Hajlítógép hajlítási szög kiszámítása

A CNC görgőgép hajlítási szögének kiszámítása általában több tényezővel jár, beleértve anyagfajta, lapvastagság, hajlítási sugarat és hajlítási együtthatót. Különböző hajlítási szögek és anyagfajták más számítási módszereket és együtthatókat igényelnek. A következőkben bemutatjuk a különböző anyagfajtákhoz tartozó hajlítási szögek számítási módszereit:
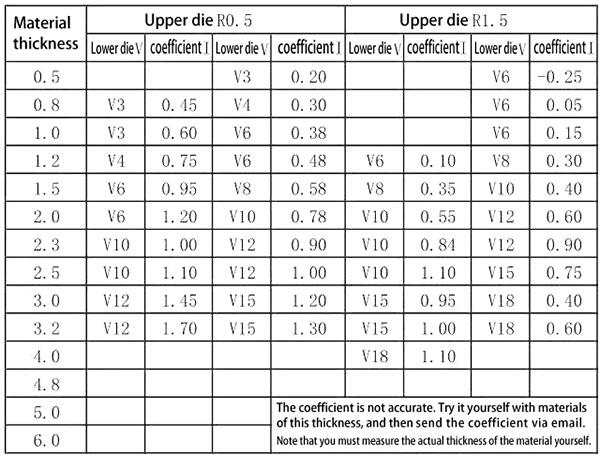
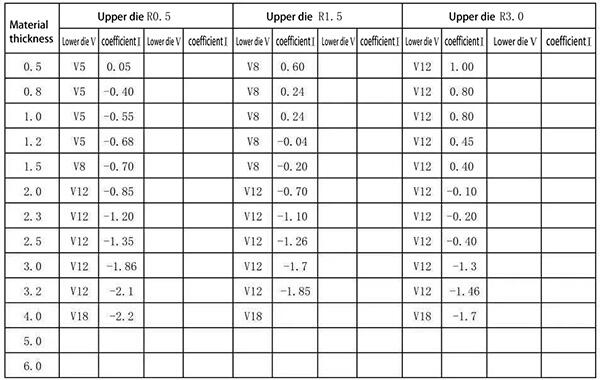
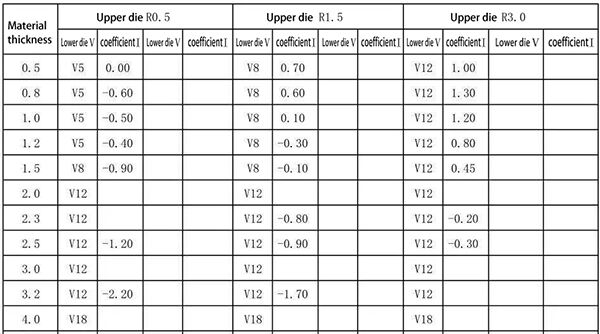
1. Vaslapos hajlítás: 90 fokos hajlításkor az általánosan használt felső mátrix R értéke 0,5, az alsó mátrix V értéke 5T, és a hajlítási együttható 0,4T. Az kibontott méretre vonatkozó képlet: L1+L2-2T+együttható.
2. 60 fokos vaslapos hajlítás (mély behajlító mátrix használata)
Kibontott méret=L1+L2+együttható
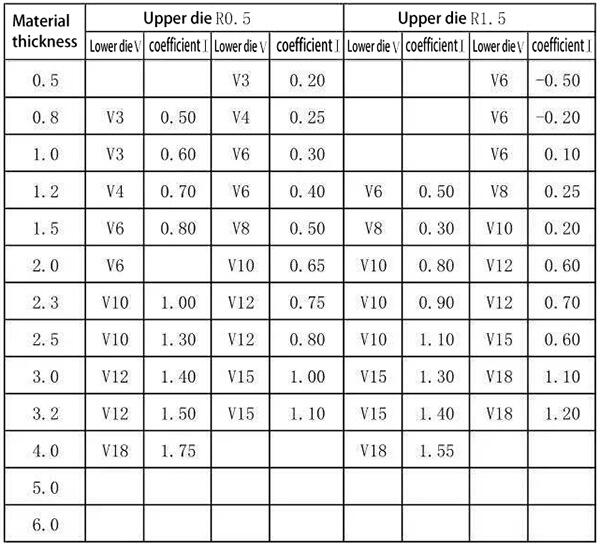
3. 30 fokos vaslapos hajlítás (mély behajlító mátrax használata)
Kibontott méret=L1+L2+együttható
4. 90 fokos alufinom hajlítás: Normál hajlítás felső mátrix R0,5, alsó mátrix V=5T, hajlítási együttható 0,4T, V csatorna választása V=5T+R (R>0,5)
Kibontott méret=L1+L2-2T+együttható
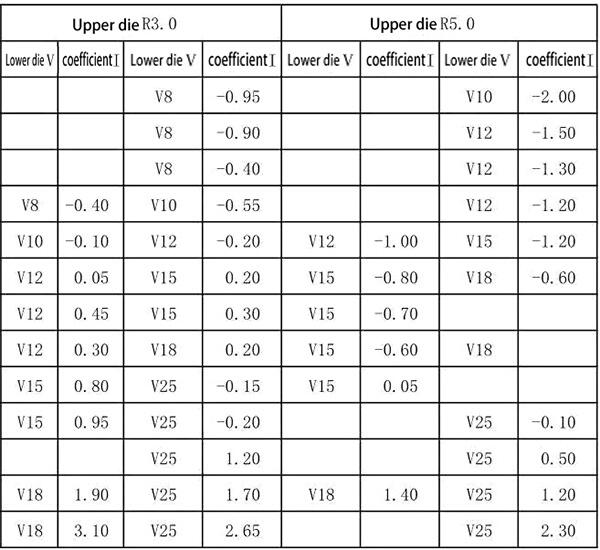
5. 60 fokos alufinom hajlítás (mély behajlító mátrax használata)
Kibontott méret=L1+L2+együttható
6. 30 fokos alufinom hajlítás (mély behajlító mátrax használata)
Kibontott méret=L1+L2+együttható
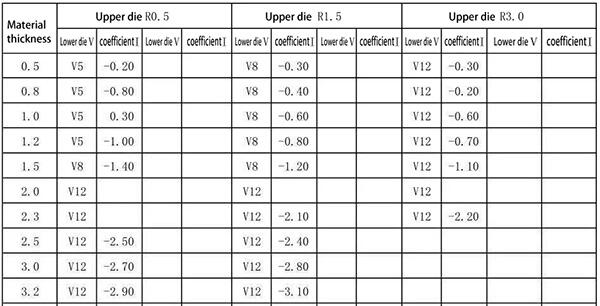
7. Halott szél együttható (először egy kis szöget hajlítunk a mély behajlító mátrax segítségével, majd egy puccszerés mátraxot használunk a halott szél nyomásához)
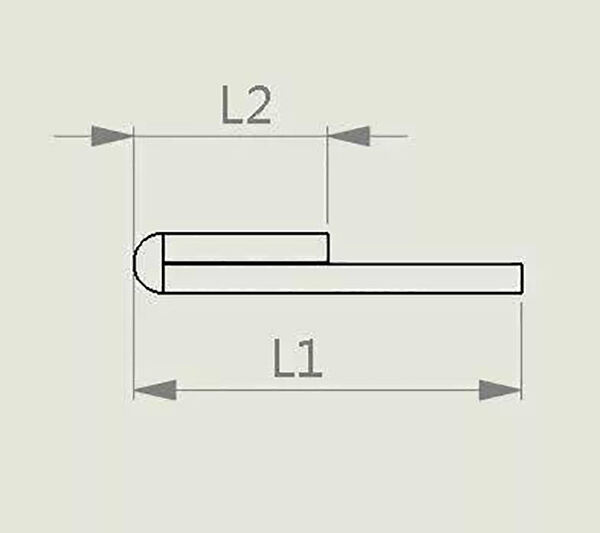
Fentebb: Kibontott méret = L1+L2-0,55T
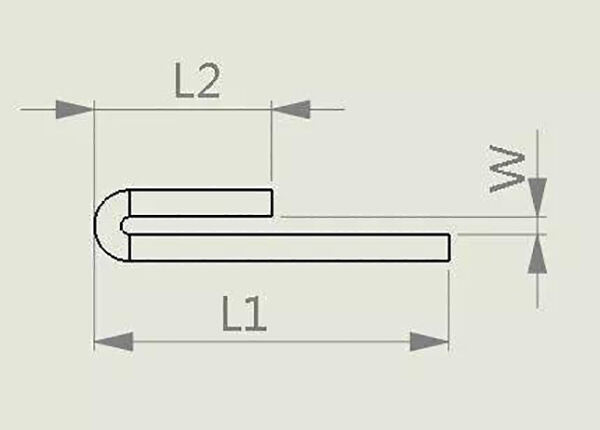
Fent: Kibontott méret = L1+L2-0.55T+0.7W (W≤T)
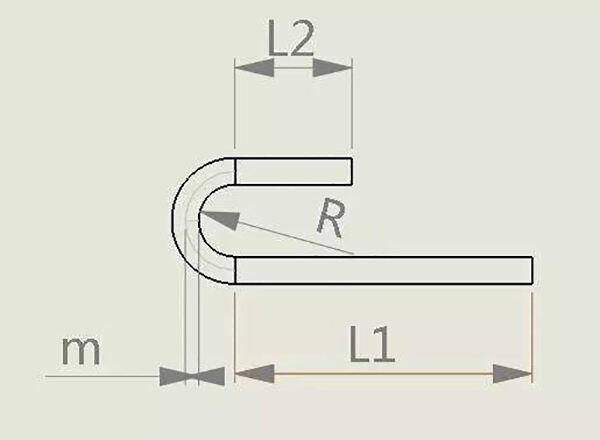
Fent: Kibontott méret = L1+L2+3.14* (R+m) (2R>T)
T≤2.0,m=0.4T;
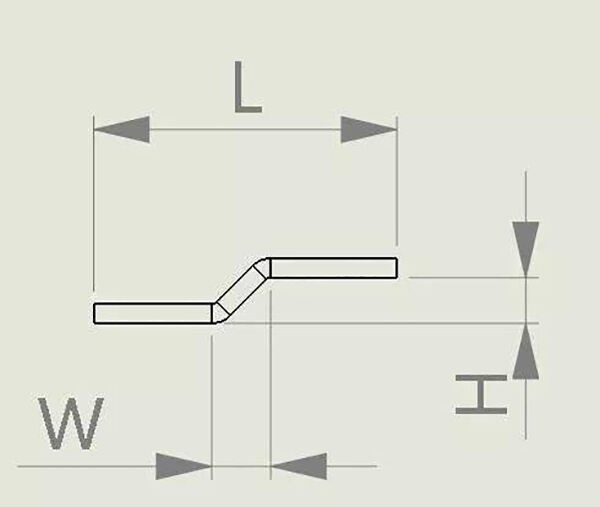
2.0 8. Nyomás lépcsős különbségi együttható A. Amikor W ≥ 2T: a kibontást két egyszeres hajtásnak számítjuk; B. Amikor W<2T és H≥2T: a kibontást két egyszeres hajtásnak számítjuk; C. Amikor W<2T, H<2T: kibontott méret = L+(H-T)*0.7; D. Amikor W<2T, H=T: kibontott méret = L+0.15T; Ezenkívül a hajlítási szög kiszámítása kapcsolódik a anyag neutrális rétegének helyzetéhez és a deformáció fokozatához. A gyakorlatban nagyon fontos megfelelő képlet és együttható választása az adott anyag, lapvastagság és igényelt hajlítási szög alapján.