Struktur utama dari Press Brake
1. Pengenalan struktur mekanis
Mesin pemanjang hidraulik terutama terdiri dari landasan, pelatuk, pengukur belakang, sistem hidraulik, cetakan, rangka pendukung, perangkat perlindungan keamanan, sistem listrik, dll.

2. Koneksi mekanis
(1) Slider atas terhubung ke batang piston dalam dua set silinder dan didukung pada panel dinding kiri dan kanan melalui plat bawah silinder. Terdapat rel pandu kiri dan kanan untuk memberikan panduan bagi slider bergerak naik dan turun. Ada pelat bola di titik sambungan antara batang piston dan slider untuk memastikan gaya pada balok didistribusikan secara wajar dan batang piston sejajar dengan baik.

(2) Menurut bentuk mesin utama yang berbeda, balok bawah (meja kerja) dari mesin penyiku yang diproduksi sesuai dengan permintaan pelanggan memiliki dua bentuk. Salah satunya adalah jenis balok tunggal yang tetap dengan baut; yang lainnya adalah jenis tiga balok dengan silinder kompensasi. Dilengkapi dengan pelat penyesuaian di kedua sisi untuk mengoreksi pelat dan permukaan penyocokan badan, dan akurasi koreksi dapat disesuaikan.
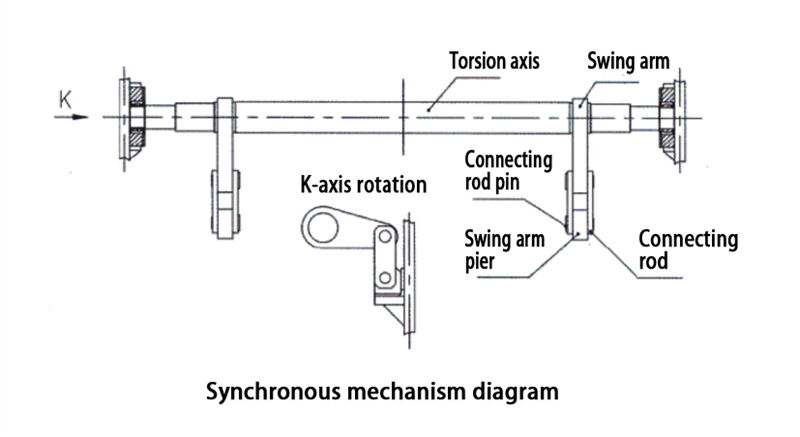
(3) Untuk memastikan operasi sinkron dari silinder kiri dan kanan, mesin perkakas menggunakan lengan ayunan poros torsi sinkron dan batang penghubung.

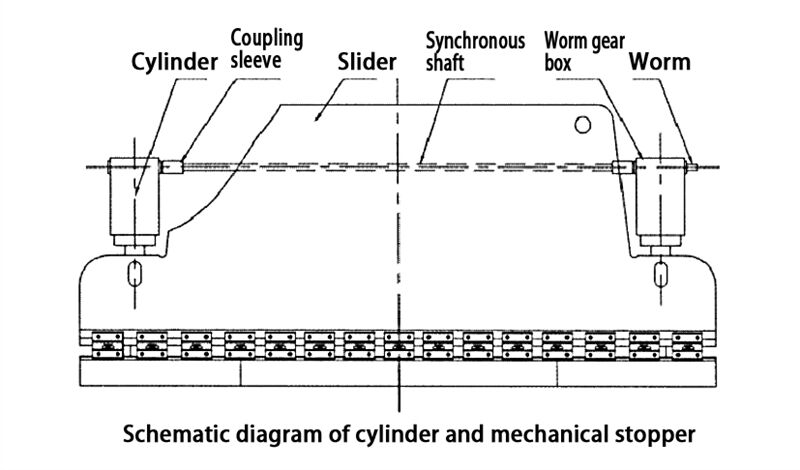
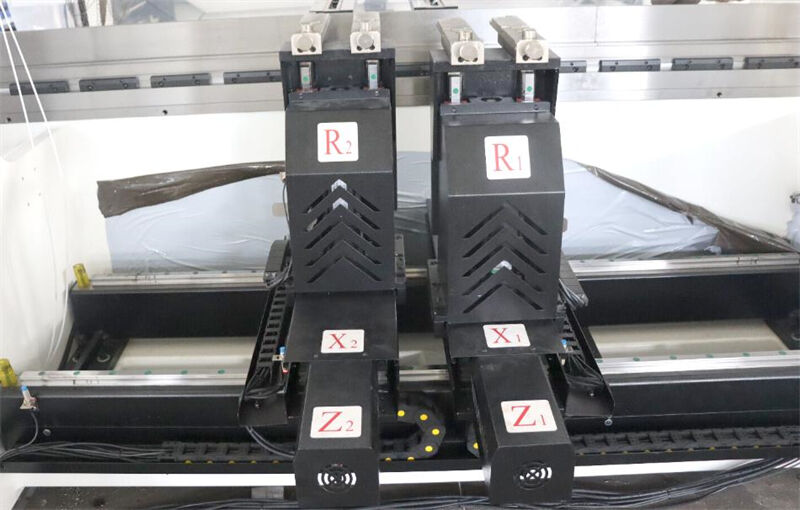
3. Bagian slidebar
Bagian slidebar terdiri dari slidebar, silinder, dan struktur penyesuaian halus pemberhenti mekanis. Silinder kiri dan kanan dipasang pada rangka, dan piston (batang) menggerakkan slidebar naik dan turun melalui tekanan hidrolik.

Penyumbat mekanis ditempatkan di dalam dua silinder, dengan struktur yang kompak dan penyesuaian serempak di kedua sisi. Diagram skematiknya adalah sebagai berikut. Ketika peluncur (atas) tidak sama di kiri dan kanan, hentikan peluncur pada titik mati atas, lepaskan pin pengunci pada sleve kopling, putar cacing di salah satu sisi kotak gigi cacing di silinder kiri dan kanan (maju atau mundur), lalu tekan peluncur ke titik mati bawah, ukur dan sesuaikan (ulangi operasi di atas) sampai peluncur (cetakan atas) sama di kiri dan kanan, dan akhirnya tetapkan dan pasang pada sleve kopling.
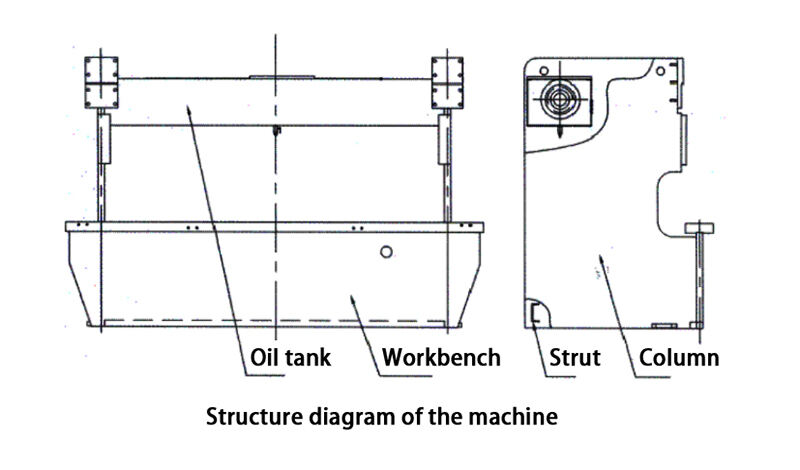
4. Rangka
Rangka dilas menjadi rangka keseluruhan oleh kolom kiri dan kanan, tangki minyak, dan blok penyangga, dan meja kerja dipasang di bagian bawah kolom kiri dan kanan.

5. Mekanisme sinkron
Mekanisme sinkronisasi paksa mekanis yang terdiri dari poros torsi dan lengan ayun memiliki struktur sederhana, kinerja stabil, dan akurasi sinkronisasi tinggi.

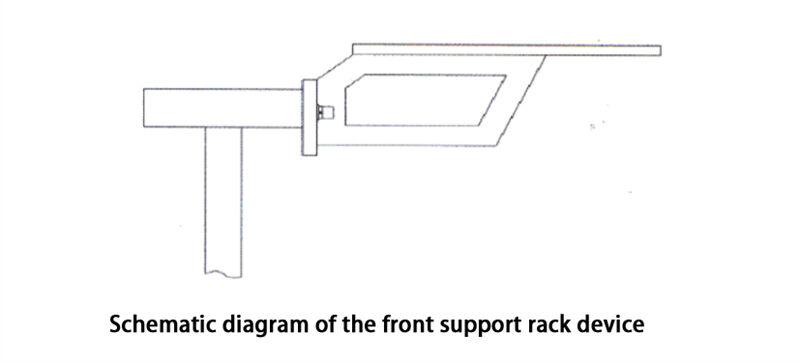
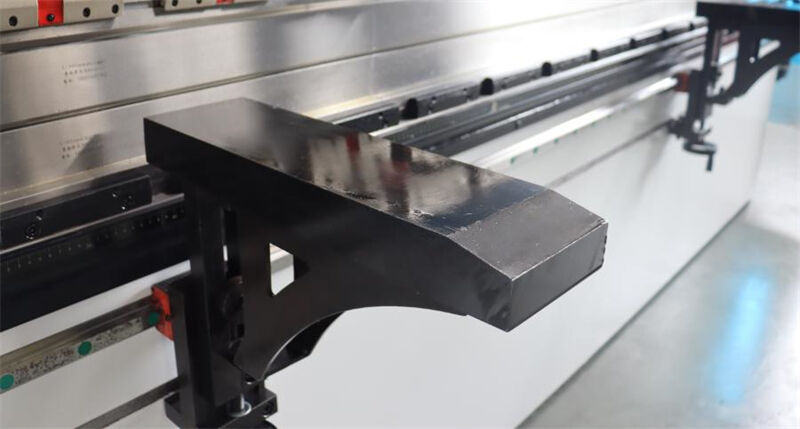
6. Perangkat rak penyangga depan
Perangkat penyangga depan digunakan untuk menopang dan memegang benda kerja.
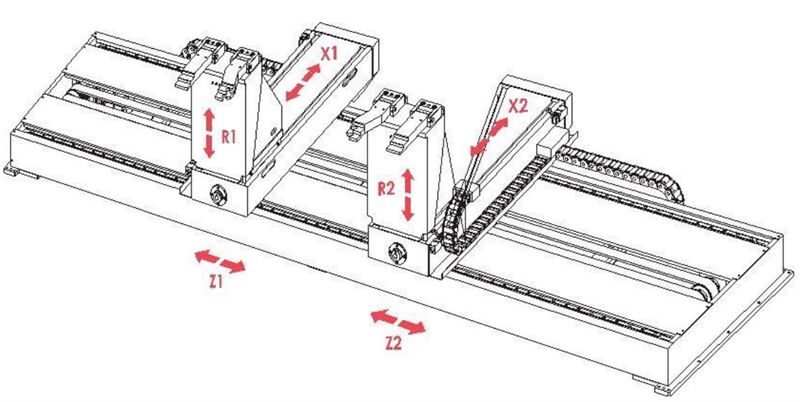
7. Penjaga belakang
Penjaga belakang adalah komponen berharga dari mesin perkakas dan memainkan peran penting dalam pekerjaan penyiku sebenarnya. Berikut ini adalah beberapa deskripsi tentang penjaga belakang: Dioperasikan oleh tombol di panel operasi untuk membuat motor menggerakkan rangka penjaga belakang bergerak maju dan mundur.

8. Press Brake Die
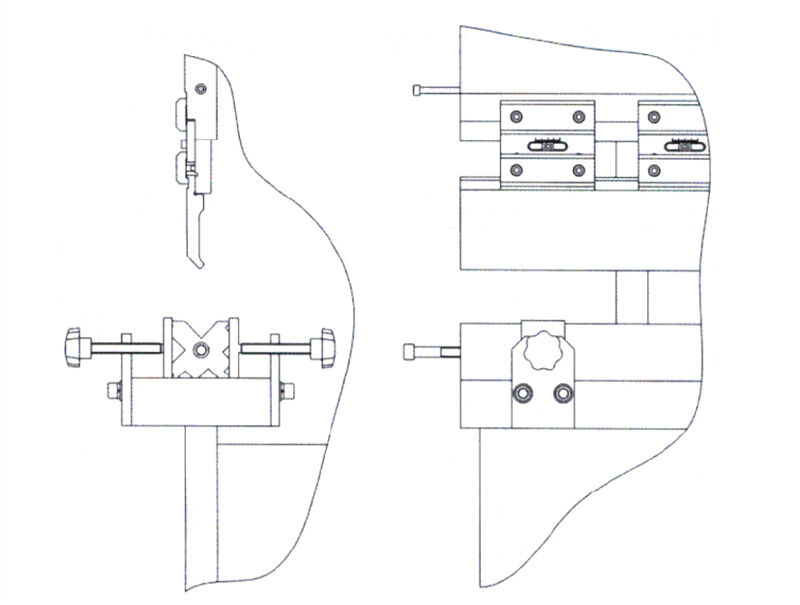
(1) Cetakan atas dipasang pada slaid dan dikunci dengan papan penghubung dan papan tekan. Cetakan atas dilengkapi dengan mekanisme penyesuaian halus, yang bergerak condong ke kiri dan kanan serta digunakan untuk penyesuaian kompensasi atas dan bawah cetakan atas guna memastikan ketepatan bagian pekerjaan yang dibengkokkan.
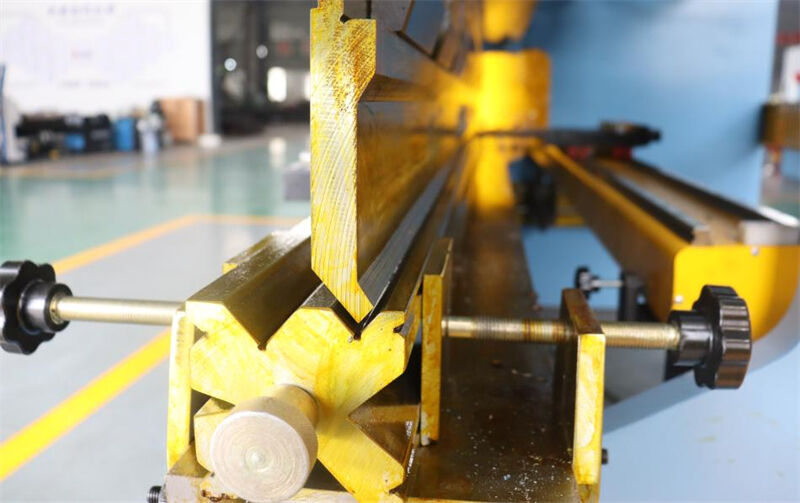
Cetakan bawah dipasang pada meja kerja. Setang putar dapat mendorong cetakan bawah bergerak maju dan mundur untuk menyelaraskan pusat mata pisaunya cetakan atas.

(2) Pemasangan cetakan
a. Pemasangan dan pengangkatan cetakan harus diselesaikan oleh profesional yang terlatih dan berwenang serta secara ketat mengikuti persyaratan spesifikasi listrik.
b. Sesuaikan slider ke posisi titik mati atas yang sesuai sesuai dengan ketinggian cetakan yang dipilih.
c. Saat memasang cetakan, pompa minyak harus dimatikan dan alat mesin tidak boleh dinyalakan.
d. Buang kotoran, sisiran, dan sisa cetakan dari cetakan dan permukaan pemasangan cetakan.
e. Pasang cetakan bagian atas terlebih dahulu, lalu cetakan bagian bawah.
f. Setelah cetakan terpasang, perhatikan untuk mengencangkan sekrup.
g. Setelah mesin perkakas dipasang, nyalakan pompa minyak untuk menggerakkan selinder ke bawah dan kendalikan pada posisi yang sesuai. Periksa apakah cetakan atas dan bawah terjajar dengan benar, yaitu apakah celah di kedua sisi cetakan atas sama dalam bagian V-groove. Jika tidak, sesuaikan cetakan bawah dan tetapkan cetakan bawah untuk mengembalikan mesin perkakas ke titik mati atas. (Catatan: Pastikan celah antara cetakan atas dan bawah lebih besar dari ketebalan plat yang akan dilipat).
h. Sesuaikan pahat miring sehingga permukaan bawah cetakan atas dapat disesuaikan untuk mendapatkan kesalahan sudut penyiku minimum di seluruh panjang penyiku. Untuk mendapatkan hasil penyiku yang baik, pahat miring dapat disesuaikan kembali berdasarkan hasil penyiku aktual dari sampel uji. Jika sudut penyiku aktual terlalu besar selama penyesuaian, permukaan bawah cetakan pada titik tersebut harus disesuaikan ke bawah, yaitu longgarkan sekrup pengunci dan geser pahat ke kiri. Setelah penyesuaian, ketatkan sekrup. Sebaliknya, sesuaikan permukaan bawah cetakan ke atas, yaitu geser pahat ke kanan.

(3) Hal-hal yang perlu diperhatikan saat menggunakan cetakan:
a. Periksa sekrup pemasangan cetakan secara teratur
b. Berhati-hatilah saat mengganti cetakan, dan letakkan cetakan dengan hati-hati di bingkai cetakan di sebelah mesin untuk menghindari kerusakan.
c. Setiap cetakan memiliki kapasitas beban maksimumnya, dan tidak diperbolehkan untuk membengkokkan melebihi beban tersebut.
d. Ketika tidak digunakan dalam waktu lama atau dihentikan, cetakan atas harus diturunkan ke dalam V-groove dari cetakan bawah, bersentuhan dengan cetakan bawah atau di atas piring datar.
e. Ketika cetakan tidak digunakan, untuk melindungi mata pisaunya, cetakan dapat ditempatkan di atas papan kayu atau kulit karet, dan permukaan cetakan dapat diolesi minyak.
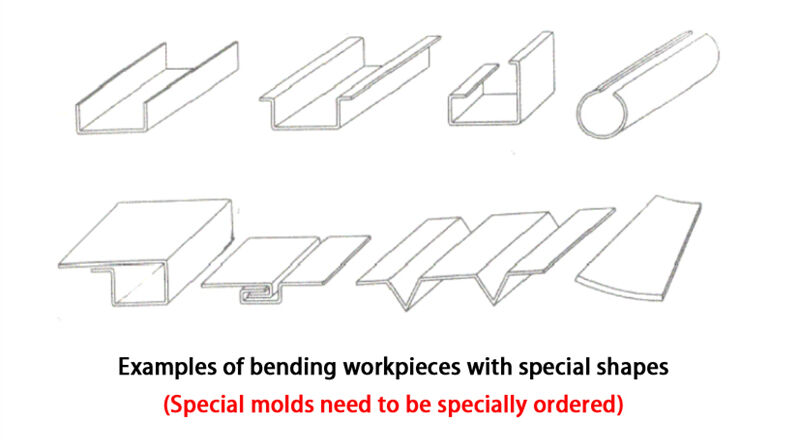
(4) Komponen kerja berikutnya dapat dilipat