















































Press brakes-ის საერთო მახვილები და ამოხსნები
Ლოდის გახვევის მაშინები არის ჩვეულებრივი მეტალის обработка მასალა, რომელიც ხშირად იყენება მეტალურGი ფეროების გახვევისა და ფორმირებისთვის. გარდა იმისა, რომ გამოყენების დროს ლოდის გახვევის მაშინა შეიძლება ჰქონდეს ზოგიერთი ჩვეულებრივი მაგალითი. ამ სტატიაში განვიხილავთ ეთი მაგალითები ღრმად და გთავაზობთ შესაბამის ამოხსნებს, რომ დაგვეხმაროს მეტი ორგანიზაციას.

1. შესაძლო მიზეზები გახვევის კუთხეების არასწორობისთვის:
Ლოდის გახვევის მაშინის კუთხის გარეგისტრირების მოწყობილობა დაზიანებულია ან არაფერი, და მოპარასკეველი არასწორად მუშაობს.
Решение:
Ჯერ შეამოწმეთ, რომ კუთხის გარეგისტრირების მოწყობილობა დაზიანებულია. თუ დაზიანებულია, უნდა განახლდეს ან დარწმუნდეს წრიმენი.


Მეორე, მოპარასკეველმა უნდა იყოს მეტალურGი ფეროების გახვევის მაშინის გამოყენებაში და უნდა დარწმუნდეს წრიმენი მუშაობა.
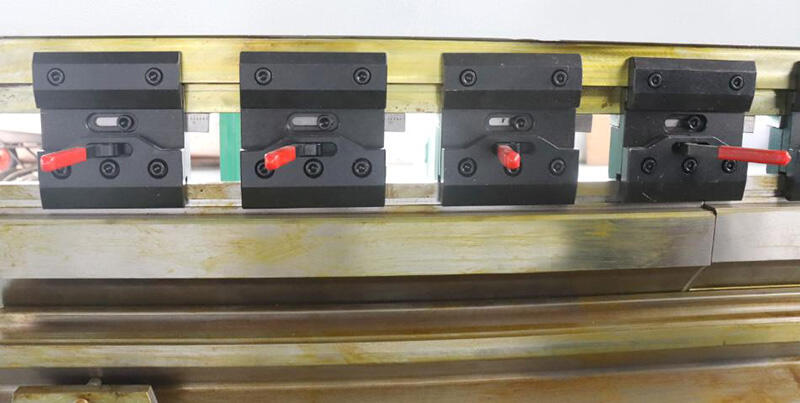
2. შესაძლო მიზეზები გახვევის შემდეგ ხრილებისთვის:
Საჭერის ზედა და ქვემო ფორმები არ არის სიმეტრიული, მასალა ძალიან გავლენითაა ან ძლიერია, და გარშემო სიჩქარე ძალიან სწრაფია.
Решение:
Ჯერ ყველა სიმეტრიულობა უნდა განახორციელოს ზედა და ქვემო ფორმებს შორის, რათა მათი სისბრივე დაუკავშირდეს.

Მეორე, ძალიან გავლენით ან ძლიერ მასალებისთვის, შეგიძლიათ ზარდაოთ ზედა ფორმის ძალა ან შემცირეოთ გარშემო სიჩქარე, რათა შემცირდეს ხრილების წარმოქმნა.
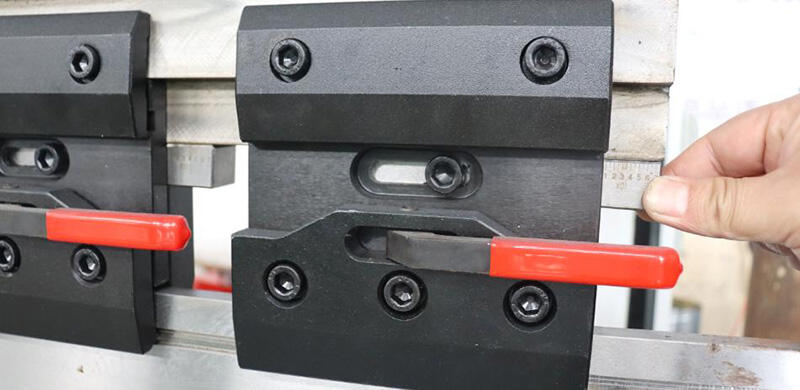
3. საჭერის აბნობის ან ვიბრაციის შესაძლო მიზეზები:
Საჭერის ფუძე არ არის მั่ნამდები, ზედა ფორმა არ არის დაკავებული მაღალი და მექანიკური ნაწილები არის გაუმჯობესი.
Решение:
Ჯერ შეამოწმეთ, რომ საჭერის ფუძე მაღალია თუ არა. თუ არა, განახორციელეთ ან დაკავეთ.
Მეორე, შეამოწმეთ, რომ ზედა ფორმა სწორად დაინსტალირებულია და შეამოწმეთ, რომ დაკავების ბოლტები არ არის გამორთული.

Ბოლოს, მექანიკური ნაწილები წნევის და მასწავლებლობის პროცესში უნდა იყოს რეგულარულად შემოწმებული და თუ გაუმჯობესია, უნდა იცვლეთ წრიმით.
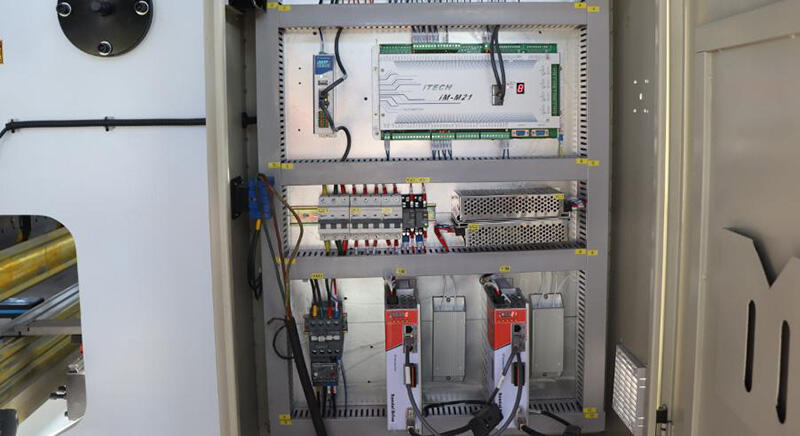
4. საჭერის გაშვების ან გაჩერების შესაძლო მიზეზები:
Ელექტრო კაბელის ცუდი კონტაქტი, ელექტრონული კომპონენტების შავი და კონტროლური სისტემის გამოჩენა.
Решение:
Ჯერ შეიძლება შეამოწმოთ, რომ ელექტრო კაბელი კარგად კონტაქტის გამოყენება. თუ არსებითია პრობლემა, ის უნდა გაიღებოდეს ან ჩაიღებოდეს.
Მეორე, შეამოწმეთ ელექტრონული კომპონენტები და ჩაიღებოდეს დროს, თუ ისინი შავია.
Ბოლოს, თუ არსებითია კონტროლური სისტემის გამოჩენა, უნდა გაიღებოდეს პროფესიონალური ტექნიკები.
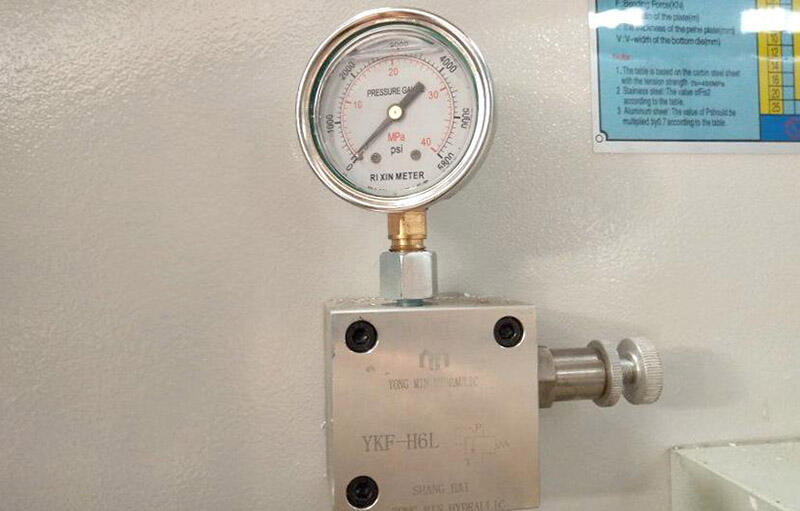
5. საჭირო ან მეტი წნევის მიზეზები საჭირო წნევისა:
Ჰიდროულიკური სისტემის გამოჩენა, ჰიდროულიკური მასლის არ საკმარისი რაოდენობა ან დაბრუნება, წნევის რეგულირების ვალვის არასწორი მუშაობა.
Решение:
Ჯერ შეიძლება შეამოწმოთ, რომ ჰიდროულიკური სისტემა მუშაობს კორექტულად. თუ არსებითია გამოჩენა, უნდა დაგვიკავშირდეთ პროფესიონალურ ტექნიკებთან 脩理.
Მეორე, შეამოწმეთ ჰიდროულიკური მასლის ხარისხი და დონე. თუ არსებითია პრობლემა, უნდა ჩაიღებოდეს ან დაიმატოს დროს.
Ბოლოს, წნევის რეგულირების ვალვის გადაადგილება და დარწმუნება, რომ საჭირო წნევა მდებარეობს მითითებულ დიაპაზონში.
Ჯამში, სტრექინგ-მანქანის ძველი ხარვები ძირითადად შეიცავს უზრუნველყოფას გამრუდების კუთხეში, ღრუბლებს გამრუდების შემდეგ, აბნორმალურ ხმებს ან ვიბრაციას, არასამართლებრივ წყალობას ან ჩათვლაზე, და არასაკმარის ან მეტ წნევას.
Ამ ხარვების მოთხოვნაზე, ჩვენ შეგვიძლია გამოვიგონოთ კუთხის გარეგების მოწყობილობის გარეგებით, სიმეტრიულად მოდის მოდელის გარეგებით, ფუძის დაკავშირებით, ელექტრო კომპონენტების 脩ვრით, ჰიდროავლის ჩანაცვლებით და წნევის რეგულირების სანამავლოს გარეგებით.
Ზოგიერთი უფრო სირთულის ხარვების შემთხვევაში, უნდა გადაეცეთ პროფესიონალურ ტექნიკურ სპეციალისტებს 脩ვრისთვის.
Ყოველდღიურ გამოყენებაში, სტრექინგ-მანქანას უნდა შეამოწმოს და მას უნდა აღარისებინა წნევით, რათა დაარ Gaussian მისი ნორმალური მუშაობა და გაგრძელებინა მისი სერვისის ვიზი.


