















































Manual operasi mesin T15 bending
Bab 1 Gambaran Umum
1.1 Antarmuka Utama
Setelah sistem dinyalakan dan proses booting selesai, halaman utama akan muncul, seperti yang ditunjukkan pada Gambar .

1. Di sisi kiri terdapat bilah fungsi, termasuk tombol kiri dan kanan  tombol masuk tingkat daya
tombol masuk tingkat daya  , tombol tampilan status
, tombol tampilan status  , tombol menu
, tombol menu  dan tampilan tanggal dan waktu sistem.
dan tampilan tanggal dan waktu sistem.
2. Klik pada login tingkat daya dan masukkan nama pengguna dan kata sandi sebelum Anda memasuki tingkat daya tinggi dan dapat melihat lebih banyak dari halaman tersebut.
3.Bilah menu: Sistem ini dibagi menjadi 6 menu sesuai dengan fungsi utama, di antaranya:

Perpustakaan produk: produk dapat dibuat, disimpan, dibaca, dan dihapus.
Catatan produksi: pengaturan target produksi dan pencatatan rekam jejak produksi.
Pengaturan alat: Masuk ke antarmuka pengaturan alat untuk menyesuaikan pembukaan maksimum setelah mengganti cetakan.
Penyesuaian sumbu manual: Di layar ini, Anda dapat melakukan tindakan manual pada sumbu individu.
Parameter mesin: konfigurasi mesin, status mesin, dan parameter penyetelan.
Pengaturan sistem: waktu sistem, cadangan data dan pemulihan, catatan peringatan, pengaturan tingkat daya, dll.
Bab 2 Perpustakaan Produk
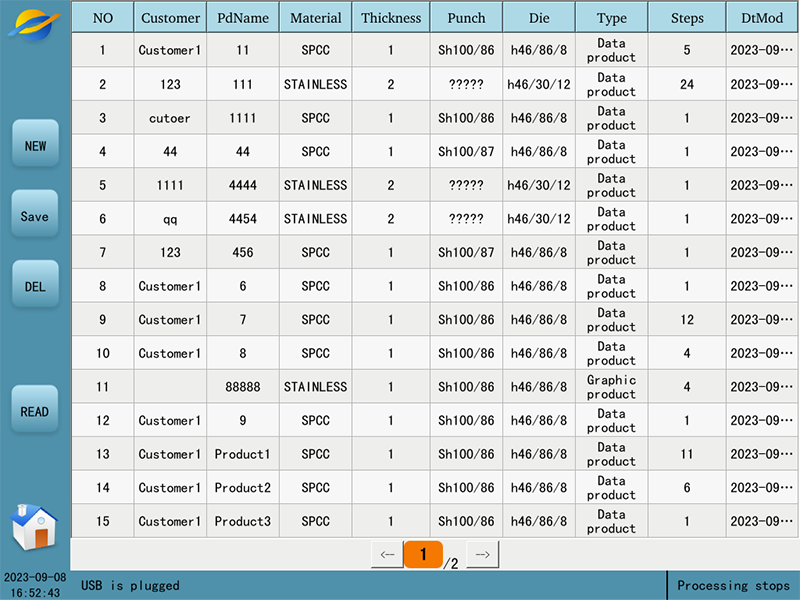
1. Klik tombol "Baru" untuk secara otomatis beralih ke layar "Pemrosesan", di mana Anda dapat mengedit langkah-langkah produk kosong.
2. Klik tombol "Save", masukkan nama pelanggan dan nama produk di jendela pop-up, dan informasi produk di layar "Processing" akan disimpan ke perpustakaan produk.
3. Pilih produk dan klik tombol "Delete", produk akan dihapus dari perpustakaan produk.
4. Pilih produk, klik tombol "Read", dan produk akan dibaca ke layar "Processing".
Bab 3 Penyunting Langkah Pekerjaan Pelengkung Bebas


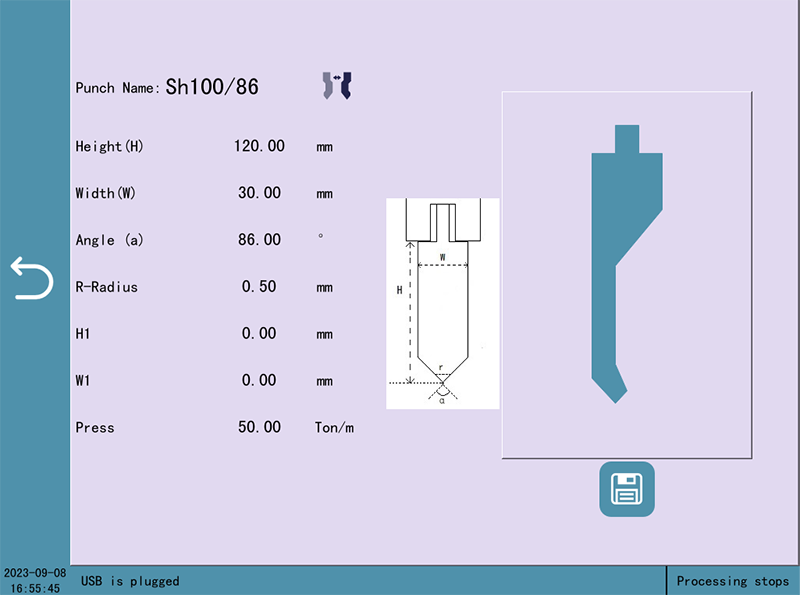
Punch: Klik nama Punch untuk memasuki perpustakaan Punch dan memilih cetakan. Pengguna dapat membuat, mengedit, menghapus, dan membaca cetakan di perpustakaan Punch, lihat "Bab 4 Perpustakaan Cetakan" untuk detailnya.
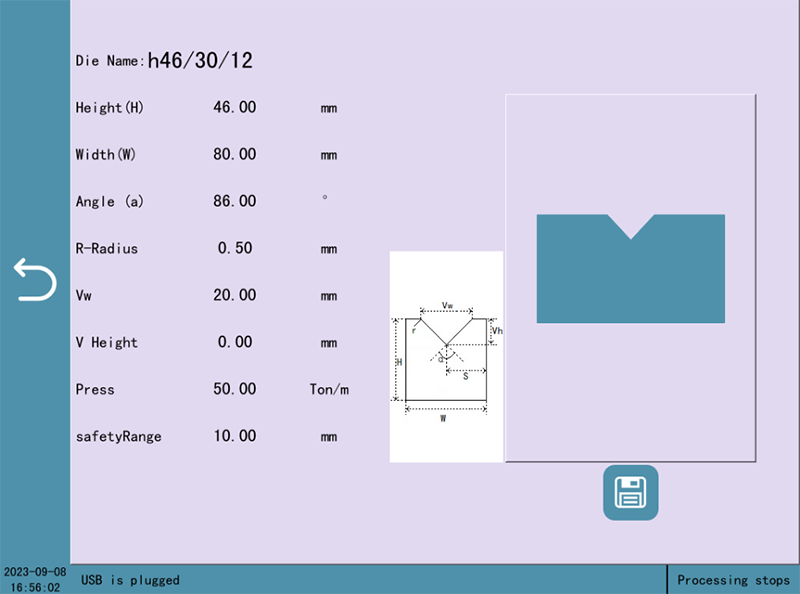
Die: Sama dengan "Punch". Parameter cetakan yang ditetapkan di sini adalah cetakan bawaan sistem.
Material: Klik nama material untuk memilih material yang diproses dari perpustakaan material.
Ketebalan Plat: Sunting ketebalan material.
Penekukan Sudut: klik 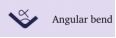 dapat memilih cara "pelengkungan sudut", "pelengkungan posisi", "pelengkungan datar", "cara pelengkungan bawah". Bagian belakang sesuai dengan cara pelengkungan yang berbeda untuk memasukkan sudut atau posisi yang sesuai.
dapat memilih cara "pelengkungan sudut", "pelengkungan posisi", "pelengkungan datar", "cara pelengkungan bawah". Bagian belakang sesuai dengan cara pelengkungan yang berbeda untuk memasukkan sudut atau posisi yang sesuai. 
Pemblokiran: Klik untuk memilih pemblokiran atau pengumpukan palet.
Dimensi Luar: Klik  untuk memilih "Dimensi Luar", "Dimensi Dalam", "posisi sumbu-x".
untuk memilih "Dimensi Luar", "Dimensi Dalam", "posisi sumbu-x".
Sumbu R: Masukkan posisi sumbu R.
Defleksi: Masukkan posisi defleksi.
Sumbu Z: masukkan posisi titik pusat sumbu Z, karena perhitungan posisi Z1, Z2; Sumbu X: Posisi di mana penahan belakang bergerak secara horizontal dalam arah cetakan vertikal.
Mengklik jumlah langkah kerja membawa keluar empat tombol untuk menyesuaikan langkah kerja, yaitu:

Sisipkan: sisipkan baris kosong langkah kerja di atas langkah kerja saat ini.
Hapus: hapus langkah kerja saat ini, langkah kerja berikutnya secara otomatis naik satu baris.
Pindah ke atas: tukar posisi langkah kerja saat ini dengan langkah kerja sebelumnya.
Pindah ke bawah: tukar posisi langkah kerja saat ini dengan langkah kerja berikutnya.
referensi rinci 3.1
Pemrosesan sisi kanan dari parameter rinci, ada juga sisi kiri bab pemilihan mode secara rinci.
Pemilihan metode penyikuhan:
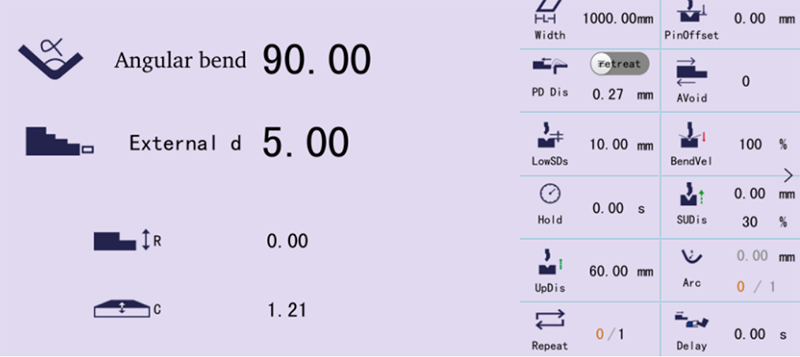
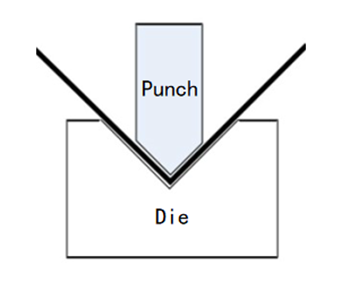
Penyikuhan bebas: Lembaran dibengkokkan hingga sudut yang ditetapkan dengan menurunkan Punch ke kedalaman yang diinginkan, seperti yang ditunjukkan pada Gambar. Sistem menghitung posisi sumbu Y yang diperlukan untuk mendapatkan sudut yang ditetapkan. Penyikuhan bebas memerlukan sudut Punch kurang dari atau sama dengan sudut Die, dan sudut target harus lebih besar daripada sudut Punch dan Die.
Gambar 3-4 Penyikuhan bebas
Penyikuhan dasar tekanan: Punch akan dilipat ke bagian bawah Die untuk mendapatkan sudut penyikuhan yang diperlukan, seperti yang ditunjukkan pada Gambar. Posisi sumbu Y adalah posisi bagian bawah Die dikurangi ketebalan pelat, yang dapat diperbaiki oleh nilai koreksi.
Pembengkokan penebangan: plat dibengkokkan menjadi sudut tajam setelah pembengkokan sebelumnya, menggunakan Pemukul Penebangan, sudut tajam dari plat ditebangkan dan plat dilipat, seperti yang ditunjukkan pada Gambar 3-6 posisi sumbu Y adalah untuk posisi titik pelat tekan dikurangi ketebalan plat, yang dapat diperbaiki oleh nilai koreksi.
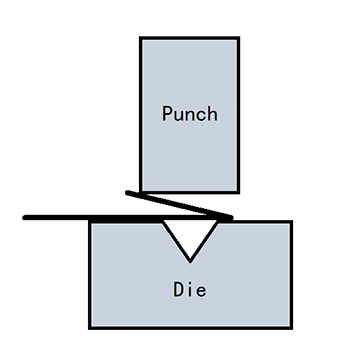
Penebangan dasar tekan: seperti penebangan penebalan tekan, posisi sumbu Y adalah untuk posisi titik pelat tekan, yang dapat diperbaiki oleh nilai koreksi.
Dimensi: dimensi dalam, dimensi luar. Seperti yang ditunjukkan pada Gambar.
Jarak ujung penghenti dari bagian dalam lembaran logam pada lipatan, disebut dimensi dalam.
Jarak ujung penghenti dari sisi luar lembaran logam pada lipatan, disebut dimensi luar.
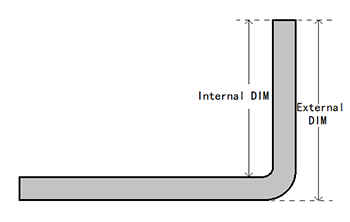
Posisi target sumbu X dihitung secara berbeda untuk dimensi dalam dan luar karena sisi dalam menyusut dan sisi luar memanjang ketika lembaran logam dibengkokan. Posisi target sumbu X lebih besar dari dimensi dalam dan lebih kecil dari dimensi luar.
Bahan pemblokiran belakang: pemblokiran dan pemegangan bahan. Ketika jarak sumbu X pendek, pilih mode pemblokiran. Ketika sumbu X panjang, karena gravitasi bahan pelat yang condong ke bawah dapat dipilih mode paletisasi, bahan pelat akan ditempatkan pada
jari pemblokiran maju untuk memegang. Saat Anda menggunakan mode palet, sistem secara otomatis menghitung posisi target sumbu X dan sumbu R dalam mode palet.
Jarak penarikan: Jarak relatif yang harus ditarik kembali oleh sumbu X untuk menghindari saat slaidur menurun ke titik penguncian.
Titik penguncian: Posisi di mana slaidur tepat menekan pelat.
Lebar pelat: Lebar lembaran sepanjang panjang cetakan.
Ulangi: Jumlah kali langkah kerja saat ini perlu diulang.
Sinyal perubahan langkah: Saat Anda mengklik untuk beralih ke "gunakan", setelah stroke pengembalian sumbu Y selesai, Anda perlu menekan pedal turun sekali sebelum pemberhentian balik mulai bergerak ke posisi yang ditetapkan untuk langkah berikutnya.
Tunda perubahan langkah: waktu tunggu sebelum beralih ke langkah kerja berikutnya.
Jarak lambat: Jarak antara titik perubahan kecepatan dan titik platen. Jika jarak lambat langkah kerja saat ini adalah 0, "jarak lambat default" akan digunakan. Jika jarak lambat default juga 0, sistem akan menggunakan jarak lambat default sistem.
Waktu tahan: Waktu tahan setelah akhir pembengkokan. "Waktu tahan default" digunakan ketika waktu tahan langkah kerja saat ini adalah 0.
Bab 4 Perpustakaan Cetakan
4.1 Perpustakaan Punch
Di layar "Pemrosesan", klik pada nama Punch untuk masuk ke layar perpustakaan Punch, seperti yang ditunjukkan pada gambar.
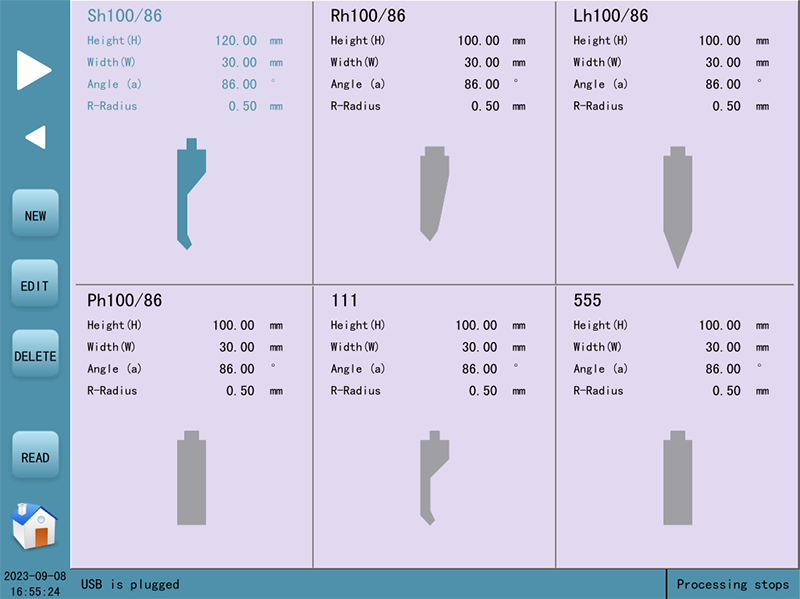
Perpustakaan Model Teratas menampilkan daftar model teratas yang disimpan di sistem, yang dapat diubah menggunakan panah kiri.
Klik pada tombol pop-up bilah menu.
Baru Klik "Baru" untuk membuka berbagai jenis Punch baru; masuk ke antarmuka pengeditan seperti yang ditunjukkan pada gambar.
Edit : Klik "Edit" untuk memodifikasi parameter Punch saat ini.
Hapus : Pilih sebuah Punch dan klik "Hapus" untuk menghapus Punch tersebut.
Baca : Pilih sebuah Punch dan klik "Baca" untuk membaca Punch yang dipilih ke dalam aplikasi saat ini.
4.2 Perpustakaan Die
Bab 5 Sistem
5.1 Penyelesaian masalah alarm
| Nomor seri | Deskripsi alarm | Pemeriksaan Alarm |
| Err1 | Motor tidak menyala | Klik tombol START atau tombol motor untuk menyalakan motor |
| Err2 | Mencapai batas | Masuk ke layar langkah-tunggal, bergerak ke arah yang berlawanan dengan inching dan keluar dari pembatas |
| Err3 | Kedua ujung menghasilkan batas | Periksa apakah pembatas rusak atau ada sirkuit terbuka di jalur |
| secara bersamaan | ||
| Err4 | Target sumbu salah | Periksa apakah posisi target telah diatur untuk memeriksa rentang batas atas dan bawah |
| pengaturan posisi | ||
| Err5 | Tidak ditemukan garis yang valid | Terdapat kesalahan dalam input parameter langkah kerja saat ini |
| Err7 | Sebelum tindakan, | Masuk ke layar status, klik tombol pencarian dan tunggu hingga pencarian selesai. |
| mohon cari | ||
| referensi | ||
| Err14 | Penyimpangan sumbu Y | Masuk ke layar langkah-tunggal, gerakkan roda secara perlahan atau dengan memutar manual untuk menyeimbangkan geseran |
| Err16 | Berhenti darurat | Lepas tombol pemberhentian darurat |
| tombol ditekan | ||
| Err17 | Kenaikan darurat | Lepas tombol kenaikan darurat |
| tombol ditekan | ||
| Err21 | Pengaturan salah dari | Risiko tabrakan dengan bahan penghenti, periksa parameter pengaturan |
| posisi penghenti | ||
| Err30 | Kartu IO | Colok ulang kabel komunikasi antara PLC dan IO |
| komunikasi offline | ||
| Err34 | Mencapai batas lunak | Masuk ke layar satu langkah, bergerak per inci ke arah yang berlawanan dengan gerakan |
| batas | ||
| Err38 | Pemantauan keamanan | Periksa alarm pada drive |

