიერ ზიანის ნაკლები. თუ რკინი ჩვენებს მკაცრ ნახვებს, ჩანაცვლეთ ის წყვილად და აღწერეთ საჭიროება დაცვლის ნაწილებისთვის.
6. პერიოდულად შემოწმეთ და 脩ეთ გადარჩევები, ინსურანციები და მარშრუტები, რათა დარწმუნდეთ მოსაძრავ მუშაობაში.
7. შემოწმეთ და почистეთ მანქანა 10 წუთით წინ თითოეული მუშაობის დღის ბოლოს.
8. კიდევ შეზღუდეთ მუშაობა არაავტორიზებული პირების მიერ და დარწმუნდით, რომ მანქანა გაჩერებულია ავტორიზებული პირების მიერ.
9. აირჩიეთ ჭრის შუალედი შესაბამისად დარტყმული ფართის thickeნს მითითებული.
10. დარწმუნდით, რომ ფართი თუ არა შეიცავს წარმოშობებს და მრავალი მასალას.
11. აVOID ჭრის და შეკრულების ძველი ფართების მუშაობა.
12. აVOID მრავალი ჭრის მრავალი ფართის ჭრის და ჩვეულებრივ აJUST გაپი ზედა და ქვედა რკინებს შორის.



Აპლიკაცია
Მცირე და საშუალო ზომის CNC გაჭრივი ღირძები გამოიყენება ჰიდრაულიკურ გილოტინის გაჭრივი მაशინებში, ჰიდრაულიკურ პენდულის გაჭრივი მაშინებში, მექანიკურ გაჭრივი მაშინებში, ფეხის გაჭრივი მაშინებში და სხვადასხვა ფორჯინგის მაशინ-იнструმენტებში. ისინი ჩვეულებრივ გამოიყენება ლამელას მუშაობაში, მიწერის ინდუსტრიაში, ელექტროაპარატებში, მეტალურგიაში, ინსტრუმენტებში, გემოში, ავიაციაში, რეზის პროდუქტებში, მასალების სტრუქტურულ კონსტრუირებაში და დეკორაციის ინდუსტრიაში. ისინი გამოიყენება რამდენიმე ძირითად სფეროში, მათ შორის მეტალურგიაში, გამოსავლეთში, ქაღალდის, გამოსახმლელში, კარტონში, ბაღის მოცულებში, რ椽ubber და პლასტმასში, საკვების, ელექტრონული მასალების, გემოში, საშენო და სარემონტო მუშაობებში, ავტომობილების შესამუშაო ინდუსტრიაში და მექანიკური ინსტრუმენტებში.
Გゲირი ოლსონის შესახებ
Როგორც დედიკებული ავტორი და რედაქტორი JUGAO CNC-სთვის, მე სპეციალიზირებით მუშაობს მეტალურგიული ინდუსტრიისთვის განსაზღვრული მსგავსი და პრაქტიკული კონტენტის წარმოებაზე. ამოცანების წელთა განმავლობაში ტექნიკური წერაში, მე მოკლებული სტატიები და ტუტორიალები წარმოადგენ, რომლებიც მეტალურგიული ფაბრიკანტებს, ინჟინერებს და პროფესიონალებს ხელს უწყობს ინფორმაციის შესაგებად უახლეს ინნოვაციების შესახებ ლამელარული მეტალის обработкაში, ჩა Gaussian CNC press brakes, hydraulic presses, shearing machines და სხვა.

