















































Regolazione isometrica gratuita del morsetto piegheuse

Regolazione libera dell'altezza uguale (pre-regolazione dell'altezza del stampo)
Scopo: Assicurarsi che gli stampi superiore e inferiore siano della stessa altezza in uno stato libero, per evitare errori di piegatura o danni agli stampi causati da forze non uniformi.
1. Preparazione
Spegnere l'energia dell'attrezzatura, installare e fissare preliminarmente gli stampi superiore e inferiore.

Pulisci l'olio o le sostanze estranee sulla superficie dello stampo e assicurati che la superficie di contatto sia piatta.
2. Regolazione manuale dell'altezza
Rimuovi gli stampi superiori a sinistra e destra.

Usa un micrometro o un rilevatore laser per misurare l'altezza dei punti chiave degli stampi superiore e inferiore (di solito i quattro angoli e il centro).

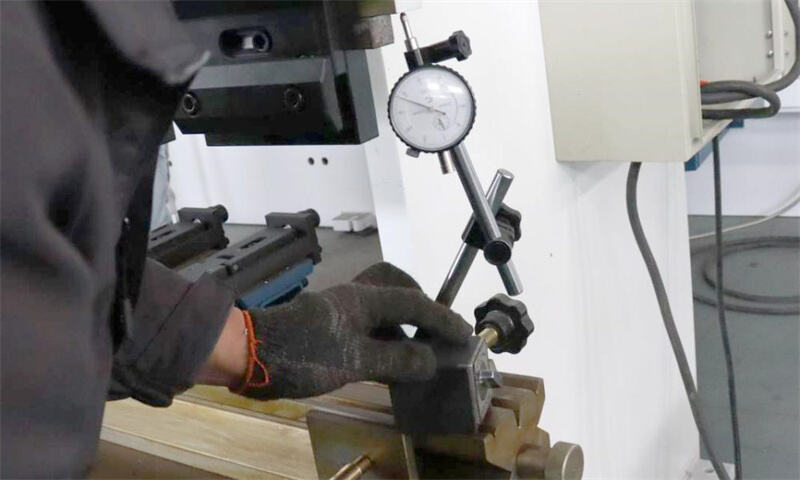
Regolando manualmente i bulloni (o cuscinetti) di uguale altezza sulla base dello stampo, l'errore di altezza di ogni punto di misura tra gli stampi superiore e inferiore è ≤0,02mm.


Dopo aver stretto il dado di regolazione, ritestare per prevenire deviazioni causate da allentamenti.
3. Verificare la libertà di movimento e l'altezza
Ruotare manualmente la macchina per osservare se i modelli superiore e inferiore entrano in contatto uniforme quando chiusi.
Usare una penna a sfalci per controllare lo spazio tra gli stampi dopo la chiusura per assicurarsi che non ci siano punti locali overtightening o spazi.

Precauzioni
1. Operazione sicura: Assicurarsi di spegnere l'alimentazione prima di effettuare le regolazioni e indossare guanti protettivi e occhiali.
2. Scelta degli strumenti: Si preferiscono strumenti di misura ad alta precisione (come micrometri, rilevatori laser).
3. Verifica passo-passo: Ogni passaggio di regolazione deve essere verificato con prove di piegatura per evitare errori cumulativi.
4. Differenze tra attrezzature: Diversi modelli di macchine per la piegatura possono utilizzare metodi di compensazione meccanica/hidraulica, che richiedono consultazione del manuale dell'attrezzatura per l'aggiustamento.
Attraverso l'aggiustamento sistemico dei passaggi sopra indicati, può essere migliorata significativamente l'accuratezza del piegamento (errore angolare ≤ 0.5°) e la durata degli stampi, riducendo lo spreco di materiale e i danni all'attrezzatura. Nell'operazione pratica, è necessario agire flessibilmente basandosi sull'esperienza, ad esempio, per lastre spesse o materiali ad alta resistenza, è necessario aumentare opportunamente la quantità di compensazione della pressione.

